1
Изобретение относится к обработке металлов давлением, а именно к гибочным устройствам для изготовления деталей типа хомутов.
Известны устройства для изготовления деталей гибкой по оправке листовых заготовок для обеспечения изготовления сложных деталей (Снабженные гибочной колодой, связанной с верхней плитой блока с возможностью относительного осевого перемещения, при этом подпружиненная оправка установлена на гибочной колодке 1.
Недостатком этих устройств является то, что оно не обеспечивает возможности выполнения операции навивки хомутов.
Известны гибочные устройства для изготовления деталей типа хомутов, содержащие оправку, взаимодействующую с ней матрицу с профилем рабочей поверхности, соответствующим профилю заготовки первого перехода гибки, поворотный инструмент окончательной гибки, два ползуна, несущие рабочие инструменты и перемещающиеся в плоскости гибки, и механизмы, связываюи),ие подвижные рабочие инструменты с приводом 2.
Эти устройства позволяют совместить на одной позиции операции предварительной и окончательной гибки хомутов, однако.качество получаемых деталей невысоко.
Цель изобретения - повыщение качества деталей.
С этой целью матрица выполнена с волнообразным профилем рабочей поверхности и закреплена неподвижно, оправка установлена на одном из ползунов, устройство снабжено взаимодействующим с матрицей fQ пуансоном, расположенным на другом ползуне с противоположной от оправки стороны относительно матрицы, поворотный инструмент окончательной гибки выполнен в виде взаимодействующего с оправкой гибочного ролика, размещенного на рабочей поверхности матрицы, а механизм, связывающий поворотный инструмент с приводом, выполнен в виде водила, несущего гибочный ролик и закрепленного на валу.
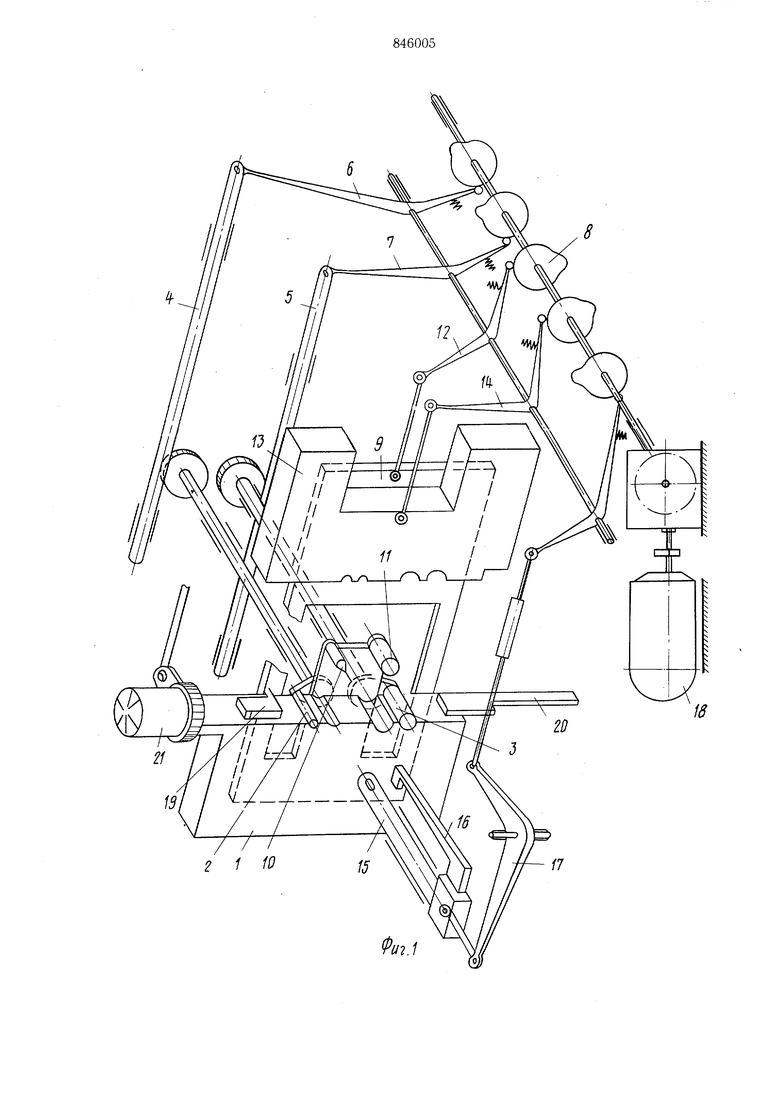
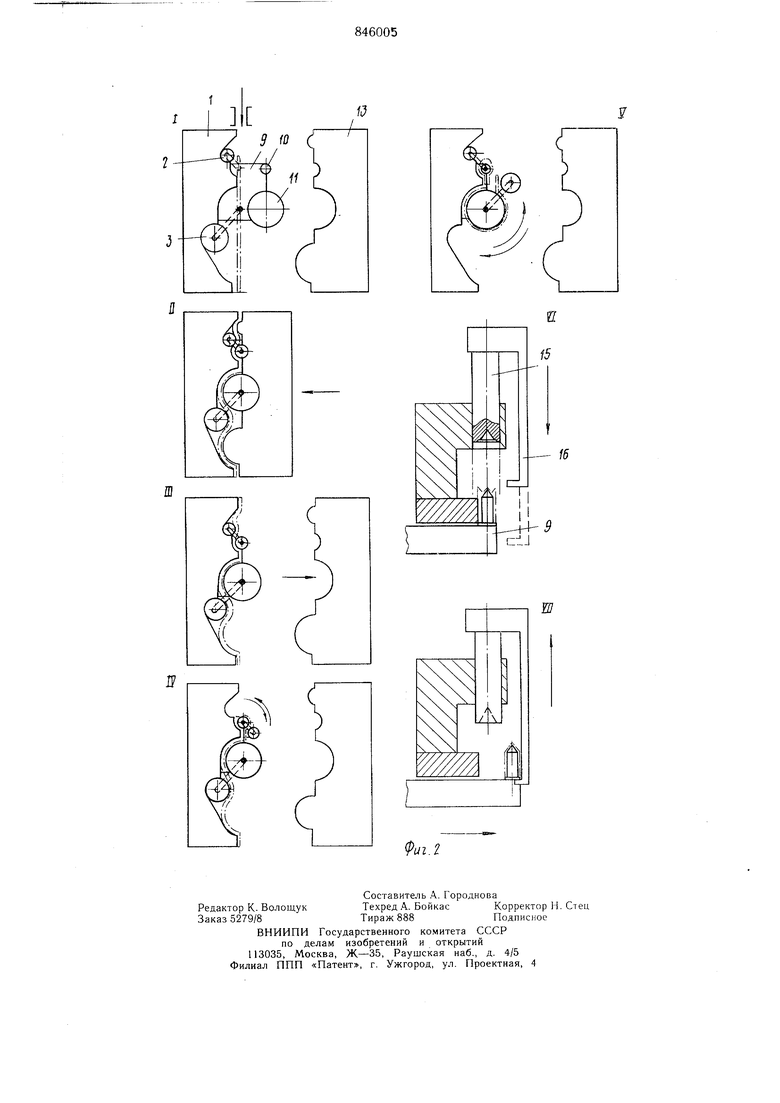
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - схема изготовления хомута по переходам.
Устройство для изготовления деталей типа хомутов содержит неподвижную матрицу 1 с волнообразным профилем рабочей
поверхности и поворотный инструмент окончательной гибкн -- гибочные ролики 2 и 3, которые через передачу шестерня - рейка 4 и 5 и 1парнирные рычаги 6 и 7 связаны е распределительным кулачковым валом 8. Ползун 9, несундий оправки 10 и 11, с по-МОЩЬЮ uuipnHpHoio рычага 12 связан с распределительным кулачковым валом 8, а пуансон 13, имеющий зеркальный профиль матрицы, через шарнирный рычаг 14 также связан с валом 8. Для образования установочного конуса хомутика служит обжимка. 15, на которой смонтирован выбрасыватель 16. Обжимка 15 связана через П1арнирно-рычажную систему 17 с кулачковым валом 8. Кулачковый вал 8 соединен с электродвигателем 18. На ползуне 9 смонтирован отсекатель 19, а на матрице 1 установлен упор 20 для фиксации заготовки на позиции. Устройство снабжено накопителем заготовок, выполненным в виде храпового колеса 21, кинематически связанного с кулачковь м валом 8.
Устройство работает следуюп.,им образом. Прием1Пз1е гцели храпового колеса 21 заполняются заготовками. В отведенном положении отсекателя 19 очередная заготов.ка скользит вниз до упора 20. От распре:делительно1-о кулачкового вала 8 через ры:чаг 14 в движение приходит пуансон 13, который на пути догоняет нолзун 9, несущий оправки 10 и 11 и приводимый через рычаг 12 от кулачкового вала 8. Пуапсоп 13 и оправки 10 и 11, как одно целое,изгибают заготовку но профилю матрицы l при это.м заготовка ио.лучает волнообразный профиль. После этого нуансоп 13 отходит от матрицы 1 а ползун 9 с оправками 10 и 11 остается на месте, причем отсекатель 19 препятствует поступлс1П1Ю новой заготовки на рабочую позицию. За1ем в работу вступает малый ролик 2, привод которого осуществляется от распределительного ку:1ачкового вала 8 через рычаг 6 и иередачу пшстерня - рейка 4 и 5. Гибочный ролик 2 завивает конец волнообразной заготовки вокруг малой оправкп 10. При отходе ролика 2 в работу вступает бол.ьпгай гибочный ролик 3, который иолучает привод от кулачкового вала 8 через рычаг 7 и ц естерню - рейку 4 и 5. Ролик 3 завивает другой конец волнообразной заготовки вокруг большой оправки 11. При отходе ролика 3 в работу вступает обжимка конуса 15, которая нолучает движение через шарнирно-рычажную систему 17 от кулачкового вала 8. Обжимка 15 сводит гребешки заготовки на конус и слегка отходит. После этого ползун 9 с оправками 10 и 11 отходит от матрицы 1 вместе с деталью и подходит к выбрасывателю 16. В конце хода ползуна 9 отсекатель 19 открывает впускную ш,ель накопителя 21, а храповик-накопитель 21 поворачиваетея на один зуб от кулачкового вала 8 через кинематическую цепь (не показана), и следующая
заготовка поступает на рабочую позицию.
Затем обжимка 15 с выбрасывателем 16
отходит полностью назад, осуществляя сброс
детали в бункер (не изображен). Далее
цикл- 1ювторяется.
Формула изобретения
Гибочное устройство для изготовления деталей типа хомутов, содержащее оправку,
взаимодействующую с ней матрицу с профилем рабочей поверхности, соответствующим профилю заготовки первого перехода |ибки, новоротный инструмент окончательной гибки, два ползуна, несущие рабочие инструменты и пере.мещающиеся в н,1оскоети
гибки, и механизмы, связывающие подвижные рабочие и Петру.менты с нриводом, отличающееся тем, что, с целью повышения качества получаемых деталей, матрица выполнена с волнообразн1лм профилем рабочей
поверхности и закреплена неподвижно, оправка установлена на одном из ползунов, уетройство снабжено взаимодействующим с матрицей пуансоном, расположенным на другом ползуне с противоположной от оправки стороны относительно матрицы, поворотный инструмент окончательной гибки выполнен в виде взаимодействующего с оправкой гибочного ролика, размещенного на рабочей поверхности матрицы, а механизм, связывающий новоротный инструмент с приводом выполнен в виде водила, несущего гибочный
ролик и закрепленного на валу.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 288927, кл. В 21 D 53/36, 24.11.66. 2. Малов А. Н. Технология холодной П1тамповки. Л1.., 1958, с. 213-215, фиг. 43 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ГИБКИ ДЕТАЛЕЙ^i-f,4\r.nAltH;ViU-i~:AEbrt:..s^ | 1971 |
|
SU306900A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Гибочное устройство | 1980 |
|
SU995975A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| "Способ изготовления цилиндрических изделий типа "червячный хомут" и устройство для его осуществления" | 1989 |
|
SU1722653A1 |