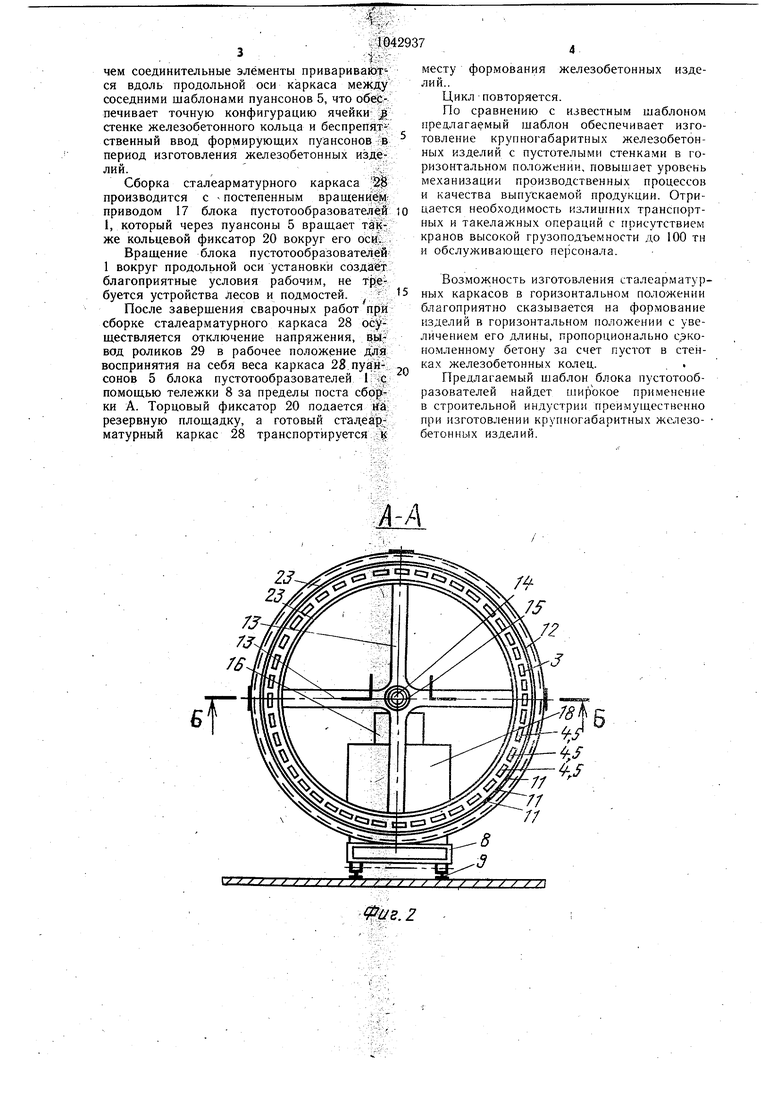
Изобретение относится к строительной индустрии, нреимущественно к производству арматурных каркасов для, крупногабаритных железобетонных изделий. Известен кондуктор для сборки и сварки пространственных каркасов, содержащий смонтированные на раме стойки с двумя планшайбами, снабженными четырьмя парами радиальных направляющих и фиксаторами каркаса 1. Однако данный кондуктор не имеет рещения по изготовлению арматурнь1х каркасов для крупногабаритных железобетонных колец с пустотелыми стенками. Наиболее близким к изобретению техническим решением является шаблон блока пустотообразователя, содержащий пуансоны, тележку с приводом, раму, направляющие и фиксирующие приспособления (2. Однако несмотря на свои большие технические возможности в части увеличения размеров и изменения конфигурации пространственного каркаса, изготавливаемого в горизонтальном положении, известный щаблон также не способен изготовить крупногабаритные арматурные каркасы колец. Целью изобретения является обеспечение удобства в работе и качества изготовления арматурных каркасов для крупногабаритнь х, тяжеловесных колец с пустотелыми стенками.. Цель достигается тем, что в шаблоне блока пустотообразователей, содержащем пуансоны, тележку с приводом, раму, направляющие и фиксирующие приспособления, тележка оснащена П-образными обоймами с монтированными внутри них кольцевыми планшайбами, установленными параллельно друг другу, а пуансоны выполнены решетчатой конструкции постоямного поперечного сечения и снабжены приводом вращения, при этом каждый из пуансонов жестко закреплен одним концом в планшайбах, а другой конец его снабжен центрирующим конусом. На фиг. 1 изображен шаблон блока пустотообразователей, вид сбоку; На фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на. фиг. 2. Шаблон содержит блок пустотообразователей 1, состоящий из параллельно соединенных между собой жесткостями 2 кольцевых планшайб 3 с отверстиями 4 для пуансонов 5, выполненных из продольных 6 и пространственных 7 элементов жесткости, и смонтированный на самоходной тележке 8, установленной в направляющих 9. Планшайбы 3 своей образующей поверхностью 10 сопрягаются с внутренней сколь, зящей плоскостью или роликами 11 П-образной обоймы 12, закрепленной к тележке 8 фиксирующими приспособлениями, а вся. конструкция блока пустотообразователей 1 размещена консольно через пространственные несущие элементы 13 на несущем валу Г4, размещенном в скользящих подшипниках 15 опоры 16 и соединенном с приводом 17 вращения, который закреплен на противовесе 18 тележки 8. Для обеспечения устойчивости системы, на удлинении торцовой части 19 пуансонов 5 размещен торцовый фиксатор 20, закрепленный фиксирующими зажимами 21 и снабженный откидной стойкой 22 для обеспечения горизонтальности системы.. На внутренних плоскостях, в сторону изготавливаемого- изделия, торцового фиксатора 20 и планщайбы 3, установлены конусные кольцевые фиксаторы 23 для центрирования металлической облицовки 24 и арматурного каркаса 25. Пуансоны 5 наодном своем конце имеют конус 26, а другим жестко соединены с планшайбами 3 блока пустотообразователей 1. Откидная стойка 22 соединена с валом 14 через пустотелую втулку 27. Пост сборки А сталеарматурных каркасов 28 снабжен регулируемыми на высоте роликами 29 для передвижения каркасов по потоку и вывода изделий на проектную вы-, соту на период сборки, причем ролики имеют возможность частичного поворота в вертикальной плоскости и работать по груплам. Работа шаблона блока пустотообразователей осуществляется следующим образом. На пост сборки А сталеар.матурного каркаса 28 подается арматурный каркас 25 и металлическая облицовка 24, устанавливаемые в проектное положение регулируемыми по высоте роликами 29, одна группа которых для арматурного каркаса 25 имеет нижнее положение, а другая для металлической облицовки 24 занимает верхнее положение, затем самоходная тележка 8 по направляющим 9 вводит пуансоны 5 блока пустотообразователей 1 в пространство между арматурным каркасом 25 и металлической облицовкой 24, а на удлинение торцовой части 19 пуансона 5 с помощью фиксирующих зажимов 21 закрепляется торцовый фиксатор 20 и фиксируется горизонтальное положение блока пустотообразрвателей при помощи откидной стойки- 22, при этом металлическая облицовка 24 и внешний арматурный каркас 25 центрируются относительно продольной оси установки конусными фиксирующими кольцами 23 торцового фикcatopa 20 и внутренней планшайбы 3, освобождаясь от поддерживающих их роли-, ков 29. В данном состоянии шаблон готов к работе. Сборка пространственного сталеарматурного каркаса 28 осуществляется путем электродуговой приварки соединительных элементов одним концом к арматурному каркасу 25, другим к металлической облицовке 24, создавая пространственную жесткость всей конструкции каркаса. . iчем соединительные элементы привариваются вдоль продольной оси каркаса между соседними шаблонами пуансонов 5, что обеспечивает точную конфигурацию ячейки f стенке железобетонного кольца и беспрепятственный ввод формирующих пуансонов в период изготовления железобетонных изделий. Сборка сталеарматурного каркаса 2$ производится с постепенным вращениемприводом 17 блока пустотообразователей 1, который через пуансоны 5 вращает также кольцевой фиксатор 20 вокруг его оси. Вращение блока пустотообразователей 1 вокруг продольной оси установки создаёт благоприятные условия рабочим, не требуется устройства лесов и подмостей. После завершения сварочных работ при сборке сталеарматурного каркаса 28 осуществляется отключение напряжения, вывод роликов 29 в рабочее положение для воспринятия на себя веса каркаса 28.пуаНсоноБ 5 блока пустотообразователей 1 iC помощью тележки 8 за пределы поста сборки А. Торцовый фиксатор 20 подается иа резервную площадку, а готовый стадеарматурный каркас 28 транспортируется li 104 7 месту формования железобетонных изделий.. Цикл повторяется. По сравнению с известным шаблоном предлагаемый шаблон обеспечивает изготовление крупногабаритных железобетонных изделий с пустотелыми стенками в горизонтальном положении, повышает уровень механизации производственных процессов и качества выпускаемой продукции. Отрицается необходимость излишних транспортных и такелажных операции с присутствием кранов высокой грузоподъемности до 100 тн и обслуживающего персонала. Возможность изготовления сталеарматурных каркасов в горизонтальном положении благоприятно сказывается на формование изделий в горизонтальном положении с увеличением его длины, пропорционально сэкономленному бетону за счет пустот в стен - железобетонных колец. Предлагаемый шаблон блока пустотообразователеи найдет илирокое применение в строительной индустрии преимущественно при изготовлении крупногабаритных железобетонных изделий.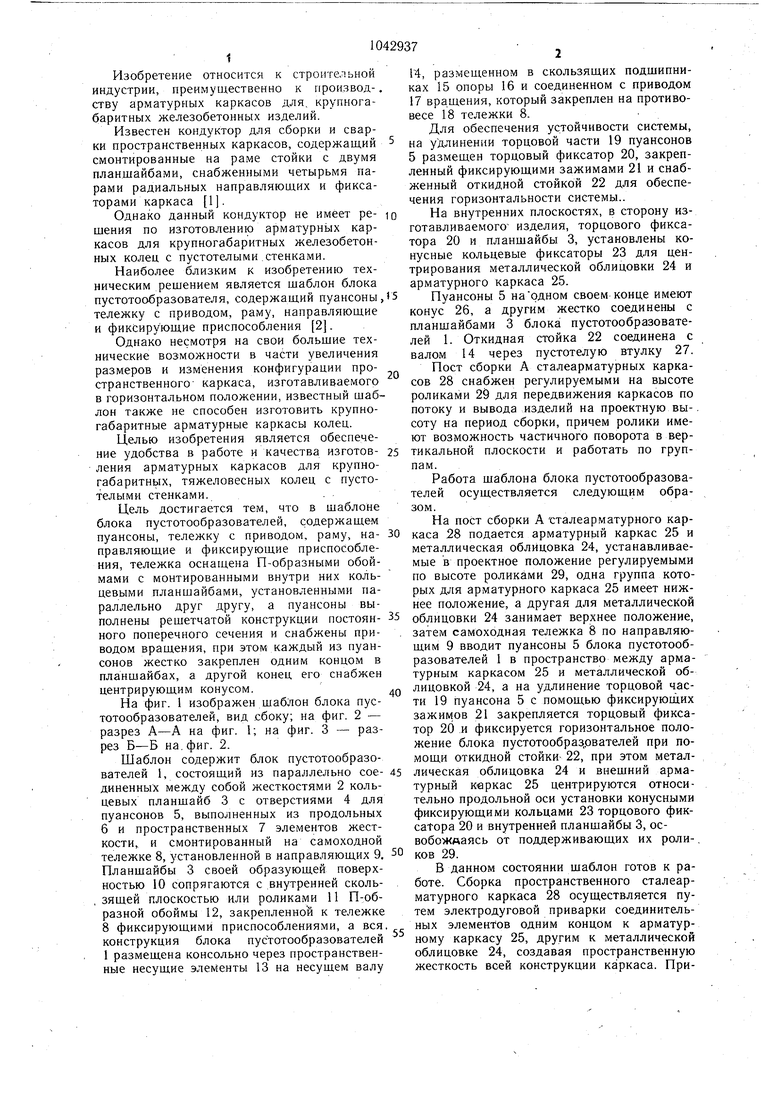
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления арматурных каркасов | 1982 |
|
SU1046450A1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
| Многопустотный бетонный блок | 2022 |
|
RU2784670C1 |
| Многопустотный бетонный блок | 2022 |
|
RU2790371C1 |
| Способ сборки пространственных арматурных каркасов | 1989 |
|
SU1620567A1 |
| Устройство для сборки арматурных каркасов | 1977 |
|
SU619617A1 |
| Конструкция монолитного пустотелого железобетонного перекрытия для строительства и реконструкции объектов | 2023 |
|
RU2824747C1 |
| ТЕРМОБЛОК, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2157875C2 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
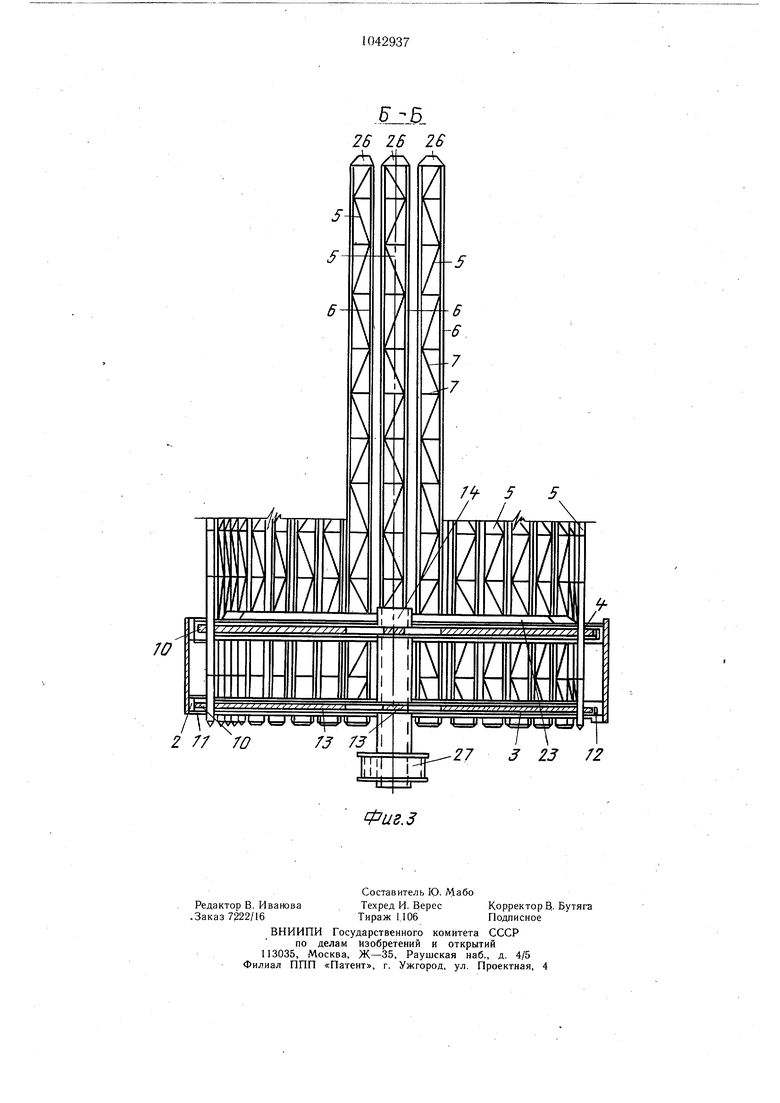
ШАБЛОН БЛОКА ПУСТОТООБ РАЗРВАТЕЛЕЙ, содержащий пуансоны, тележку с приводом, раму, направляющие и --УН 125 29 23 s5 фиксирующие приспособления, отличающийся тем, что, с целью обеспечения удобства в работе и качества изготовления арматурных каркасов- для крупногабаритных, тяжеловесных колец с пустотелыми стенками, тележка оснащена П-образными обоймами с монтированными внутри них кольцевыми планшайбами, установленными параллельно один другому, а пуансоны выполнены решетчатой конструкции постоянного поперечного сечения и снабжены приводом вращения, при этом каждый из пуансонов жестко закреплен одним концом в планшайбах, а другой конец его снабжен центрирующим конусом. Фаг. 7
:1-д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кондуктор для сборки и сварки изделий | 1974 |
|
SU556920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кондуктор для изготовления объемных арматурных каркасов | 1974 |
|
SU690150A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
