0ug1
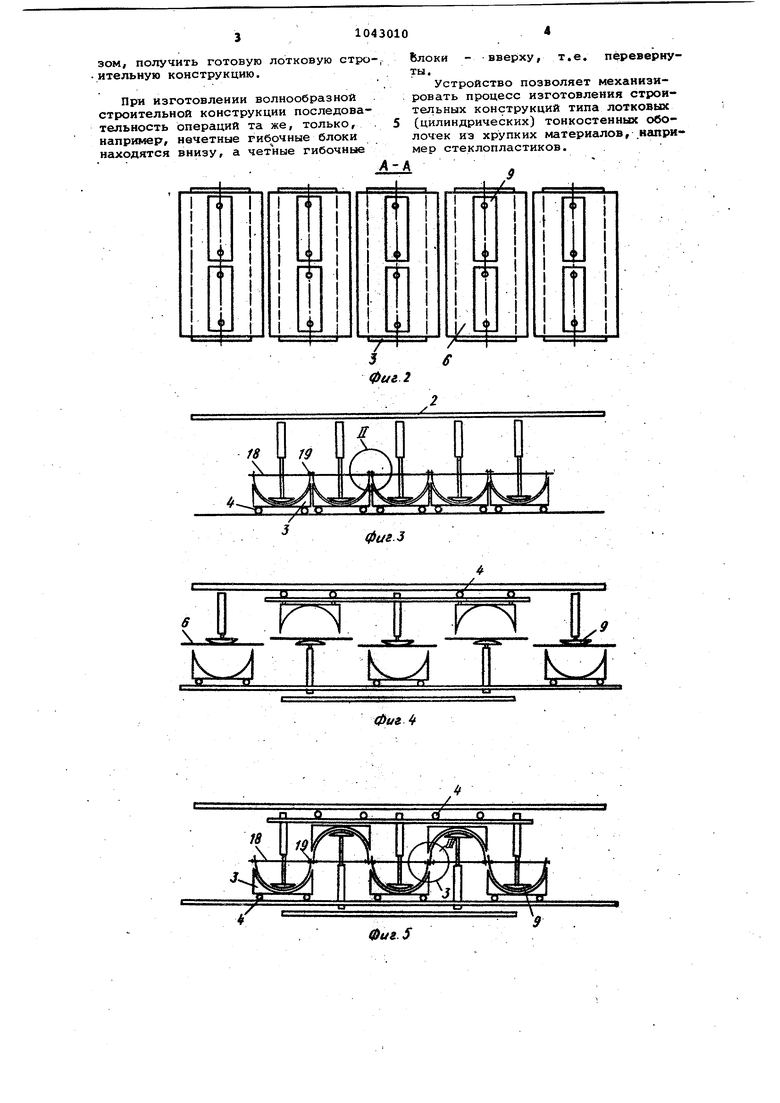
со г-х Изобретение относится к строительству и может быть использовано при изготовлении тонкостенных лотковых (цилиндрических) оболочек Известны устройства, в том числе штампы, для формовки из заготовок, преимущественно стальных, кру ногабаритных изделий с постоянной продольной кривизной . Но формование изделия на них происходит по м ре прохождения заготовки через шта и только.в области пластических де формаций материала. Наиболее близким к изобретению является устройство, содержащее фо мующий пуансон и разъемную матрицу .в виде двух установленных опор ll Однако известное устройство поз .воляет формование и.зделий только в области пластических деформаций материала. Устройство не обеспечивает формование изделия типа тонкостенной оболочки из листового ма териала, например стеклопластика, области его упругих деформаций и изготовление конструкций из этих оболочек. Целью изобретения является расш рение технологических возможностей устройства. Поставленная цель достигается тем, что в устройстве для изготовления строительных конструкций из листовоАз материала, преимуществен но стеклопластика, включаиощем матр цу и пуансон, матрица выполнена в виде отдельных подвижных гибочных блоков на колесном ходу, а пуансон снабжен рабочими органами с пневмо присос ьми для фиксации листового материала. На фиг. 1 изображено устройство в начальной гибки тонкостенных оболочек, вид сбоку/ на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 устройство в конечной стадии гибки тонкостенных оболочек и сборки лотковой строительной конструкции, вид сбоку; на фиг. 4 - то же, в начальной стадии гибки тонкостейних оболочек для волнообразной конструкции; на фиг. 5 - то же, в конечной стадии гибки тонкостенных оболочек и сборки волнообразной строительной конструкции, вид сбоку; на фиг. б - вид гибочного блока; на фиг. 7 образец изготовленной лотковой строительной конструкции из тонкостенных U-образных оболочек; на фиг. 8 - образец изготовленной волнообразной строительной конструкции (на левой части с перекрытым стыком, на правой - с неперекрытьа } ; на фиг. 9 - узел 1 на фиг. 1; на фиг. 10 - узел II на фиг. 3; на фиг. 11 - узел III на фиг . 5, . Устройство включает матрицу 1 и пуансоны 2. Каждая матрица 1 состо-гит из изгибочного блока 3, который имеет колеса 4, опорные ролики 5 для листовой заготовки 6, форму 7, соответствующую криволинейному очертанию тонкостенной оболочки 8. Пуансон 2 состоит из рабочего органа 9, балки 10, катков 11, тяги 12, пневмоцилиндра 13, гибких воздуховодов 14, пульта 15 управления, магистрального воздуховода 16. Рабочий орган 9 пуансона 2 снабжен пневмоприсосом 17. Оболочки 8 содержат стяжные стержни 18. и крепежные детали 19. В устройстве для изготовления волнообразной строительной конструкции гибочные блоки расположены эквидискантно участкаш конструкции, например, нечетные гибочные блоки размещены внизу, а четные б.поки - вверху. Устройство работает следукяцим образом. Гибочные блоки 3 матрицы 1 устанавливают на таком расстоянии друг от друга, чтобы кромки листовых заготовок б, уложенных на ролики 5, не перекрывали друг друга (не накладывались друг на друга). Рабочие органы 9 пуансона 2 отведены в верхнее положение так, чтобы не меиать укладке листовой заготовки 6. Рабочий орган 9 приводится в движение пневмоцилиндром 13, который при помощи катков 11 может передвигаться по балке 10. Сжатый воздух в пневмоцилиндре поступает по гибким воздуховодам 14 от пульта 15 управления, регулирующего поступление воздуха из магистрального воздуховода 16. Пневмоцилиндр 13 при помощи тяги 12 перемещается по балке 10 синхронно с соответствующим гибочным блоком 3. Рабочий орган 9 опускают до соприкасания с листовой заготовкой 6, которая затем фиксируется при помощи пневмоприсоса 17. Ходом рабочего органа 9 листовую заготовку 6 изгибают в пределах упругой деформа-. ции и придают ей в форме 7 криволинейное очертание оболочки 8. Ее , кромки принимают вертикальное или наклонное положение. После этого гибочные блоки 3 на олесах 4 сближаются друг с другом ак, что кромки соприкасаются, покольку длина листа превышает соотетствующую длину дуги формообразуюей поверхности форкы 7, и.кромки озвышаются над гибочными блоками . Соседние кромки скрепляют между обой крепежными, деталями 19 и стяжыми стержнями 18, которые дают озможность сохранять оболочке при бретенное очертание и, таким образом, получить готовую лотковую стро .ительную конструкцию. При изготовлении волнообразной строительной конструкции последовательность операций та же, только, например, нечетные гибочные блоки находятся внизу, а четные гибочные блоки - вверху, т.е. п ревернуты. Устройство позволяет механизировать процесс изготовления строительных конструкций типа лотковых (цилиндрических) тонкостенных оболочек из хрупких материалов, .например стеклопластиков.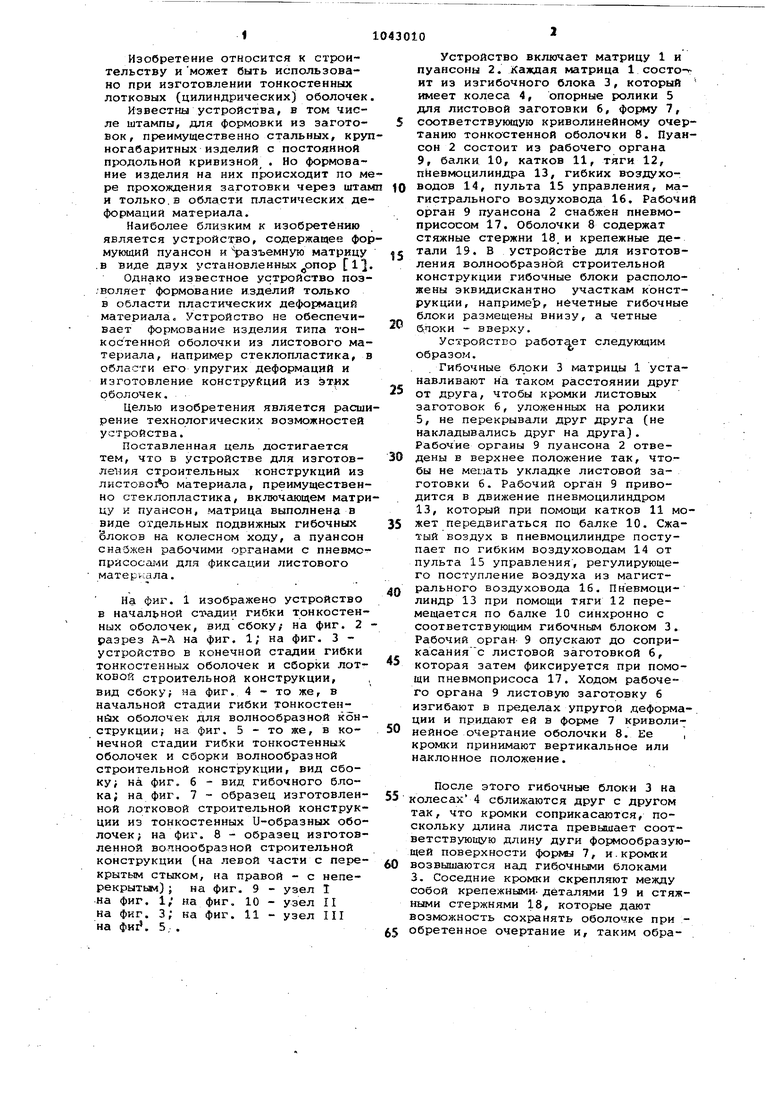
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ С КРИВОЛИНЕЙНЫМИ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 2008 |
|
RU2398646C2 |
| Гибочное устройство для изготовле-Ния дЕТАлЕй ТипА ХОМуТОВ | 1979 |
|
SU846005A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2522973C1 |
| Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника | 2020 |
|
RU2739057C1 |
| ДЛИННОМЕРНАЯ ПУСТОТЕЛАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2211899C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |


УСТРОЙСТЮ Д)М ИЗГОТОВЛШния строитЕльньк КОНСТРУКЦИЙ из листового МАТЕРИАЛА, преимущественно стеклопластика, включа1цее матрицу и пуансон, о.тличающе ес я тем, что, с целью расширения технологических возможностей, матрица выполнена в виде отдельных подвижных гибочных блоков на колесном ходу, а пуансон снабжен рабочими органами с пневмоприсосами для фиксации листового матери;ала.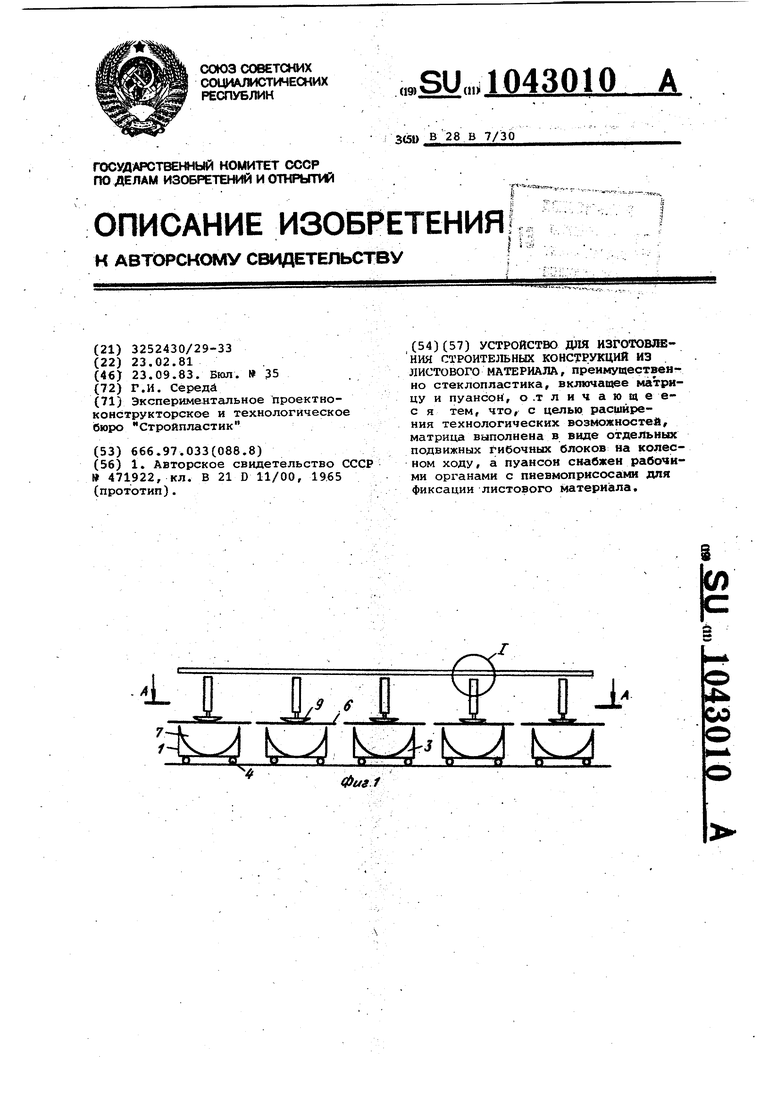
фиг 2
фиг Л
9
Фиъ 5
1В
Фиг 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формования по участкам крупногабаритных панелей | 1974 |
|
SU471922A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
