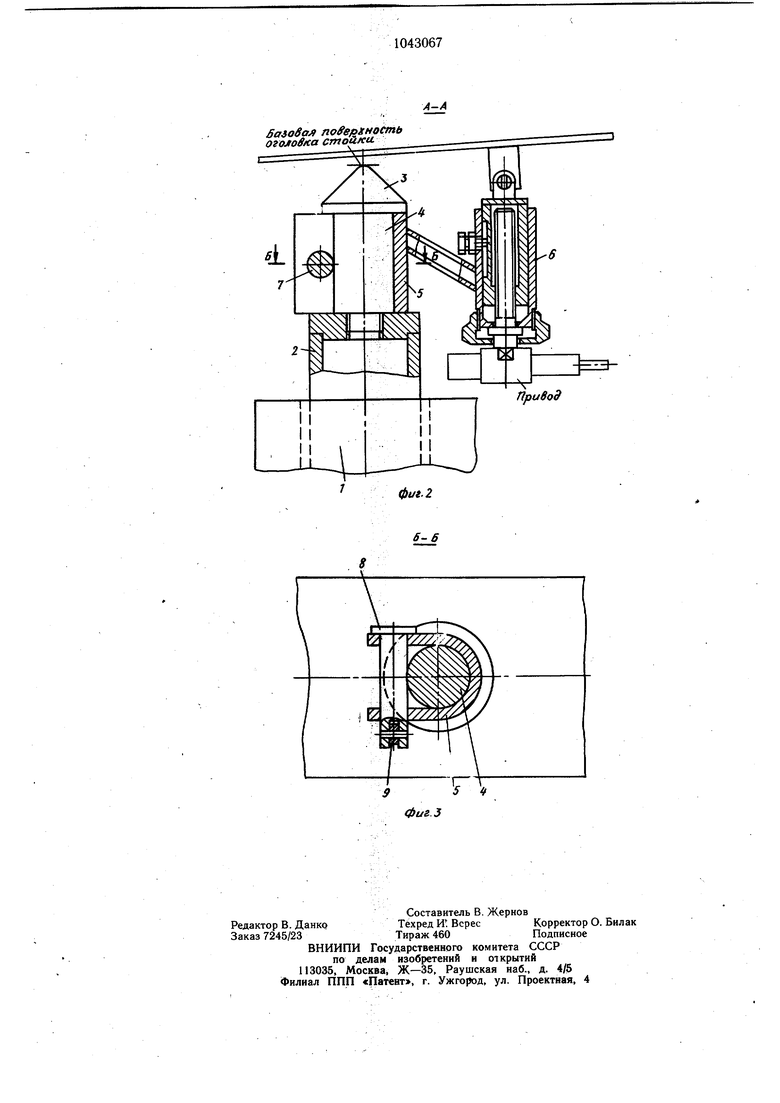
Изобретение относится к судостроению, а именно к технологической оснастке для изготовления секций корпуса судна с криволинейными обводами. Известно устройство для формирования секций корпуса судна, преимущественно криволинейных, содержащее подвижные в- поперечном направлении балки, на которых установлены стойки, к которым прикреплены конические оголовки с цилиндрическими хвостовиками, на которых установлены силовые опоры, жестко связанные с силовыми приводами средств для прижатия листов общивки к свободным концам конических оголовков, образующих базовую поверхность 1. Недостатком известного устройства является то, что металлоемкость его велика и трудоемкость его изготовления значительна ввиду того, что силовые приводы средств для прижатия листов обшивки жестко закреплены на каждой стойке, и поэтому количество их соответствует количеству стоек в постели. При раскладке листов наружной обшивки секции часть стоек (около 40%) каг сается обшивки и средств для подтягивания, установленных на этих стойках, и оказываются нерабочими при формировании этой секции. Целью изобретения является снижение металлоемкости и трудоемкости изготовления устройства. Указанная цель достигается тем, что. в постели для формирования секций корпуса судна, преимущественно криволинейных, содержащей подвижные в поперечном направлении балки, на которых установлены стойки, к которым прикреплены конические оголовки с цилиндрическими хвостовиками, на которых установлены силовые опоры, жестко связанные с силовыми приводами средств для прижатия листов обшивки к свободным концам конических оголовков, образующих базовую поверхность, силовые опоры выполнены подковообразными со сквозными отверстиями на концах, в которых установлены стержни с фиксирующими головкой и планкой на концах, причем стержни установлены с упором в хвостовик оголовка. На фиг. 1 изображена постель для формирования секций корпуса судна; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез на фиг. 2. Постель содержит подвижные балки 1, на которых установлены стойки 2. К стойкам 2 закреплены конические оголовки 3 с цилиндрическими хвостовиками 4, на которых установлены силовые опоры 5. Силовые опоры 5 выполнены подковообразными и с отверстиями на концал. Силовые приводы б средств для прижатия листов общивки к базовой поверхности оголовка жестко связаны через кронщтейн с силовыми опорами 5. Для фиксации силовых опор на стойках 2 в отверстиях, расположеннь1Х на концах опор 5, установлены стержни 7 с фиксирующими голйвкой 8 и планкой 9. Стержни 7 установлены с упором в хвостовики 4 оголовков 3 для создания плотного прилегания опор 5 к хвостовикам 4. Перед формированием секции корпуса судна постель настраивается на заданные параметры и обводы секций. Балки 1 выставляются на необходимые расстояния между ними и фиксируются в этом положении. Стойки2 выдвигаются на необходимые координаты в соответствии с данными таблиц плазовой разметки корпуса судна. . При формировании секции после раскладки на постель листов наружной обшивки в местах, гДе не оказалось плотного прилегания общивки к базовым поверхностям оголовков 3 стоек 2, на хвостовики 4 устанавливаются силовые опоры 5 с жестко закрепленными к ним силовыми приводами 6 средств для прижатия листов обшивки. Силовые опоры 5 фиксируются стержнями 7 с помощью головок 8 и планок 9. В местах, где оказалось плотное прилегание общивки к оголобкам 3 стоек 2, силовые опоры 5 с силовыми приводами б снимаются и устанавливаются на стойки 2 к оголовкам 3, у которых нет плотного прилегания. При формировании криволинейной секции корпуса судна средних габаритов на постели в работе участвуют 250-300 стоек. Прилегание обшивки секции к оголовкам по среднестатическим данным происходит у 100-120 стоек. Поэтому применение предлагаемой постели со съемными силовыми опорами и силовыми приводами позволит сократить их количество до 150-180 ед. вместо 2SO-300, что снизит металлоемкость постели на 2%, а трудоемкость ее изготовления на 10%.
баловал поверхность оголовла стойка.
фиг. 2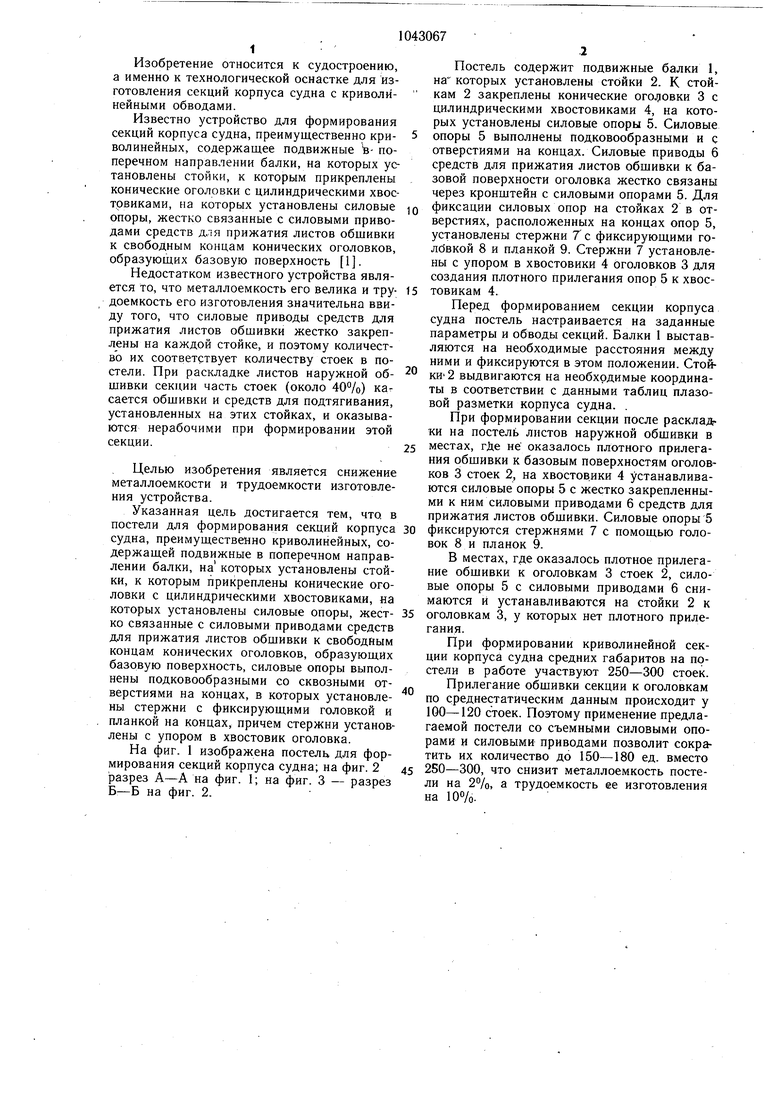
| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для формирования секций корпуса судна | 1981 |
|
SU990578A1 |
| Постель для формирования секций корпуса судна | 1978 |
|
SU944982A1 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU1000338A1 |
| Постель для формирования секций корпуса судна | 1979 |
|
SU887343A2 |
| Постель для формирования секций корпуса судна | 1982 |
|
SU1082671A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Постель для формирования секций корпуса судна | 1980 |
|
SU925739A1 |
| Постель для формирования секцийКОРпуСА СудНА | 1979 |
|
SU850489A1 |
| Способ настройки постелей для формирования криволинейных корпусных секций | 1984 |
|
SU1342814A2 |
| Постель для формирования секций корпуса судна | 1981 |
|
SU988641A1 |
ПОСТЕЛЬ ДЛЯ ФОРМИРОВАНИЯ СЕКЦИЙ КОРПУСА СУДНА, преимущественно криволинейных, содержащая подвижные в поперечном направлении балки, на которых установлены стойки, к которым прикреплены конические оголовки с цилиндрическими хвостовиками, на которых установлены силовые опоры, жестко связанные 6 силовыми приводами средств для прижатия листов общивки к свободным концам конических оголовков, образующих базовую поверхность, отличающаяся тем, что, с целью снижения металлоемкости, силовые опоры выполнены подковообразными со сквозными отверстиями на концах, в которых установлены стержни с фиксирующими головкой и планкой на концах, причем стержни установлены с упором в хвостовик оголовка. (/) 4;: оо о С5 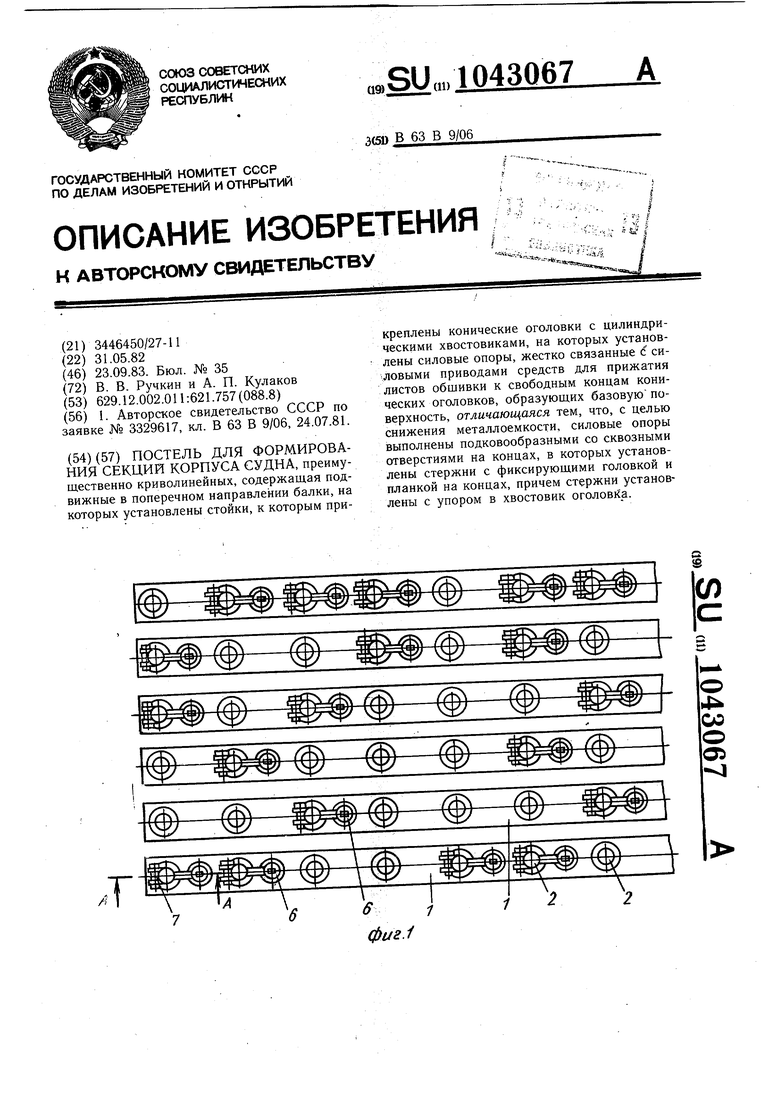
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3329617, кл | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
