Изобретение относится к обработке металлов давлением, в частности к способам изготовления П-образных изделий, например передней панели двери домашнего холодильника, имеющего на боковых поверхностях передней панели двери пазы под встроенные ручки.
Известен способ изготовления из листовой заготовки П-образной детали штамповкой из листа, например передней панели двери домашнего холодильника, включающий подачу заготовки в установку на позицию вырубки по нижней плите между направляющими до упоров, вырубку вырезов у обоих торцов листовой заготовки вырубными пуансонами, установленными на верхней плите, ее гибку в П-образную деталь посредством гибочных пуансонов, установленных на верхней плите установки (см. патент 2686754, МПК B21D 28/00, опубликовано 30.04.2019 г.) - прототип.
Недостатками известного являются ограниченные технологические возможности из-за невозможности изготавливать пазы под встроенные ручки передней панели двери домашнего холодильника, боковые стороны которой С-образного профиля, а также невозможность подгибки середины торцов и торцов с загнутыми внутрь кромками по боковым сторонам.
Технический результат изобретения направлен на расширение технологических возможностей установки.
Технический результат обеспечивается тем, что способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника, включающий подачу листовой заготовки в установку на позицию вырубки по нижней плите между направляющими до упора, вырубку вырезов у обоих торцов листовой заготовки посредством вырубных пуансонов, установленных на верхней плите установки, перемещение полуфабриката на позиции гибки с образованием П-образной формы боковых сторон полуфабриката посредством гибочных пуансонов, установленных на верхней плите установки, в отличие от прототипа, на позиции вырубки вырезов производят пуансонами вырубку пазов под встроенные ручки передней панели двери домашнего холодильника, а после образования П-образной формы боковых сторон на следующей позиции боковые стороны полуфабриката гибочными пуансонами, прижимами и матрицами преобразуют в С-образный профиль, после чего осуществляют отбортовку пазов под встроенные ручки с использованием раздвижных матриц, прижимов и пуансонов установленных на нижней плите и окончательную обработку полуфабриката производят на позиции гибки середины обоих торцов пуансонами в пазах матрицы и позиции гибки краев обоих торцов производят пуансонами с использованием раздвижных матриц с пазами, спрофилированными по форме готового изделия.
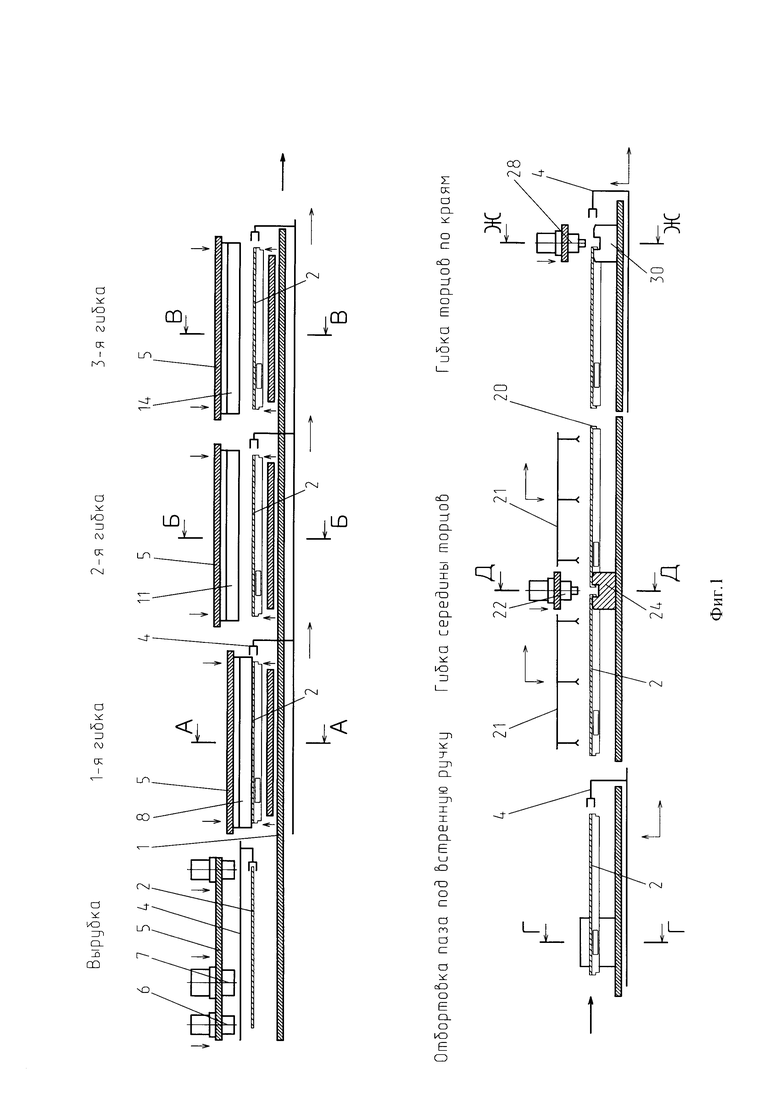
На фиг. 1 изображена установка для изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника для осуществления способа;
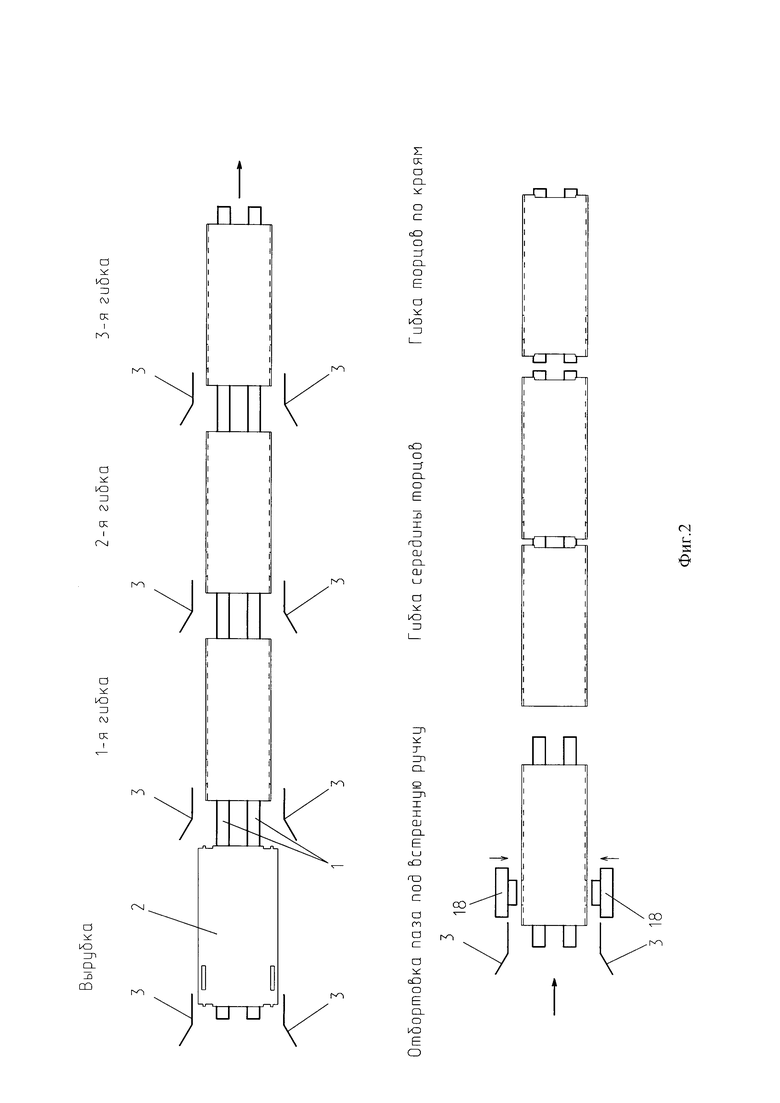
на фиг. 2 - то же, вид в плане, без верхней плиты;
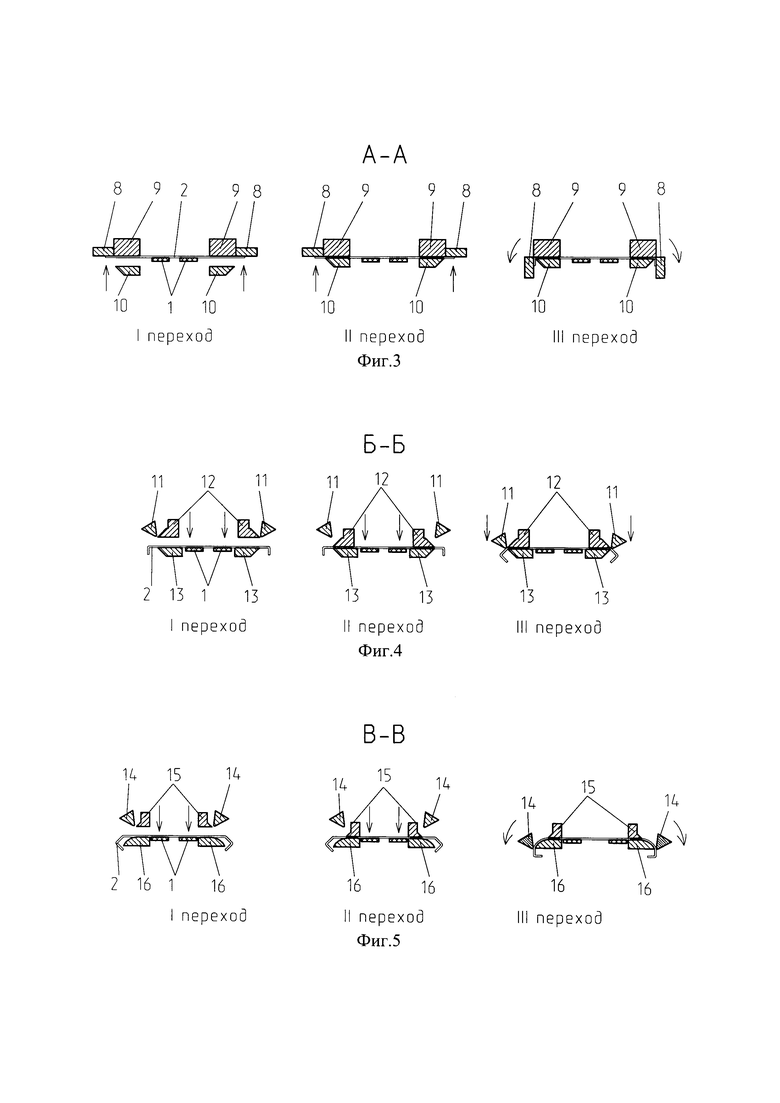
на фиг. 3 - тоже, сечение А-А, на фиг. 1 - переходы 1-й гибки полуфабриката;
на фиг. 4 - тоже, сечение Б-Б, на фиг. 1 -переходы 2-й гибки полуфабриката;
на фиг. 5 - тоже, сечение В-В, на фиг. 1 - переходы 3-й гибки полуфабриката;
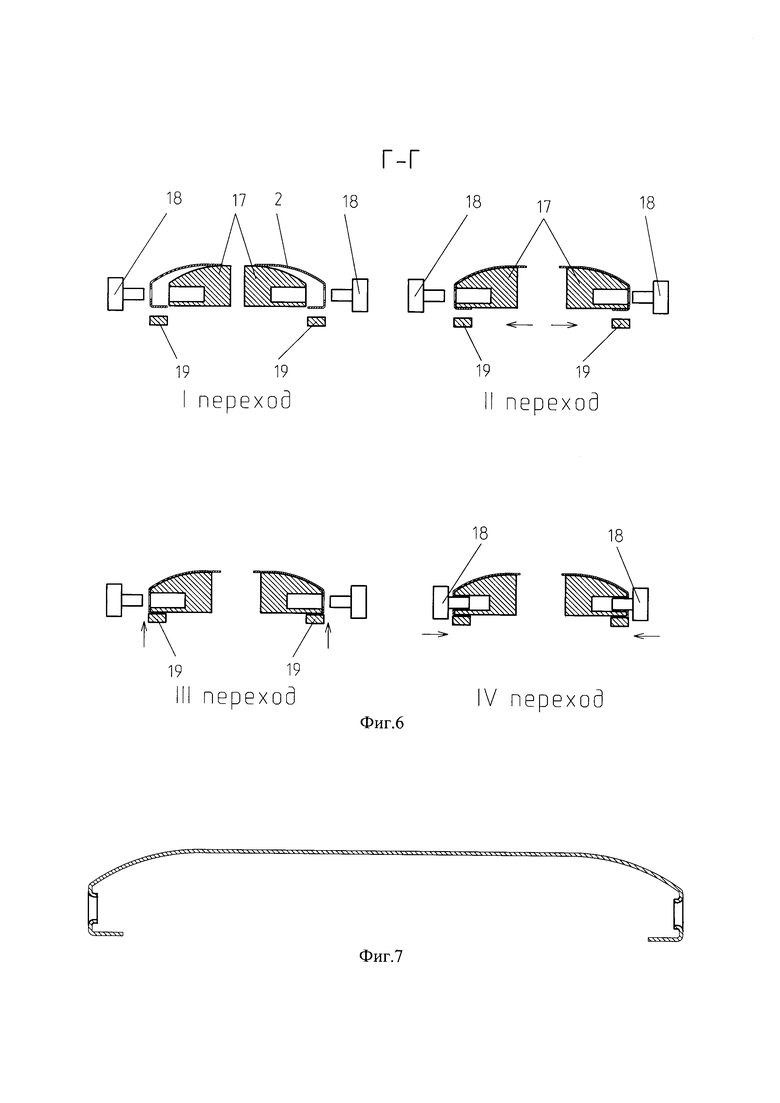
на фиг. 6 - тоже, сечение Г-Г, на фиг. 1 - переходы отбортовки паза под встроенные ручки;
на фиг. 7 - изображен полуфабрикат по разрезу Г-Г после отбортовки пазов под встроенные ручки;
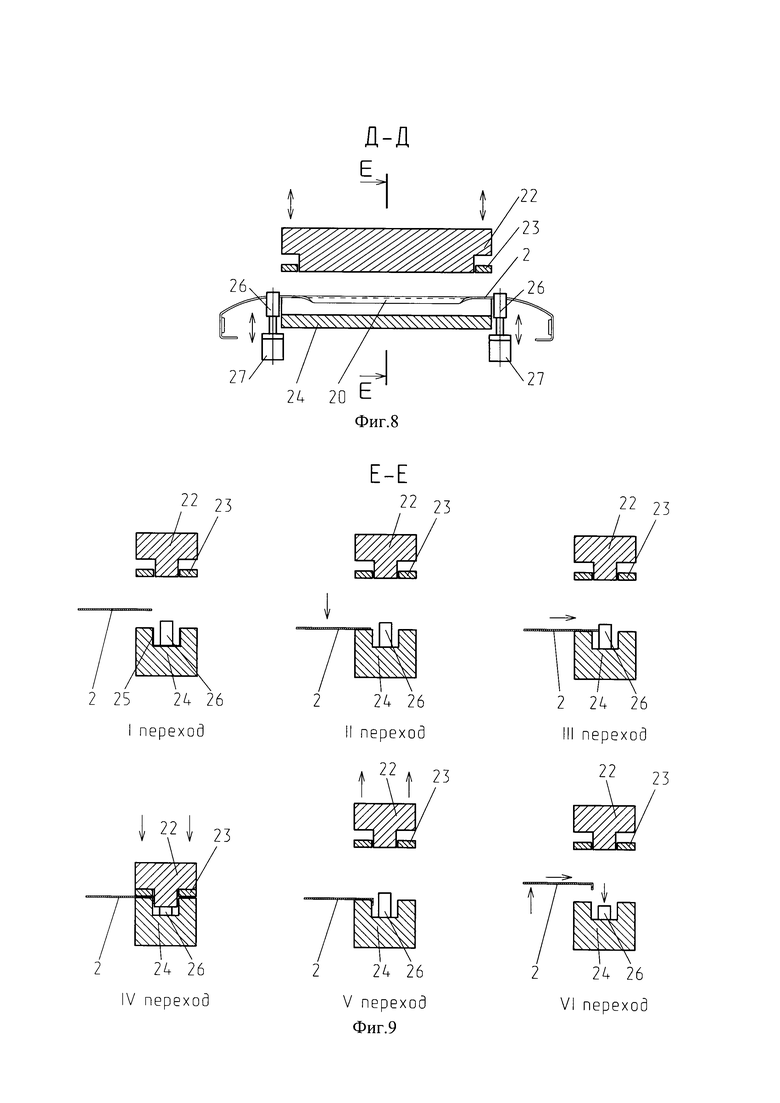
на фиг. 8 - изображен разрез Д-Д, на фиг. 1 - разрез узла гибки середины торцев полуфабриката;
на фиг. 9 - то же, сечение Е-Е, на фиг. 8 - переходы подгибки середины обоих торцов полуфабриката;
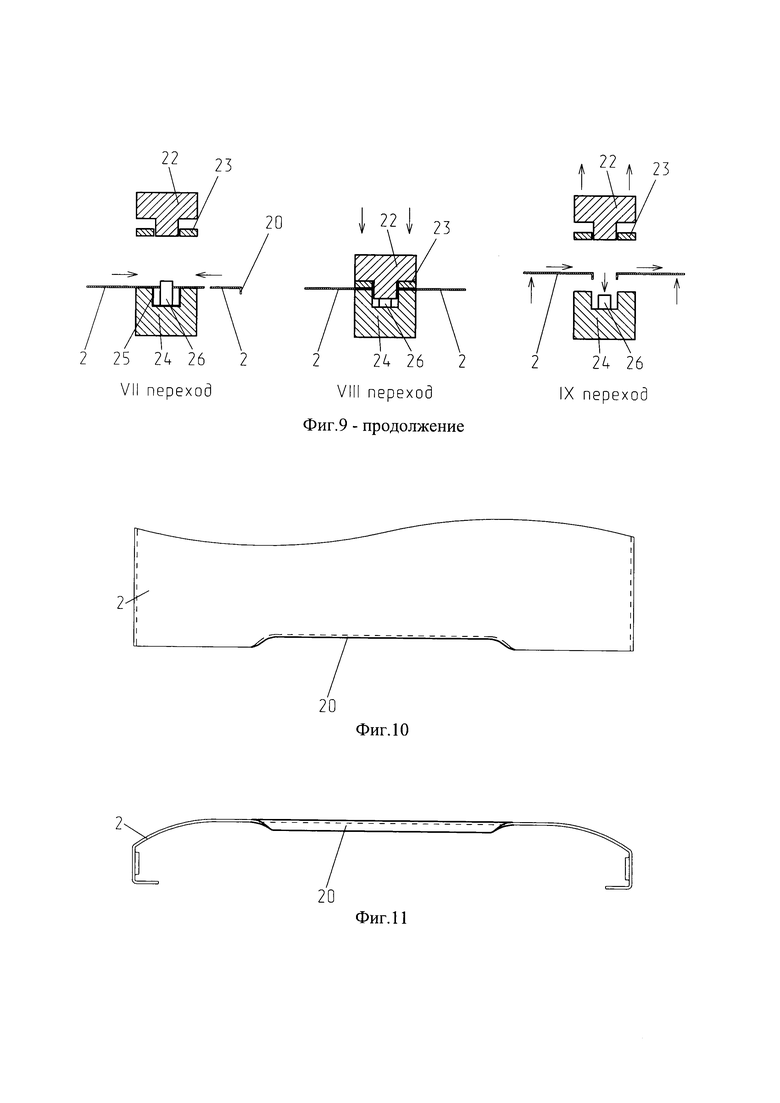
на фиг. 10 - изображен полуфабрикат после гибки середины торцев, вид сверху;
на фиг. 11 - то же, вид торцовой поверхности полуфабриката;
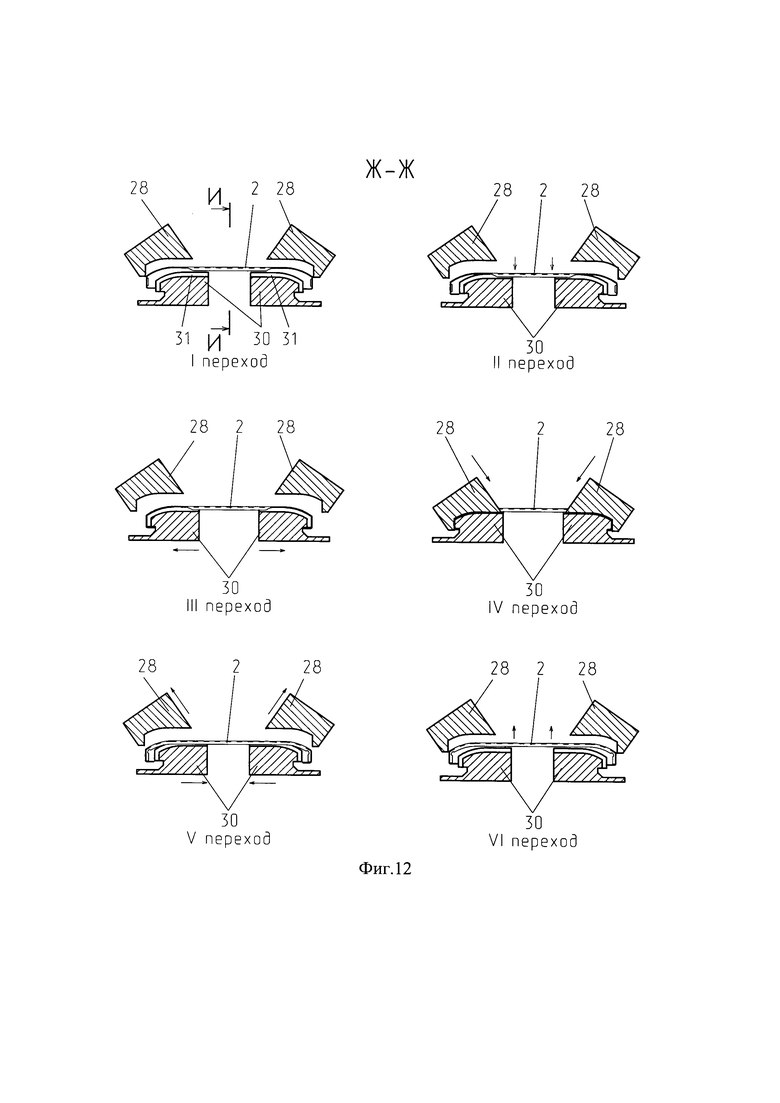
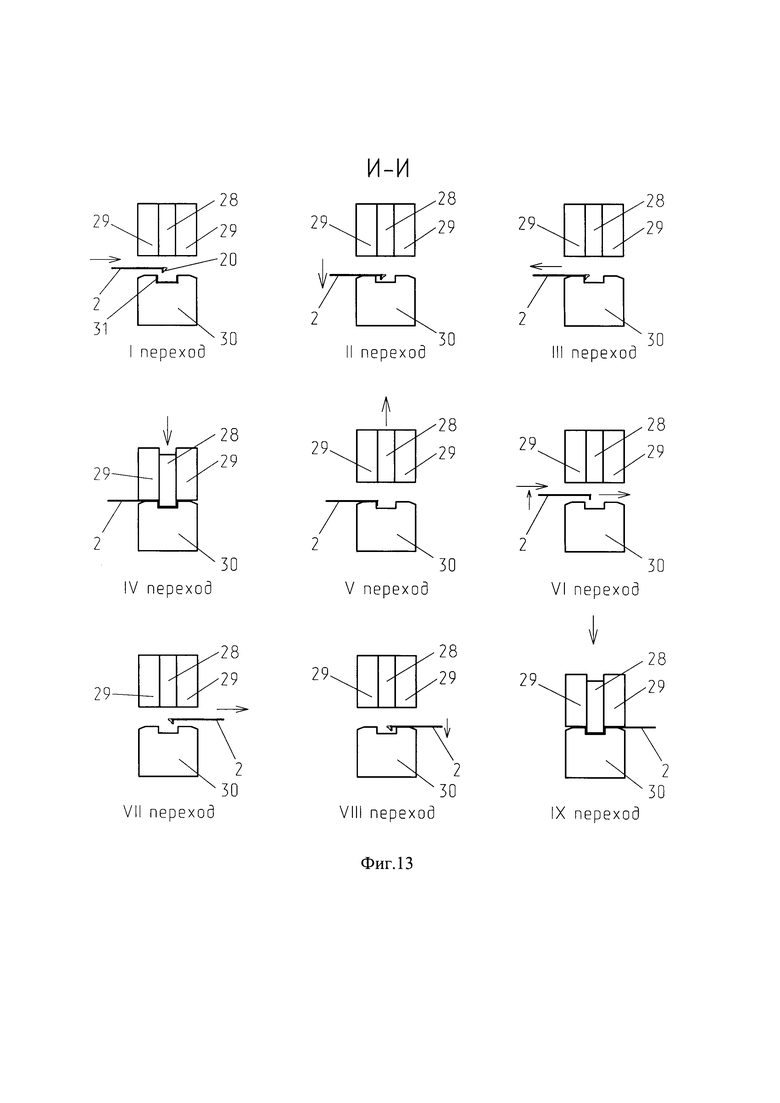
на фиг. 12 - изображен разрез Ж-Ж, на фиг. 1 - переходы гибки краев торцов полуфабриката;
на фиг. 13 - то же, сечение И-И, на фиг. 12 - переходы гибки краев торцов полуфабриката;
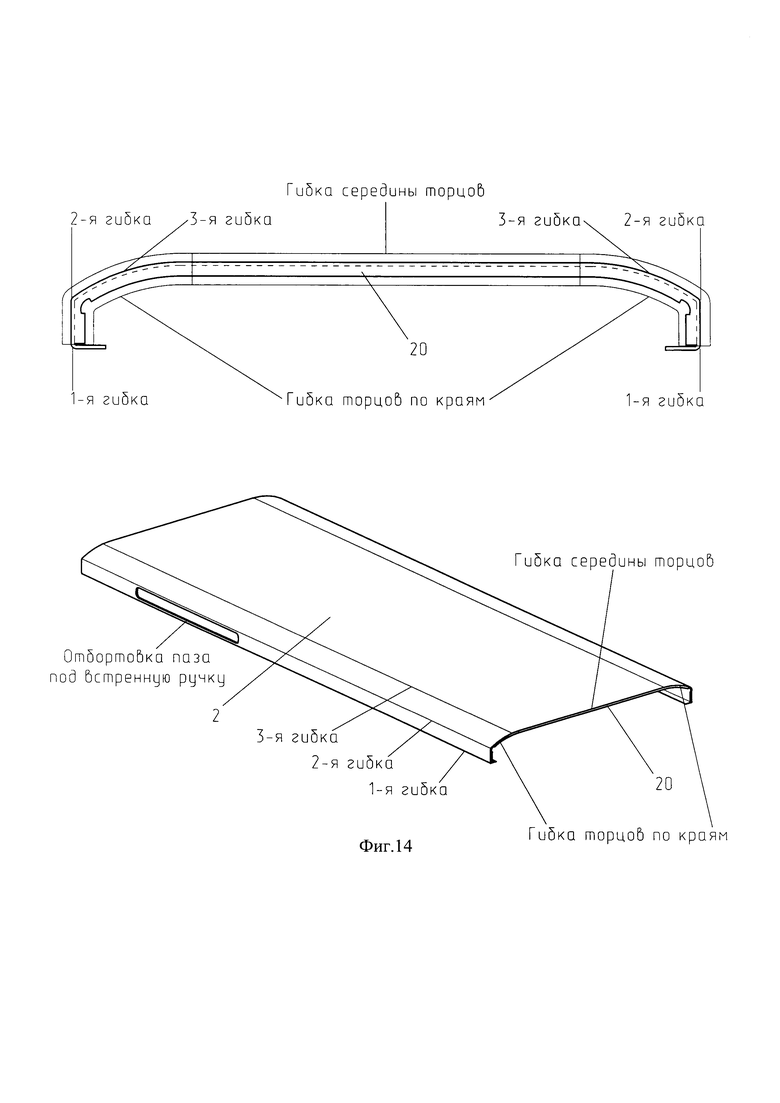
на фиг. 14 - изображено готовое изделие вид спереди и аксонометрическая проекция.
Установка содержит последовательно установленные на нижней плите 1 с каждой стороны относительно направления перемещения обрабатываемой заготовки 2 направляющие 3 и упоры - устройства-захваты 4 для захвата и перемещения заготовки и полуфабриката на позицию вырубки вырезов и пробивки пазов, позиции гибки и отбортовки.
На верхней плите 5 также последовательно установлены вырубные пуансоны 6 для вырезки и пуансоны 7 для пробивки пазов под встроенные ручки и попарно на позиции 1-й гибки гибочные пуансоны 8 с матрицами 9 и под ними прижимы 10, а на позиции 2-й гибки, также попарно размещены гибочные пуансоны 11 с прижимами 12 и под ними матрицы 13 и на позиции 3-й гибки попарно расположены гибочные пуансоны 14 с прижимами 15 и под ними матрицами 16. На позиции отбортовки пазов под встроенные ручки расположены раздвижные матрицы 17 и пуансоны 18 параллельно боковым сторонам обрабатываемого полуфабриката с возможностью перпендикулярного перемещения к упомянутым сторонам полуфабриката, а под ними установлены прижимы 19. Над позицией гибки середины торцов 20 полуфабриката 2 расположены манипуляторы 21 для захвата и перемещения полуфабриката, как на позиции гибки середины торцов, а также и на позиции гибки торцов по краям. На позиции гибки середины торцов полуфабриката 2 над ними размещен пуансон 22 с прижимом 23, а под полуфабрикатом на нижней плите 1 установлена матрица 24 с пазом 25 и по бокам матрицы расположены подвижные упоры 26 работающие от пневмоцилиндров 27.
На последней позиции гибки торцев 20 по краям полуфабриката 2, над ним расположены пуансоны 28 с прижимами 29 и на нижней плите 1 установлены матрица 30 с пазом 31, при этом матрицы повторяют профиль полуфабриката, полученный после 3-й гибки, соответствующий форме готового изделия.
Установка работает следующим образом:
Заготовка 2 устройством-захватом 4 по нижней плите 1 подается на позицию вырубки между направляющими 3 до определенного положения, и при перемещении вниз верхней плиты 5 с вырубными пуансонами 6 производятся вырезы по углам и торцам заготовки, а также вырубка пуансонами 7 двух пазов под встроенные ручки.
При дальнейшем перемещении полуфабриката 2 на позицию 1-й гибки, полуфабрикат базируется на матрицах 9 и при перемещении вверх прижимов 10 гибочные пуансоны 8 производят 1-ю гибку. (фиг. З, переходы I, II, III).
Затем полуфабрикат 2 передается на позицию 2-й гибки, где базируется на матрицах 13 и при перемещении вниз прижимов 12 и гибочных пуансонов 11 производится 2-я гибка боковых сторон полуфабриката (фиг. 4, переходы I, II, III).
Далее полуфабрикат 2 передается на позицию 3-й гибки, базируется на матрицах 16 и при перемещении вниз прижимов 15, производится 3-я окончательная гибка боковых сторон полуфабриката с формированием окончательного С-образного профиля его боковых сторон (фиг. 5, переходы I, II, III).
После 3-й гибки верхняя плита с пуансонами и прижимами перемещается вверх и полуфабрикат 2 устройством-захватом 4 подается на позицию отбортовки пазов под встроенные ручки, где полуфабрикат устанавливается на раздвижные матрицы 17 и производится подвод раздвижных матриц 17 под С-образный профиль полуфабриката 2, затем полуфабрикат прижимается к матрицам 17 прижимами 19 и при перемещении пуансонов 18 производится отбортовка пазов полуфабриката (фиг. 6, переходы I, И, III, IV). Затем пуансоны 18, матрицы 17 и прижимы 19 возвращаются в исходное положение.
Далее полуфабрикат манипулятором 21 передается на позицию гибки середины торцов полуфабриката, он базируется на матрице 24 до поднятых от пневмоцилиндров 27 упоров 26, после чего при перемещении вниз прижима 23 и пуансона 22 в паз 25 матрицы 24, производится гибка правой части середины торцов полуфабриката, (фиг. 9, переходы I, II, III, IV, V). Затем пуансон 22, прижим 23 и упоры 26 возвращаются в исходное положение и полуфабрикат 2 манипулятором 21 захватывается и переносится на позицию гибки середины торца до совмещения левого торца полуфабриката с другой стороной упоров 26 и снова при перемещении вниз прижима 23 и пуансона 22 в паз 25 матрицы 24 производится гибка середины торца с другой стороны (фиг. 9, переход VI, VII, VIII, IX). Затем пуансон 22, прижим 23 и упоры 26 возвращаются в исходное положение.
Далее полуфабрикат манипулятором 21 передается на позицию завершающей обработки - гибки торцов по краям полуфабриката, где укладывается в паз 31 матриц 30, после чего при перемещении прижимов 29 и пуансонов 28 вниз производится, гибка одного торца по краям полуфабриката (фиг. 12, переходы I, II, III, IV и фиг. 13, переходы I, II, III, IV, V). Затем прижимы 29 и пуансон 28 возвращаются в исходное положение (фиг. 12, переходы V, VI). Далее такая же операция производится при перемещении заготовки устройством-захватом 4 до совмещения другого торца полуфабриката с пазом 31 матриц 30 и пуансонов 28 (фиг. 13, переходы VI, VII, VIII, IX), после чего готовое изделие манипулятором 4 удаляется с установки.
Изобретение «Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника» промышленно применим. На АО «Производственно объединение «Завод имени Серго», разработана конструкторская, технологическая документации, изготовлена установка и используется в производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центрирования полосового материала при изготовлении П-образных деталей | 2018 |
|
RU2686754C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230621C2 |
| Штамп для скоростной вырубки деталей | 1980 |
|
SU902924A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления П-образных изделий. Способ включает подачу листовой заготовки в установку на позицию вырубки по нижней плите между направляющими до упора, вырубку вырезов у обоих торцов листовой заготовки посредством вырубных пуансонов, перемещение полуфабриката на позиции гибки с образованием П-образной формы боковых сторон полуфабриката посредством гибочных пуансонов. На позиции вырубки вырезов производят пуансонами вырубку пазов под встроенные ручки передней панели двери домашнего холодильника, а после образования П-образной формы боковых сторон на следующей позиции боковые стороны полуфабриката гибочными пуансонами, прижимами и матрицами преобразуют в С-образный профиль. После чего осуществляют отбортовку пазов под встроенные ручки с использованием раздвижных матриц, прижимов и пуансонов и окончательную обработку полуфабриката производят на позиции гибки середины обоих торцов пуансонами в пазах матрицы. На позиции гибки краев обоих торцов производят пуансонами с использованием раздвижных матриц с пазами, спрофилированными по форме готового изделия. В результате обеспечивается расширение технологических возможностей установки. 14 ил.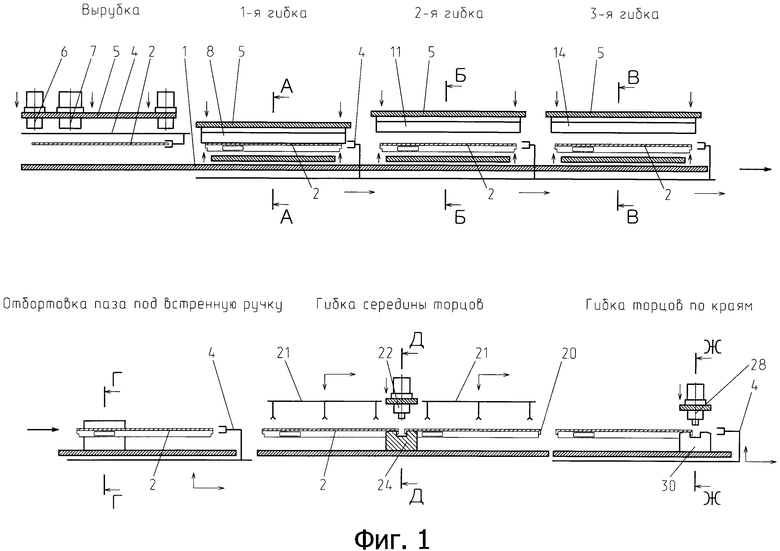
Способ изготовления П-образного изделия в виде передней панели двери домашнего холодильника штамповкой из листовой заготовки, включающий подачу листовой заготовки в установку на позицию вырубки по плите нижней между направляющими до упора, вырубку вырезов у обоих торцов листовой заготовки посредством вырубных пуансонов, установленных на верхней плите установки, перемещение полуфабриката на позиции гибки с образованием П-образной формы боковых сторон полуфабриката посредством гибочных пуансонов, установленных на верхней плите установки, отличающийся тем, что на позиции вырубки вырезов производят пуансонами вырубку пазов под встроенные ручки передней панели двери домашнего холодильника, а после образования П-образной формы боковых сторон на следующей позиции боковые стороны полуфабриката гибочными пуансонами, прижимами и матрицами преобразуют в С-образный профиль, после чего осуществляют отбортовку пазов под встроенные ручки с использованием раздвижных матриц, прижимов и пуансонов, установленных на нижней плите, и окончательную обработку полуфабриката производят на позиции гибки середины обоих торцов пуансонами в пазах матрицы, а на позиции гибки краев обоих торцов производят пуансонами с использованием раздвижных матриц с пазами, спрофилированными по форме готового изделия.
| Способ центрирования полосового материала при изготовлении П-образных деталей | 2018 |
|
RU2686754C1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,5-ДИАЛЬДЕГИДА И 5-ФОРМИЛ-2- КАРБОНОВОЙ КИСЛОТЫ ТИОФЕНОВОГО РЯДА | 0 |
|
SU184876A1 |
| WO 1999020411 A1, 29.04.1999. | |||

