N
to
00
00
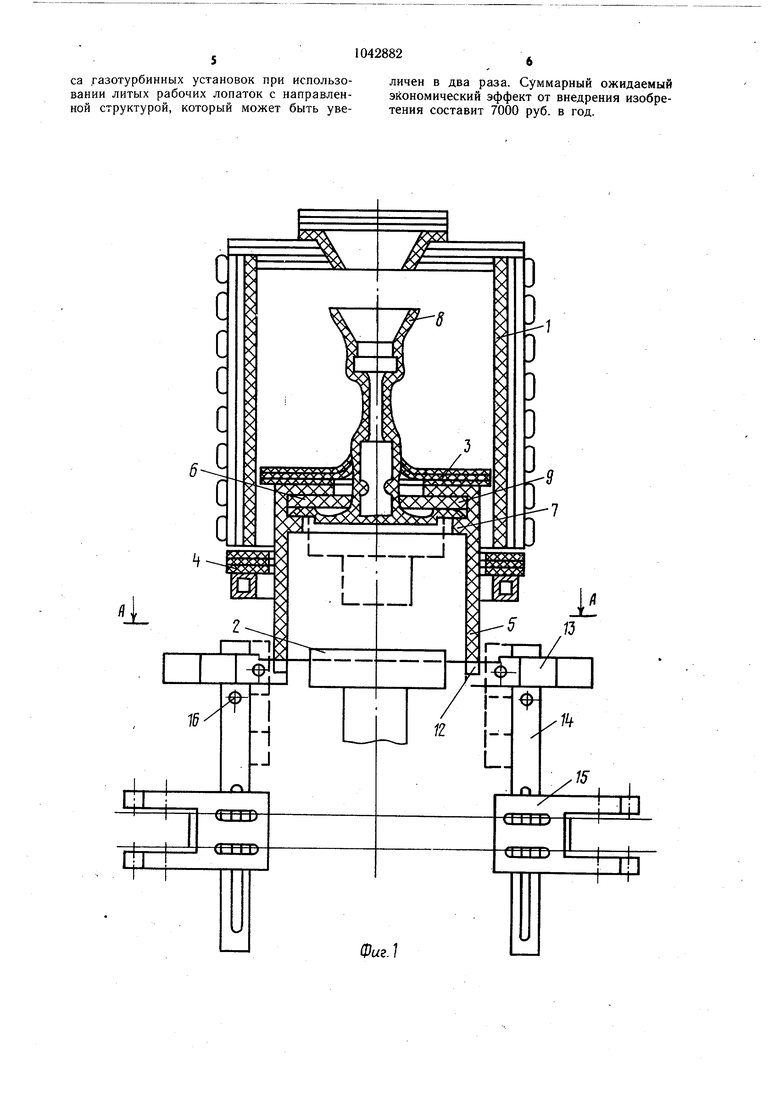
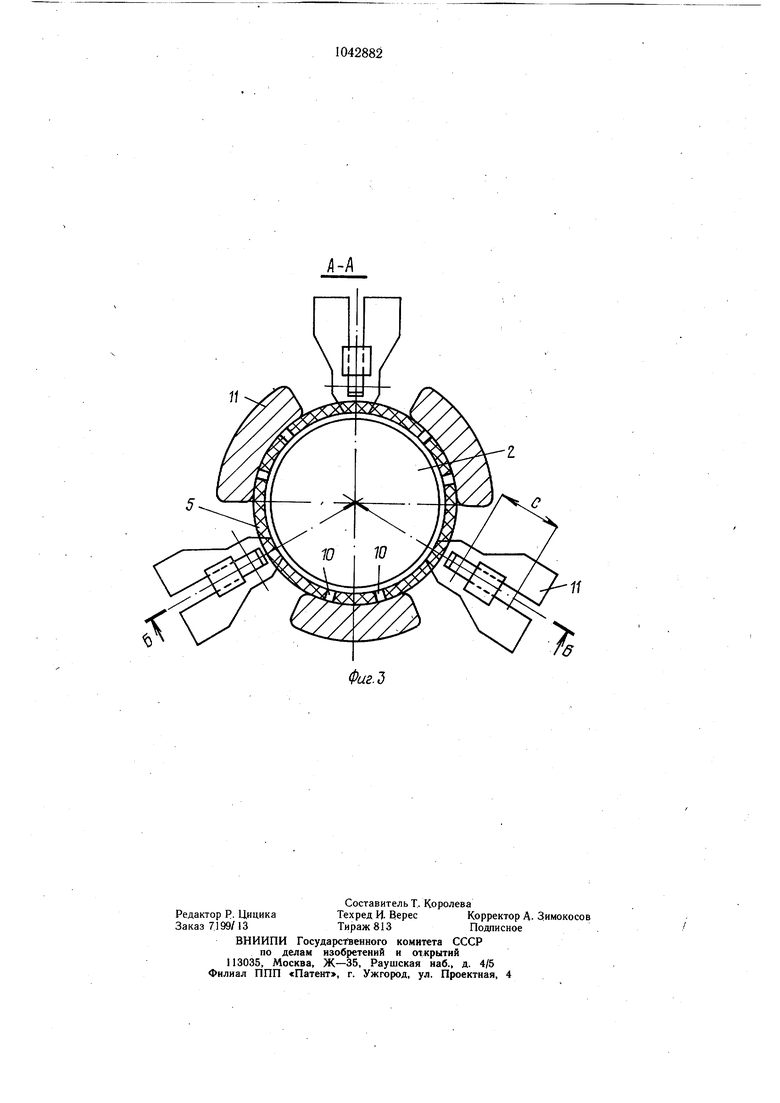
ю Изобретение относится к литейному производству, в частности к получению отливок с направленной структурой. Известно устройство для осуществления процесса направленной кристаллизации отливок, содержащее литейную форму, окруженную нагревательным устройством, подвижную охлаждаемую плиту, подставку из огнеупорного материала, средство фиксирования подставки относительно нагревательного устройства. Литейная форма устанавливается на подставку и фиксируется в нагревательном устройстве, где температуру формы поднимают выше температуры ликвидуса заливаемого сплава. После заливки металла в форму к ее основанию подводится охлаждаемая плита. Затвердевание металла происходит при извлечении форм из нагревательного устройства, при этом подставка освобождается от фиксации и тоже перемещается вниз 1. Недостаток устройства заключается в том, что конструкция подставки позволяет применять только литейные формы с дном, что уменьшает термическое переохлаждение при зарождении кристаллов на нижнем основании формы и препятствует получению направленной структуры со стабильной кристаллографической ориентацией зерен, обеспечивающей в большинстве случаев повышенные механические свойства материала отливок. Таким образом, отливйи, полученные в указанных литейных формах, имеют пониженные механические свойства, в частности недостаточную пластичность, длительную прочность, предел текучести б при20°С. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для направленной кристаллизации, содержащее литейную форму, окруженную нагревателем и установленную на имеющую возможность перемещения в вертикальном направлении цилиндрическую подставку из огнеупорного материала, внутри которой расположена с возможностью перемещения в том же направлении охлаждаемая плита, теплоизолирующий нижнюю часть литейной формы экран и стопорное кольцо для его фиксации. Экран выполнен многослойным и имеет теплоизолирующие и несущий слои. После нагрева формы выше температуры ликвидуса заливаемого сплава и заливки ее металлом начинается процесс затвердевания металла за счет извлечения охлаждаемой плиты с формой из горячей зоны нагревательного устройства со скоростью, равной скорости кристаллизации сплава. Теплоизоляционный экран, лежащий на основании литейной формы, ложится на кольцевой стопор и находится там в течение всего процесса кристаллизации, предотвращая излучение тепла из горячей зоны нагревательного устройства и, благодаря этому, при кристаллизации большая часть отливки, кроме ее нижней части, обеспечивается высокими продольными и низкими поперечными градиентами температур, что является необходимым для формирования направленной структуры 2. Недостатком известного устройства является то, что форма в процессе нагрева находится на охлаждаемой плите и перед заливкой сплава в нижней части формы имеются повышенные поперечные температурные градиенты, способствующие образованию дефектных структур в отливках и, следовательно, повышенному браку отливок, а также необходимость повышенного времени нагрева формы из-за теплоотдачи на границе форма - охлаждаемая плита. Цель изобретения - повышение эффективности процесса литья в литейной форме без дна. Указанная цель достигается тем, что в устройстве для литья направленной кристаллизацией, содержащем литейную форму, окруженную нагревателем и установленную на имеющую возможность перемещения в вертикальном направлении цилиндрическую подставку из огнеупорного материала, внутри которой расположена с возможностью перемещения в том же направлении охлаждаемай плита, теплоизолирующий нижнюкУ часть литейной формы экран и стопорное кольцо для его фиксации, во внутренней полости цилиндрической подставки выполнены два кольцевых выступа для размещения в пазу между ними литейной формы и теплоизолирующего экрана, а нижний торец теплоизолирующей подставки снабжен съемными грузами. На фиг. 1 представлено устройство при использовании литейной формы без дна, продольно-вертикальный разрез; на фиг. 2 - то же, при использовании литейной формы с дном; на фиг. 3 - разрез А-А на фиг. 1. Устройство содержит нагреватель 1, охлаждаемую плиту 2, имеющую возможность перемещения относительно нагревателя в вертикальном направлении, теплоизолирующий нижнюю часть литейной формы экран 3, выполненный многослойным, стопорное кольцо 4 для его фиксации, цилиндрическую подставку 5, выполненную из огнеупорного материала, имеющую возможность перемещения в вертикальном направлении относительно нагревателя и снабженную двумя кольцевыми выступами 6 и 7 для размещения в пазу между ними литейной формы 8 и теплоизолирующего экрана 9 из волокнистого материала. В нижней части боковой поверхности подставки 5 имеются отверстия пфдвески съемных грузов 11, предназначенных для предотвращения всплытия формы 8 при заливке ее металлом в случае использования формы без дна. В нижнем торце подставки 5 выполнены пазы 12, в которых установлены поворотные опоры 13. Центр тяжести опор13 смещен относительно оси поворота. Поворотные опоры 13 закреплены на стойках 14, имеющих возможность горизонтального и радиального перемещения относительно оси нагревателя, что дает возможность использовать подставки различного типоразмера для форм различной номенклатуры отливок. Стойки .14 закреплены в кронштейнах 15, .установленных на корпусе печи. Фиксация поворотных опор 13 в горизонтальном положении осуществляется стопорами 16.
Устройство работает следующим образом.Литейная форма 8 с установленным на ее основании теплоизолирующим экраном 9 через боковой паз ставится на нижний кольцевой выступ 7 подставки 5, которая устанавливается на охлаждаемую плиту 2 и подается в нагреватель 1 в положение нагрева; при этом литейная форма проходит через отверстие экрана 3, лежащего на стопорном кольце 4, при этом поворотные опоры 13 находятся в вертикальном положении. Нижний торец подставки должен быть поднят выще уровня поворотных опор 13. Экран 3 ложится на верхний выступ 6 подставки 5. Поворотные опоры 13 уста. навливаются в горизонтальноеположение и фиксируются стопорами 16. После этого охлаждаемая плита 2 с подставкой 5 опускается вниз. Подставка 5 пазами становится на поворотные опоры 13, прижимая их .к упорам стоек 14, а охлаждаемая плита 2 опускается до уровня поворотных опор 13. Стопоры 16 извлекаются из гнезд стоек 14. Производится нагрев формы 8 выще температуры ликвидуса заливаемого сплава, при этом теплоизоляционный экран 9 и экран 3 перекрывают горячую зону нагревательff&ro устройства, и температура у основания формы 8 повышается. Перед заливкой металла в форму 8 охлаждаемая плита вновь подводится к основанию-формы 8 и поднимает ее вверх вместе с подставкой 5. Подставка 5, снабженная грузами 11 (фиг. 3), собственным весом прижимает основание литейной формы 8 к охлаждаемой плите 2, исключая возможность всплытия формы без дна при заливке ее металлом (фиг. 1). .
Надежность равномерного контакта основания литейной формы и охлаждаемой плиты обеспечивается за счет деформации теплоизоляционного экрана 9.
Освободившись от действия веса подставки 5 и литейной формы 8, поворотное опоры 13 разворачиваются в вертикальное положение за счет того, что центр тяжертй опор 13 смещен относительно оси закрепления (фиг. 3)...;
Металл заливается в форму, после чего форма вместе с охлаждаемой плитой извлекается из горячей зоны нагревательного устройства.
В этот период за счет непрерывного торцового теплоотвода в системе металл - охлаждаемая плита и бокЪвого теплоотвода через стенки формы осуществляется процесс направленной кристаллизации отливок.
Устройство для направленной кристаллизации отливок позволяет производить нагрев формы при отведенной охлаждаемой плите.
В зависимости от типа отливок и необходимых механических свойств материала отливок устройство позволя(ет производитькристаллизацию в открытых формах - без дна (фиг. 1), а также в закрыт-ых фо})мах - с дном (фиг. 2), что существенно расширяет технологические возможности уст ройства.
Таким образом, изобретение позволяет обеспечить при нагреве формы с дном и без дна температурные условия, при которых после заливки металла в форму по всей высоте отливки, включая ее нижнюю часть, .возникают высокие продольные и низкие поперечные градиенты температур, что обеспечивает получение направленной структуры по всей высоте отливки. При этом применение форм бей дна обеспечивает получение отливок со стабильной кристаллогра-, фической ориентацией зерен. Кроме того, отсутствие контакта основания формы с охлаждаемой плитой уменьшает теплопотери
при нагреве формы и позволяет сократить время нагрева до заданных температур (выше температуры ликвидуса) и расход электроэнергии.
Преимущества при использ.овании изобретения позволяют снизить брак отливок
по структуре с 20% до 3%, повысить производительность процесса получения отливок на 150/0.
Уменьшение брака отливок по структуре создает экономию за счет уменьшения количества плавок, необходимых для обеспечения программы, в том числе за счет снижения трудоемкости изготовления литейны)( форм и цикла литья, расхода модельных и керамических материалов для изготовления литейных форм, расхода исходного сплава,
расхода электроэнергии при изготовлении литейных форм и осуществлении процессов литья, расхода .чистой охлаждающей воды на плавильной установке при проведении процесса .
Повыщение производительности процесса литья отливок происходит за счет уменьщения времени нагрева формы на 15%, и экономия создается за счет уменьщения расхода электроэнергии при нагреве формы, трудоемкостицикла процесса кристаллизации отливок, расхода чистой охлаждающей
воды на плавильной установке.
Положительный эффект от изобретения заключается также в увеличении моторесурса газотурбинных установок при использовании литых рабочих лопаток с направленной структурой, который может быть увеличен в два раза. Суммарный ожидаемый экономический эффект от внедрения изобретения составит 7000 руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211746C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| Камера для литья в оболочковые формы, литейная печь и способ монокристаллического, мелкокристаллического и некристаллического литья | 2020 |
|
RU2746111C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2155651C1 |

УСТРОЙСТВО ДЛЯ ЛИТЬЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ, содержащее литейную форму, окруженную нагревателем и установленную на имеющую возможность перемещения в вертикальном направлении цилиндрическую подставку из огнеупорного материала, внутри которой расположена с возможностью перемещения в том же направлении охлаждаемая плита, теплоизолирующий нижнюю часть литейной формы экран и стопорное кольцо для его фиксации, отличающееся тем, что, с целью повышения эффективности процесса литья в л итейной форме без дна, во внутренней полости цилиндрической подставки выполнены два кольцевых выступа для размещения в пазу между ними литейной формы и теплоизолирующего экрана, а нижний торец цилиндрической подставки снабжен съемными грузами.
Фиг.1
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| КУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 0 |
|
SU246791A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
