Изобретение относится к области размерной электрохимической обработки и предназначено для изготовления различны типов пазов, в том числе сложнопрофиль яых типа ласточкин хвост и елка, 1фименяемых, например, в замковых соединениях компрессора и турбины авиадвигателя. Известен электрод-инструмент для эле трохимической: калибровки, рабочая поверх ность которого в любом сечении по длине представляет собой сечение, подобное калибруемомз4 При этом, рабочая поверхность вьшолнена наклонной по всему периметру с постоянным углом наклона, лучеобразно расширяющимся при обработке внутренних поверхностей или сужаю ишмся при обработке наружных поверхностей и определяемым на величины обходимого припуска на обработку {i Недостатки такого электрода-инструмента заключаются в том, что для его работы необходим предварительно обрабс танный элемент, образующая поверхность которого замкнута подобно отвер- стию или стержню. Обрабатывать пазы этим устройством невозможно. Во избежание облитерации межэлектрсйного промежутка рабочая часть указанного электрода-инструмеига выполнена неболыиой дли11сы (меньше длины калибруемого злеме гга). Это накладывает ограничения на припуск под калибровку, так как с увеличением последнего увеличивается угол наклона рабочей части инструмента, что ограничивает скорость подачи и точность обработки. Достигнутую этим электродом-инстру-гментом скорость подачи 25 мм/мин нельзя считать значительной, поскольку припуск под калибровку был небольшим (1,5 мм). Наиболее бштзюгм к изобреа нию техническим рещением является способ изготовления продольных канавок в цилиндрах аммортизатороВс Суть способа в том, что обработку продольных канавок на внутренней поверхности цилиндров выполняют за один проход по меньшей мере одной, расположенной под углом, рабочей поверхностью электрода-инструмента, который перемещают вдоль оси цилиндра, т.е. перпендикулярно профильному ceneifflio канавки 2|.
Этим способом можно обработать лиш прямоугольные, несквозные канавки (пазы), непостоянного по длине сечения и расположенные на внутренних поверхност относительно длинных деталей типа цилиндра, к тому же не всегда с достаточной скоростью и точностью.
Способ осуществляют устройством, представляющим собой монолитный электрод-инструмент для электрохимической обработки, длина которого ме}1ьше дли- , ны детали, содержащим корпус с электроизоляцией, снабже}шый каналами для подвода электролита в 3oiiy обработки, и токопроводяшую рабочую поверхность, расположенную под углом к продольной оси.
Таким устройством по известному способу нельзя изготовить слолшогфофильные сквозные пазы постоянного сечения, например типа елка на наружной поверхности ажурных деталей, как например диски турбины авиадвигателя. Это обусловлено,тем, что здесь, как и при обычном Электрохимическом прошивавши, идет лобовой съем металла от начала и до конца одновременно всей рабочей поверхностью электрода-инструмента. Подача электролита в межэлектродный промежуток осуществляется постоянно через один и тот же участок. По этим причинам невозможно начать электрохимическую обработку без вспомогательных устройств, предотвращающих утечку электролита из рабочей зоны. В данном способе роль такого устройства выполняет внутренняя полость обрабатываемого цилиндра.
По тем же причинам рассматриваемое устройство не обеспечивает также сквоз ногчэ выхода рабочей поверхности электрода-инструмента из дэтали в конце обработки. Первый же канал (даже часть его), выйдя за пределы обрабатываемого паза, создает паразитное течение, которое приведет к прекращению процесса или порче электродов в результате неизбежного короткого замыкани5и
Кроме того, данным способом и устройством не всегда можно обеспечить высокую скорость обработки и необходимую TO4HocTbk Это связано с тем, что
длина рабочей поверхности ограничена . длиной обрабатываемой детали. Поэтому при обработке за один проход наклон рабочей поверхности находится в прямой зависимости от глубины паза. При большой глубине - больщой угол наклона. Это уменьшает скорость подачи, а следовательно, снижает точность обработки. Если условно уменьшить угол наклона и вести
обработку в несколько проходов до заданной глубины, то в случае прямоугольной формы паза этим можно несколько повысить скорость обработки, но точность снизится еще больше. Для пазов
более сложного профиля такой вариант не приемлем, так как связан с применением серии разных по форме электродовинструментов.
Указаш ые недостатки усугубляются
утечкой Электролита из рабочего межэлектродного промежутка через боковые промежутки по обработанным стенкам паза. Это вызывает его развивку и по 01жение давления электролита. Первое снижает точность, второе - скорость обработки. Кроме того, не исключено растравливание ранее обработанных поверхностей детали.
Устройство для осуществления способа
предполагает наличие нескольких наклошсых рабочих поверхностей. Однако это не расширяет возможности способа, так как увеличением их числа нельзя обеспечить обработку сложнопрофильных пазов
(эвольвентных, трапецеидальных, елочных, ромбовидных и др.) применяемых в машиностроении.
Монолитность устройства создает неудобства при смене размеров паза, или
порче рабочей поверхности, так как необходимо каждый раз изготавливать всю конструкцию.
Таким образом, известные способы и устройства для электрохимической обработки не обебпечивают изготовления
закрытых сквозных сложнопрофильных пазов постоянного сечения на наружных и внутренних поверхностях деталей с точностью и скоростью, достаточными для
замены традиционной механической обработки.
Целью изобретения является расширение возможности процесса электрохимической обработки 1феимущественно сложнопрофильных сквозных пазов при максимальной производительности. °
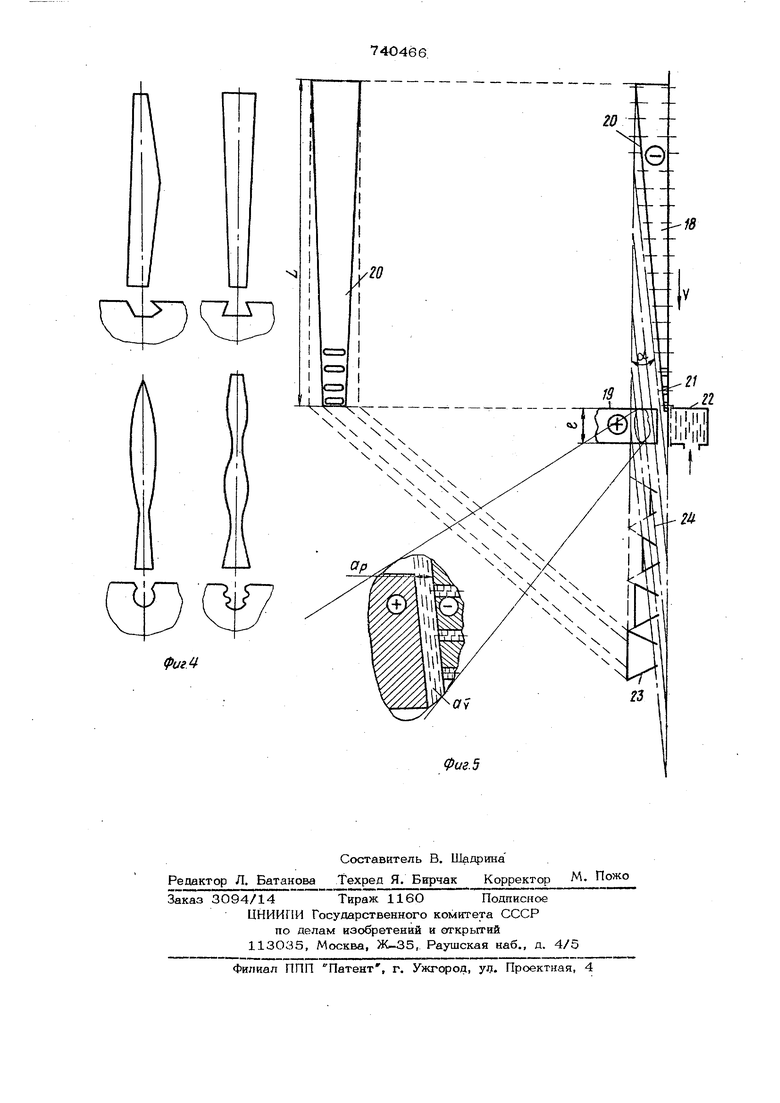
Цель достигаетх я тем, что по способу электрохимической обработки пазов различного типа за один проход, ВКЛЕОчающему относительное перемещение электрода-инструмента с наклонной рабочей поверхностью в направлении, перпендикулярном профильному сечению паза и последовательно открывание каналов д подвода электролита, обработку ведут электродом-инструментом с плоской рабочей поверхностью, по форме представляющей теневое изображение паза. Такой способ может быть осуществле устройством новой конструкции для элек трохимической обработки пазов, содержащим электроизолированный корпус, снабженный каналами для подвода электр лита в зону обрабсл-ки, и токопроводящу рабочую поверхность, расположенную под острым углом к продольной оси. Распределитель электролита выполнен В виде базового корпуса с каналами для электролита и установленного в нем с возможностью перемещения раздатчика, регулируемого в соответствии с длиной обрабатываемого паза; На боковь х нерабочих поверхностях « рабочей части установлены упругие уплотнения; рабочая часть устройства выполнена съемной. На фиг. 1 показано устройство для осуществления предлагаемого способа;. на фиг. 2 - то же, вид сбоку, разрез; на фиг. 3 - то же, разрез, ввд сверху| на фиг. 4 - i возможные профили пазов и соответствующие им формы рабочей поверхности устройства; на фиг. 5 - схе ма электрохимической обработки пазов ласточкин хвост е Устройство (фиг. 2) содержитраспределитель для подачи электролщ-а на каждый участок рабочей поверхности, состоящий из базового корпуса 1 с цен-, тральным 2 и выход$пцими из него CESO3 ными боковыми 3 каналами пустотелого щтока 4 с фланцем-порщнем 5 и подвижной относительно негх х шовкл - поршня 6, соединенных между собой штифтом 7 и перемещающихся по скольжению в канале 2. Глухой цет ральный канал 8 головки-поршня соединен с его сквовными боковыми каналами 9 и каналом 10 в штоке 4, являюшлмся продолжением нагнетающей электролит магистрали электрохимической установки. На базовом корпусе 1. закреплен смен ный рабочий орган 11, имеющий боковую электроизоляцию .12, боковые П1дроуплотн ния 13, сквозные наклонные каналы 14, авляюпшеся продолжением каналов 3 корпуса 1, длинн ю наклонную рабочую поверхность 15, имеющую форму теневого изображе1шя проф15ля обрабатываемого паза 16. Рабоч11й орган 11 устройства подключен к отрицательному полюсу источника постоянного тока. Флаиец-поршешз 5 и головку-поршень 6 установлены друг от друга на расстоянии, равном длине обрабатываемого паза к удерживаются неподвижно относительно обрабатываемой детали 17. Это достигается, например, .тем, что шток и дегаль крепят к элементам констр тсции электрохимического станка. имеющим одинаковую скорость. При BIUIH чении насоса электрохи.шгческой установки электролит из магистрали поступает в пустотелый шток 4, из него в гоповку-поршень 6, затем по каналам; 9, 2, 3 и 14 - на ту часть рабочей поверхности 15, которая взаимодействует с обрабатываемой деталью- 17. В процессе работы устройства каналы, находящиеся вне зоны обработки, перекрываются фланцем-поршнем 5 и головкойпоршнем 6. Электролит в них не поступает, . поэтому паразитные течения по }шм отс тствуют. Вытекать через боковые промех утки электрачиту не позволяют упругие гидроуплотнения 13, контактирующие с обрабатываемой деталью 17 на всей ее длпне. Приводом подачи электрохимического станка.; создаегся относнгельное перемещешхе рабочей поверхности 11 устройства и обрабатываемой детали 17. За счет анодного растворения материала детали в ней образуется паз 16, Способ nonj -iemiH паза формы осущест вляется следующим образом. Схема (фиг. 5) иллюстрирует способ электрохимической обработки с применением устройства, включающего движение его рабочей части относительно обрабатываемой детал и раздатчика электролита, применЕггельно к пазу ласточкин хвост . На схеме приняты след5ющ0е обозначения; 18 - перемещающаяся в напра& ®«« обрабатываемой детали 19 рабочая часть устройства, 2О - рабочая поверхность устройства, формирующая паз, -острый угол наклона этой поворхнос- ти, 21 - каналы, подвод5пцие в межалек ... .,.„ тродный промежуток электролит, 22 раздатчик электролита, 23 - полный профиль обрабатываемого паза, 24 - последовательнь1е положения, занимаемые рабочей поверхностью 20, CIp - рабочий межэлэктродный зазор, измеряемый по нормали к обрабатываемой поверхнобти, т.е. в направлении электрохимического растворения материала, - межэлектродный зазор в направлении подачи, ограниченный в Этом направлении обрабатываемой поверхностью или ее продолжением. Исходное расположение всех органов устройства таково, что электролит подается на начало рабочей поверхности 20 через первый канал 21, вошедший в активную зону раздатчика. При последующи положениях 24 рабочей поверхности, эле тролит будет поступать через те каналы 21, которые будут находитьсяв зоне ра датчика. В вышедшие и недошедшие к ней каналы электролит не поступит. Эти сохра11яется необходимый напор электрол та в межэлектродном промежутке и решается проблема начальиого входа и сквозного выхода оабочей части устройства из обрабатываемой детали 19. Проходя сквозь обрабатываемую деталь, каждая поперечная строчка рабоче поверхности 20 снимает с нее плоский микрослой, соответствующий ее ширине длине паза. Так последовательно формируетсй паз 2-3. Изсхемы видно, что скорость подачи раб части устройства зависит от соотношения межэлектродных зазоров в направлении подачи ct и рабочего Qp . Обработка паза, в данном случае типа ласточкин хвост, осушествляется аа один проход наклонной рабочей повер ностью 20 с длиной Ь , большей длины обрабатываемого паза (L , представляющей собой по форме теневое изображени профиля паза 23 на эту наклонную поверхность. Описанная принципиальная схема осу ш.ествления способа электрохимической обработки устройством для этих целей д казывает, что при любой форме пазов, расположенных как на внутренних, так и на, наружных поверхностях деталей, новый способ осуществим в реальных условиях. Предлагаемый способ дает новые воз можности и новые показатели точности и производительности. Впервые появляет ся возможность обрабатывать сквозные объемные элементы - пазы закрытого сложного профиля плоской рабочей повер ностью без опасений коротких замыкани между электродами в начале и в конце обработки. Решается проблема сквозного вькода всей рабочей поверхности инструмента из обрабатываемой детали. Большая скорость подачи значительно повышает точность обработки. Это позволяет, например, заменить механическую обработку таких сложных элементов, как пазы типа ласточкин хвост и елка в ответственных деталях авиадвигателя дисках компрессора и турбины. Для подтверждения преимущества изоб ретения перед известными способами электрохимической обработки пазов проведено опробование его на экспериментальной установке на образцах-имитаторах дисков компрессора и турбины, изготовленных из титанового и жаропрочного сплавов. Без какой-либо предварительной обработки электрохимическим методом изготовлены пазы типа ласточкин хвост (нижнее основание 16 мм, верхнее 10мм, глубина 7 мм, длина 1ОО мм, угол разво рота паза на ободе имитатора ЗО) и елка (глубина 18 мм, нижнее основание 4 мм, верхнее 16 мм, радиус елочных выступов и впадин 0,6 мм, длина паза 22 мм). Скорость рабочей подачи доведена до 200 мм/мин. Достигнута точность обработки линейных размеров 0,08-0,05 мм. Паз длиною в 100 мм обработан за 2,5 мин, что не является пределом для данного способа и устройства. Сложный елочный паз также обработан одной рабочей плоской поверхностью за один проход. При механической обработке для этого необходимо 10 протяжек. Расчеты показывают, что скорость электрохимической обработки при применении изобретения может быть значительно больше той, которая достигнута при его проверке на технически ограниченной экспериментальной установке. Скорость подачи в данном случае выражается простейшим уравнением где (/ скорость электрохимического растворения металла (обычно для титанового сплава не пре- вьгшает 0,5 мм/мнн); - межэлектродный зазор в нанравленни подачи, мм; Ор- рабочий межэлектродный зазор, мм. Не прибегая к рещенто линейных урао нений с целью определения точки Пересе- чения непараллельных прямых, можем принять, по меньшей мере, Q, равным двум длинам обрабатьшаемого паза. Для данного изобретения это вполне.реал но. Тогда для условий экспериментальног опробования получим V. 0,5- . 50О мм/мин, что в 2,5 (5аза выше скорости, достигну той при экспериментальной проверке, примерно в 7О раз выше скорости прототипа и в 135 раз быстрее обычного электрохимического прошивания. Формула изобретения 1. Способ электрохимической обраб.от ки пазов за один проход, включающий от носительное перемещение электрода-инструмента с наклсжной рабочей поверхностью в направлении, перпендикулярном профильному сечению паза, и последовательное открывание каналов для подвода электролита в зсиу обработки, отличающийся тем, что, с целью расширения возможности процесса электрохимической обработки преимущественн сложнопрофильных сквозных пазов при максимальной производительности, обработку ведут- электродом-инструментом с плоской рабочей поверхностью, по форме представляющей теневое изображение паза. 2.Устройство для осуществления сп(соба по п. 1, отличающееся тем, что распределитель электролита В1з1полнен в виде базового корпуса с каналами для электролита и установленного в нем с возможностью перемещения раздатчика, регулируемого в соответствии с длиной обрабатываемого паза. 3.Устройство по п. 2, отличающееся тем, ро на боковых нерабочих поверхностях рабочей части установленыупругие уплотнения. 4.Устройство по п, п. 2 и 3, отличающееся тем, что рабочая часть устройства вьтоянена съемной. Источники информации, принятые во внимание при экспертизе 1.Патент Франции N 2089123, кл. В 23 Р 1/00, 1972. 2.Авторское свидетельство СССР № 222101, кл. В 23 Р 1/00, 1968.
фиеЗ




| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки пазов | 1981 |
|
SU1098737A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Устройство для электрохимической обработки | 1982 |
|
SU1041258A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| Электрод-инструмент для электрохимической прошивки отверстий | 1986 |
|
SU1511030A1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ | 2017 |
|
RU2699140C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |