о
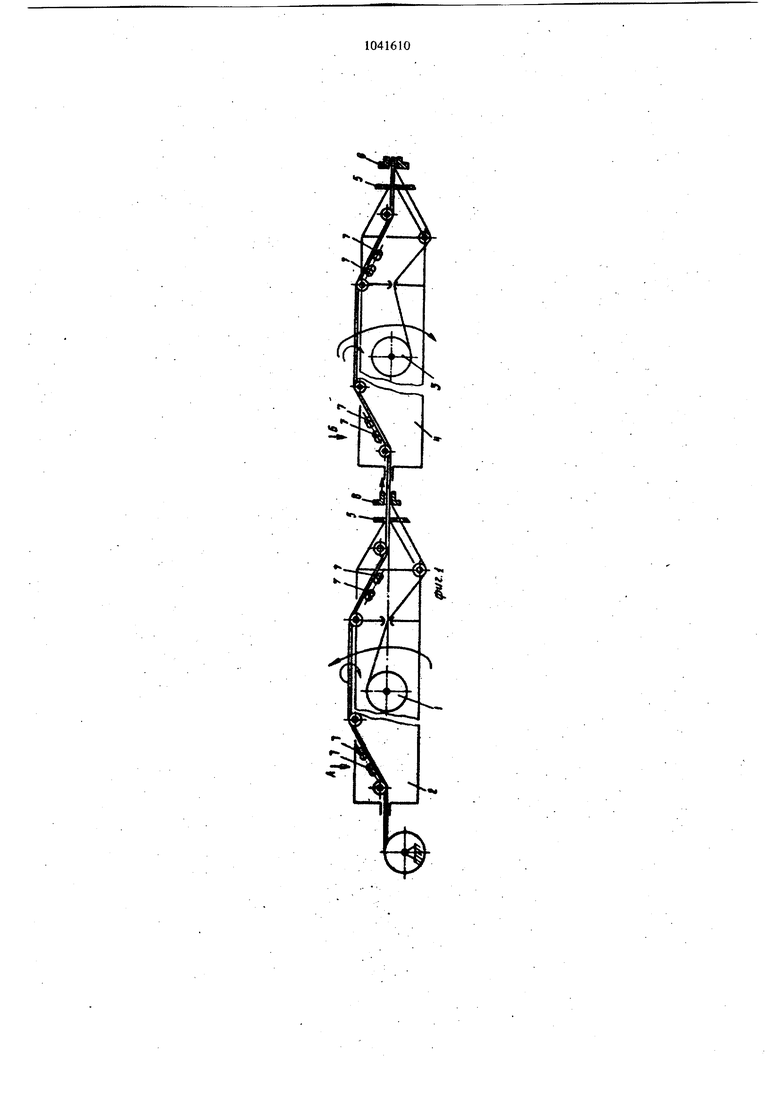
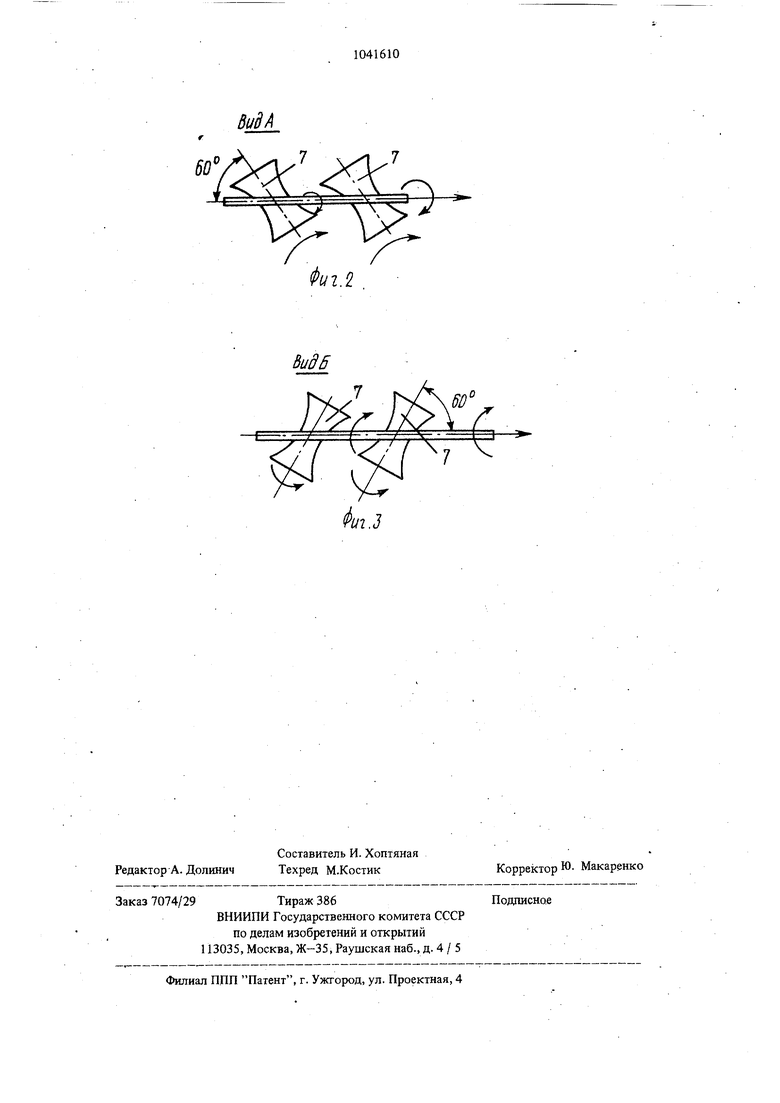
4 Изобретение относится к изготовлению металлических канатов. По основному авт. св. № 1002434 известен способ изготовления металлических канатов, включающий свивку длинномерных элементов с откруткой их путем предварительной свивки элементов в пряди, при этом свивку элементов в канат производят при развивке этих прядей 1. Р1едостатком данного способа является низкое качество получаемого изделия при осущест влении многоповивной свивки элементов вокру сердечника на сигаретных крутильных машинах При осуществлении однозаходного последовательного наложения на сердечник нескольких повивов элементов, в особенности с различным направлением свивки этих повивов (наиболее распространенный вариант) сердечник перед свивкой очередного повива подвержен действию двойного знакопеременного кручения. Это обусловлено тем, что сердечник перед свивкой очередного повива дважды отклоняется от осевой линии свивки, огибая отдающие катушки с элементами. В местах отклонений сердечника от осевой линии свивки повива возникает кручение сердечника вследствие вращения его вокруг оси свивки. От действия этого кручения в сердешике в каждом повиве проволок за исключением наружного повива будут остаточные упругие напряжения кручения, приводящие к расслоению изделия, самопроизвольному кручению свободных участков изделия и т. п. Цель изобретения повышение качества изделий. Поставленная цель достигается тем, что согласно способу изготовления металлических канатов, включающему свивку элементов с откруткой их путем предварительной свивки элементов в пряди и свивки элемнтов в канат при развивке этих прядей, при свивке элементов в канат принудительно вращают сердечник вокруг оси со скоростью, равной угловой скорости свивки элементов и противоположной по направлению их свивке. На фиг. 1 представлена схема устройства, реализующая данный способ, общий вид; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 ,- вид Б на фиг. 1. Способ реализуют на двух сигарных мащинах SRN 6x400, установленных в тандем, по схеме, представленной на фиг. 1. Пример. Канат имеет два повива одинарной свивки: внутренний повив из 15 элементов (стальных проволок) диаметром 1,1 мм с шагом 50 мм и внешний из 18 элементов (стальных проволок) диаметром 1,3 мм с шагом 72 мм. Для изготовления повивов предварительно скручивают пять прядей по три проволоки диаметром 1,1 мм и шесть прядей по три проволоки диаметром 1,3 мм. Первые пять прядей наматывают на катушки 1 первой сигары 2, на которой осуществляется свивка внутреннего повива. Другие шесть прядей наматывают на катушки 3 второй сигары 4, на которой осуществляется свивка внешнего повива. Проволоки каждого повива проходят через распределительный шаблон 5 и калибр 6. Направление свивки прядей соответствует направлению свивки соответствующего повива. При вращении каждой сигары происходит естественная развивка ее прядей и последующая свивка проволок в повив в том же направлении, что были свиты пряди. Благодаря наклонному расположению осей роликов 7 проволоки сердечника в сигаре достигается его однонаправленное кручение и в результате перед свивкой повива сердевдик не имеет остаточной деформащ{и кручения. В результате исключается вредное для сигарных машин двойное знакопеременное кручение сердечника в проводке перед свивкой вокруг него повива проволок. Направление осевого кручения сердечника обеспечивается выбором направления наклона роликов. Свивка повивов производится при частоте вращения первой сигары до 400 мин с линейной скоростью до 20 м/мин. Применение способа позволит в 5 раз повысить производительность процесса многоповив- ной свивки проволок при изготовлении канатов, кабелей за счет применения высокопроизводительных сигарных машин. Ожидаемый экономический эффект от внедрения, например, двухсигарной машины для свивки двухповивной про- волочной брони кабель каната составит около 150 тыс. р. в год.
Фиг.2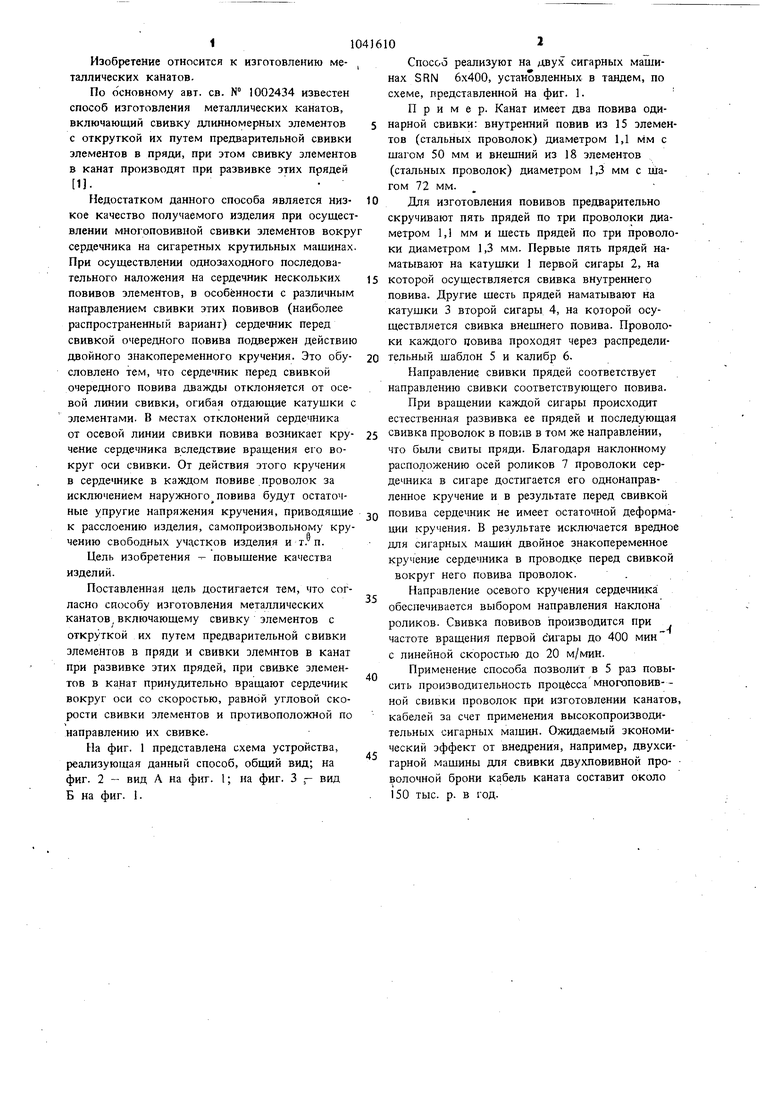
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| Способ изготовления металлических канатов | 1979 |
|
SU1002434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| Способ скрутки проволочной брони грузонесущих кабелей | 1978 |
|
SU918978A1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
| МЕТАЛЛОКОРД С УЛУЧШЕННОЙ ФИКСАЦИЕЙ ПРОВОЛОК СЕРДЕЧНИКА | 2003 |
|
RU2237766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| Устройство для подкрутки сердечника к свивальной машине | 1982 |
|
SU1089191A1 |
| Способ свивки каната | 1975 |
|
SU547486A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КАНАТОВ по авт. св. N 1002434, отличающийся тем, что, с целью повышения качества изделий, при свивке элементов в канат принудительно вращают сердечник вокруг оси со скоростью, равной угловой скорости свивки элементов противодоложной по направлению их свивке
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
