(54) СПОСОБ СВИВКИ КАНАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАНАТОВ ДИАМЕТРОМ ДО 0,5 МИЛЛИМЕТРОВ | 2017 |
|
RU2654413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243053C1 |
| Устройство для свивки проволок | 1978 |
|
SU874247A1 |
| Канатовьющая машина | 1983 |
|
SU1142551A1 |
| Способ изготовления металлических канатов | 1981 |
|
SU1041610A2 |
| Способ изготовления каната из фасонных элементов | 1983 |
|
SU1266911A1 |
| УСТРОЙСТВО ПОСТОЯННОГО НАТЯЖЕНИЯ ПРОВОЛОК ПРИ СВИВКЕ СТАЛЬНЫХ КАНАТОВ | 2018 |
|
RU2700957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| Устройство для свивки пучка проволочных прядей | 1978 |
|
SU749514A1 |
1
Изобретение относится к изготовлению канатов, кабелей, шнуров и других витых изделий.
Известен шособ свивки каната двойной круткой пучка свиваемых злементов с последующей намоткой на барабан 1.
При этом способе свивка осуществляется путем закрутки пучка свиваемых элементов вращением изогнутой в виде петли части этого пучка. Для этого пучок свиваемых элементов подвергают закрутке на участке первичной крутки, затем при помощи роликовьк проводок отклоняют его от оси вращения в форме петли, вращающейся вокруг приемного барабана и наматьюают на барабан во встречном направлении, подвергая участок перюд барабаном вторичной крутке.
Основным недостатком известного способа является то, что на участке первичной крутки происходит естественная вытяжка свиваемых элементов из зарядных катушек только на длину, необходимую . для первой крутют, а на участке вторичной крутки закручивание изделия происходит только за счет осевой деформащш его элементов : наружные слои растягиваются, а внутренние - сжимаются, т.е. на участке вторичной крзт:ки свивка осуществляется за счет напряженных длин элементов. Поэтому на участке вторичной крутки свиваемые элементы должны либо растягиваться, либо укорачиваться (во внутренних слоях), либо, если свиваемые элементы жестюие (ланример стальные проволоки), происходит потеря устойчивости сжатых слоев, что приводит к петлеобразованию изделия и нарушению процесса свивки.
По указанной причине шособ двойной крутки, несмотря на известные достоинства, имеет лишь ограниченное применение, например, только для свивки шнуров, пеньковых канатов, органических сердечников, крученых нитей и жил кабелей с большим щагом свивки, т.е. в тех случаях, когда свиваемые элементы обладают значительной эластичностью для подкрутки на участке вторичной подкрутки.
Нормальная свивка витых изделий из малорастяжимых элементов, например, проволочных прядей и канатов способом двойной крутки не обеспечивается.
Цель изобретения - повысить качество канатов.
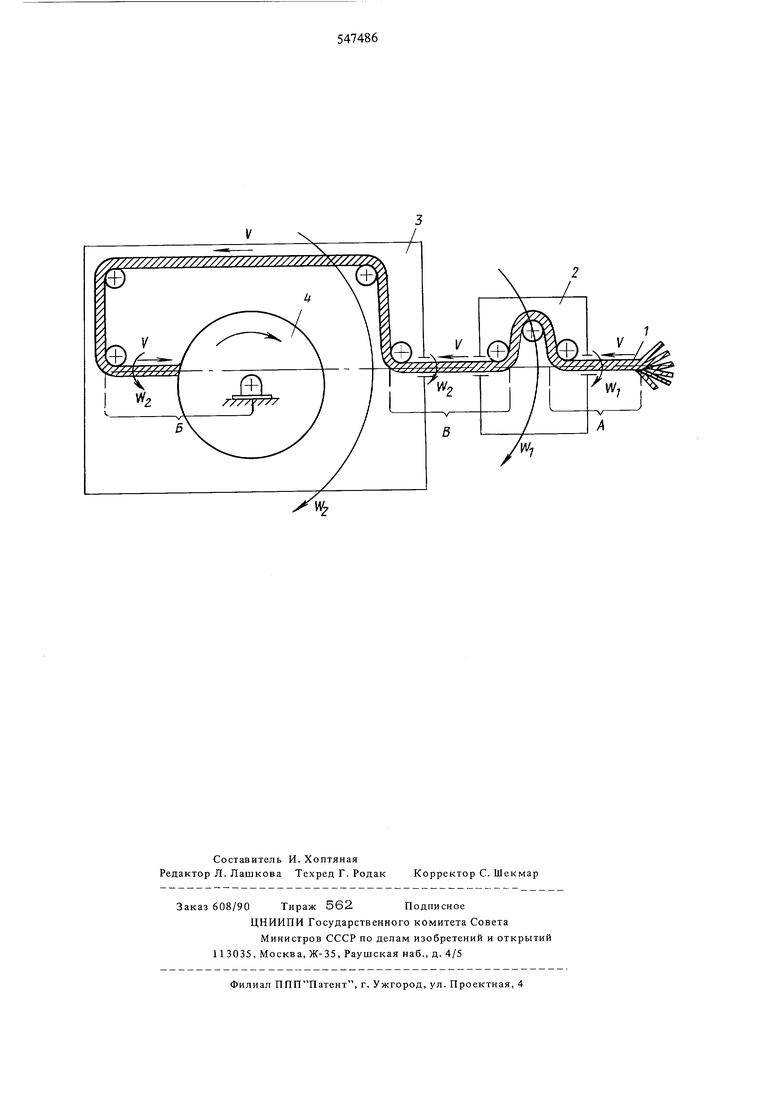
Это достигается тем, что пучок свиваемых элементов предварительно подвергают дополнительной закрутке в направлении крутки каната и частичной открутке, причем величина дополнительной закрутки равна крутке готозсго изделия. В npciaecce предварительной закрутки происходит вь тяжка свиваемых элементов из зарядньк катушек ка длины, необходимые для вторичной крутки, что обеспечивает свивку в канат ненапряженных длин его элементов. На чертеже представлена схема свивки каната. Пучок 1 проволок подают в устройство 2 дополнитнльной предварительной закрутки, которое, вращаясь с угловой скоростью w,, втягивает в себя и закручивает пучок проволок на участке Ас При выходе из устройства предварительной закрутки изделие поступает в рам) 3 двойной крутки, которая вращается с угловой скростью w в том же направлении, что и устройство 2 предварительной закрутки. Далее, проходя раму двойной крутки, изделие поступает на приемньш барабан 4, перед входом на который на участке Б получает вторичную закрутку с угловой скоростью W2 Устройство 2 предварительной закрутки и открутки пучка 1 свиваемых элементов может быть вы полнено, например, как показано на схеме, в виде вращающейся рамы, проходя которую, изделие огибает закреплеьшые на ней три блока. Исходным параметром для кинематики способа является скорость вытяжки изделия V, которая по условию неразрывности одинакова по всей его длине от очага свивки до приемного барабана. За единицу времени изделие перемещается на длину S V. На эту длину, благодаря вращению устройства 2 предварительной крутки на участке А, приходится угол поворота сечекия изделия p Wi. Слеаовательно, кручение изде.шя, как угол закручивашля на единицу дашпы, на этом участке равно: ,,0)1 5 V При вььходе из устройства 2 предварительной закрутки изделие раскручивается с угловой скоростью Wi и закручивается с угловой скоростью W2. Г1оэтом остаточное крзчеьше на участке В будет равно , U)j--6J +(jOEi а) V V На участке Б кручение удваивается к,,ак, Таким образом, предварительная закрутка не влияет на величину кручения готового изделия, а лишь осуществляет вьггяжку проволок из зарядных катущек на длину, необходимую для закрутки пучка с угловой скоростью Wj. Поэтому для того, таобы вытянутые из зарядных катушек длины проволок были равны их ненапряженным длинам в готовом изделии, необходимо чтобы Kj Кз откуда получаем aj.L a602 Это равенство следует рассматривать как идеальное условие, так как при его вьшоде не учитывается проскальзьшание изделия (прокрздшвание) в устройствах предварительной и двойной крутки, а также возможньш перенос витков кручения из участка А на участок В. В действительности важно, чтобы вьшолнялось приближенное равенство Wi л, sr.2 W2, а конкретное значение wi устанавливается уточненным расчетом или опьтгным путем в зависимости от конструкдии мапшны. Равенство кручений изделий на участках А и Б означает равенство длин свиваемых проволок на единице длины изделия, а следовательно и равенство соответствующих натяжений в проволоках. Это открывает возможность для широкого применения этого способа при изготовлении канатов с любой крутизной крутки, любых многослойных конструкций линейного касания и значительного увеличения производительности процесса свивки. Формула изобретения 1.Способ свивки каната двойной круткой лучка свиваемых элементов с последующей намоткой на барабан, отличающийся тем, что, с целью повьнпения качества канатов, пучок свиваемых элементов предварительно подвергают дополнительной закрутке в направлении крутки каната и частичной открутке. 2.Способ по п. 1,отличающийся тем, что величина дополнительной закрутки равна крутке готового каната. Источники информации, принятые во внимание при экспертизе: 1. Букщтейн М„А„ Производство и использование стальных канатов, Мо, 1973, с. 150.
/.,..
