Известс способ изготовления корковых литейных фррм путем нанесения на модель слоя спекаемого огнеупорного материала.
Однако по этому способу изготовляются только разъемные корковые формы с несложной конфигурацией. Кроме того, по существующей технологии отитья нарушается точность отливки, так как в процессе сборки формы происходит коробление полуформ и пх смещение при спаривании.
Описываемый способ изготовления форм не имеет указанных недостатков. Это достигается применением неразъемных корковых форм. Для получения последних модели отливаются из расплавленной селитры или других растворимых в воде солей, с последующим нанесением на подогретую модель смеси огнеупорного материала с термореактивной смолой.
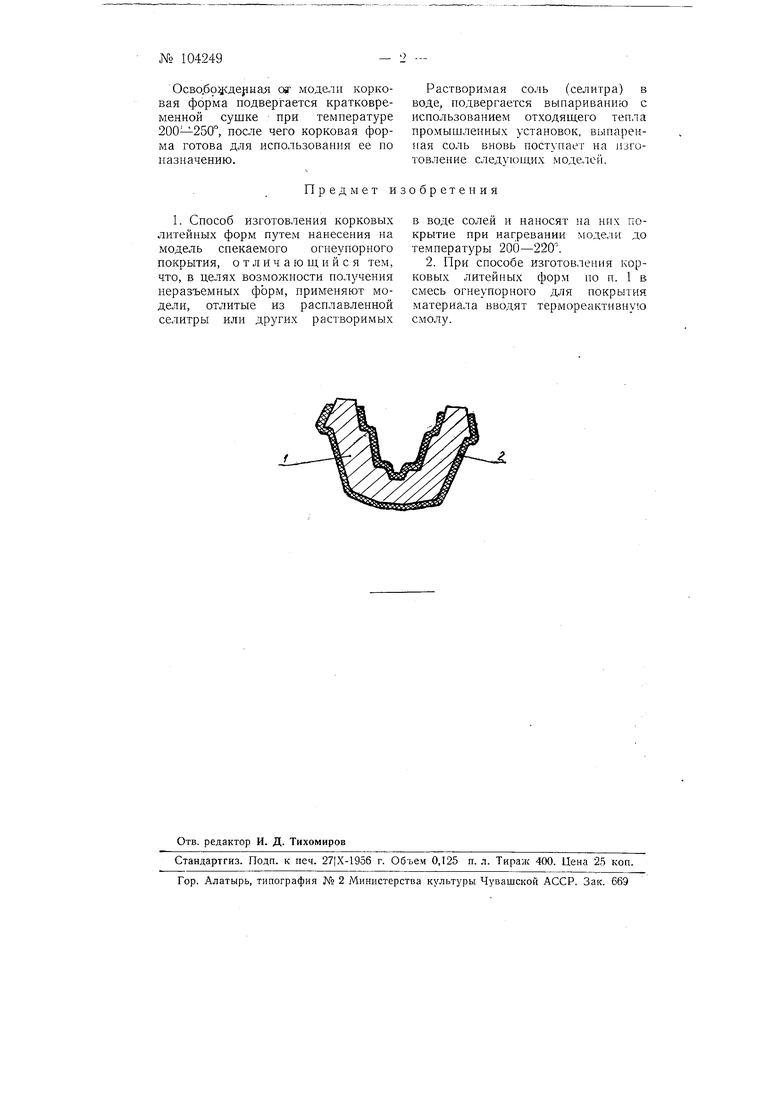
На схематичном чертел е изображена модель с корковой формой в разрезе.
Модель / изготвляется из соли, например калиевой или натриевой -с,елитры, путем заливки расплавленной селитры в металлическую форму 2. Причем селитра может быть
заменена какими-либо другими растворимыми в воде солями, но с температурой плавления не ниже 220-250 с тем, чтобы была возможность производить на модели спекание формы-корки без оплавления модели.
Соединение модели с литниковой системой или прибы.:1ью осуществляется спаивапием с помощью электроприбора.
Изготовленная модель из селитры подвергается подогреву до температуры 200-220. На подогретую модель папосится слой покрытия, состояи1,его из смеси огнеупорного материала с термореактивной смолой и .модель выдерживается в этой смеси 10-40 сек. в зависимости от конфигурации и размера модели для образования на ней спекщейся корки.
Носле коркообразования модел| вместе с формой-коркой помещается на 40-60 сек. в печь, нагретую до 350-400 для закалки покрытия. Далее модель с формой-коркой помещается в горячую воду с температурой 70-80 для удаления модели из корковой формы путем растворения моде.пи.
Осво.б921 де}1ная «г модели корковая форма подвергается кратковременной сушке при температуре 200-250, после чего корковая форма готова для использования ее по назначению.
Предмет изобретения
1. Способ изготовления корковых литейных форм путем нанесения на модель спекаемого огнеупорного покрытия, отличающийся тем, что, в целях возможности нолучения неразъемных форм, применяют модели, отлитые из расплавленной селитры или других растворимых
Растворимая соль (селитра) в воде, подвергается выпариванию с использованием отходящего тепла промышленных установок, выпаренная соль вновь поступает на изготовление следующих моделей.
в воде солей и наносят на них покрытие при нагревании модели до температуры 200-220.
2. При способе изготовления корковых литейных форм по п. 1 в смесь огнеупорного для покрытия материала вводят термореактнвную смолу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления неразъемных керамических литейных форм | 1959 |
|
SU129795A1 |
| Способ изготовления керамических форм и стержней | 1955 |
|
SU103383A1 |
| Модельный состав для изготовления выплавляемых моделей | 1958 |
|
SU121547A1 |
| Способ получения огнеупорной оболочковой формы с использованием солевых моделей | 2023 |
|
RU2818260C1 |
| Способ получения двухслойных литейных форм | 1980 |
|
SU944742A1 |
| Способ изготовления многослойных оболочковых литейных форм | 1982 |
|
SU1101317A1 |
| Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям | 1981 |
|
SU996064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ФОРМ и СТЕРЖНЕЙ | 1970 |
|
SU283517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| Способ получения двухслойных литейных форм | 1983 |
|
SU1156817A1 |
