Изобретение относится к судостроению i; касается технологии изготовления секций корь-уса судна с криволинейными обводаiv; 11.
Известен способ формирование, обшив ч1: криволинейной секции корпуса судна, заключающийся в установке плоского нолотнища на постель и обжатия его по лекалам постели 1 .
Известно устройство для осуществления названного способа, содержащее посте.чь, выполненную в виде жесткого осноriaiiMH, на котором закреплены лекала с пазами для установки в них технологических ребер жесткости 2.
11едостатком известного способа и уст|юйства для его осуществления является высокая тру.доемкость выполнения монтажного соединения обшивки с лекалами постели но Bcei г:лощади общивки. Соединение зьпюлняется сваркой в потолочном положении и в затесненном пространстве.
Цель изобретения - снижение трудоемкости формирования общивки корпуса судна за счет ликвидации работ в потолочном положении и механизации выполнения операции изготовления общивки.
Поставленная цель достигается тем, что согласно способу формирования общивки крив(х;1И11(Мпой секции корпуса судна, зак. 1Ючл1(;-п1, в установке плоского полотпииц нл постель и обжатии его по лепостели, перед установкой плоского -ikiuui на постель па него устанавли1;о образующим криволинейной но)CTii обпливки ряд параллельных техГ4ески,л ребер жесткости, соединяют полотнищем, поворачивают его на бжимают по лекалам постели, ввологические ребра жесткости в пазы
l i;o;v:e того, устройство для осуществления названного способа, содержащее иостель, выполненную в виде жесткого оснояани, на котором закреплены лекала с пазнми для установки в них технологических ребер жесткости, дополнительно снабжено рамой, 1ин;)-{ирно соединенной с постелью С. В1.3лчожностью поворота относительно нее фичем на этой раме щарнирно ы силовые обжимные приводы .И для щарнирного соединения с технологическими ребрами жест
i(j такому способу и с помощью :;oio устройства плоское полотиин1,с обипжки перед его обжатием по лекалам постели предварительно крепится к технсзло ическим ребрам жесткости. При этог.т прихзаточные работы вынолняются ч нижнем положении, что снижает общую трудоемкость работ по формированию обшивки криво;1инейпой секции.
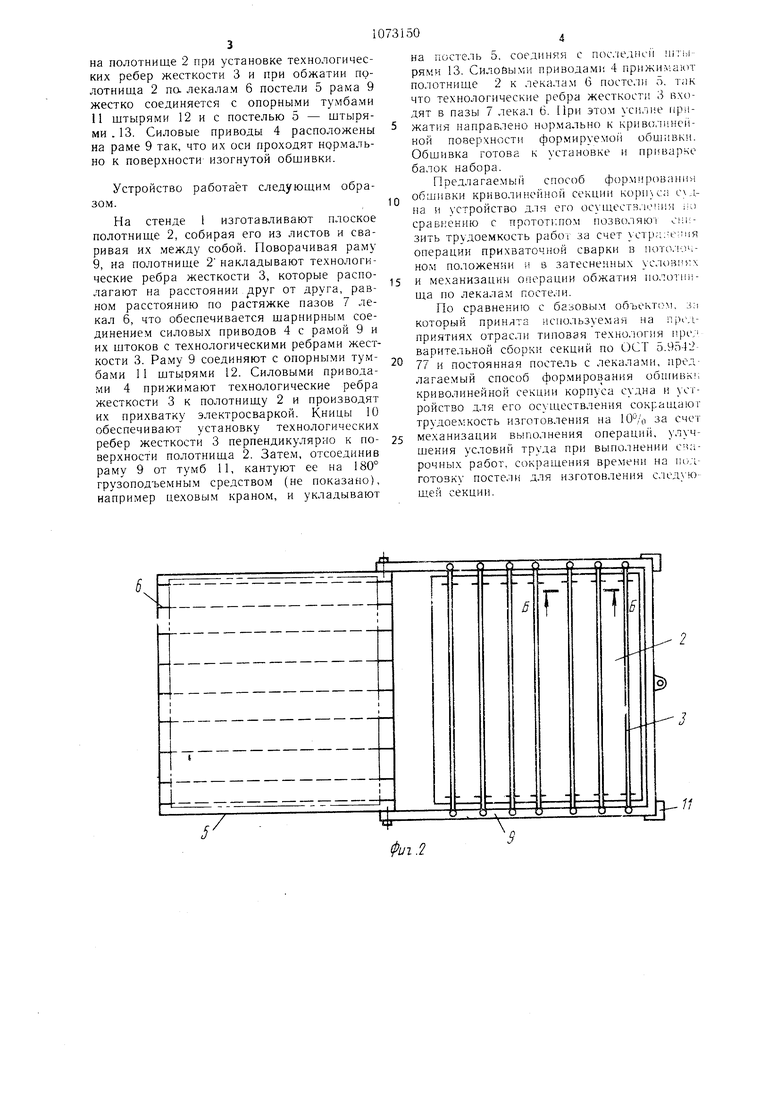
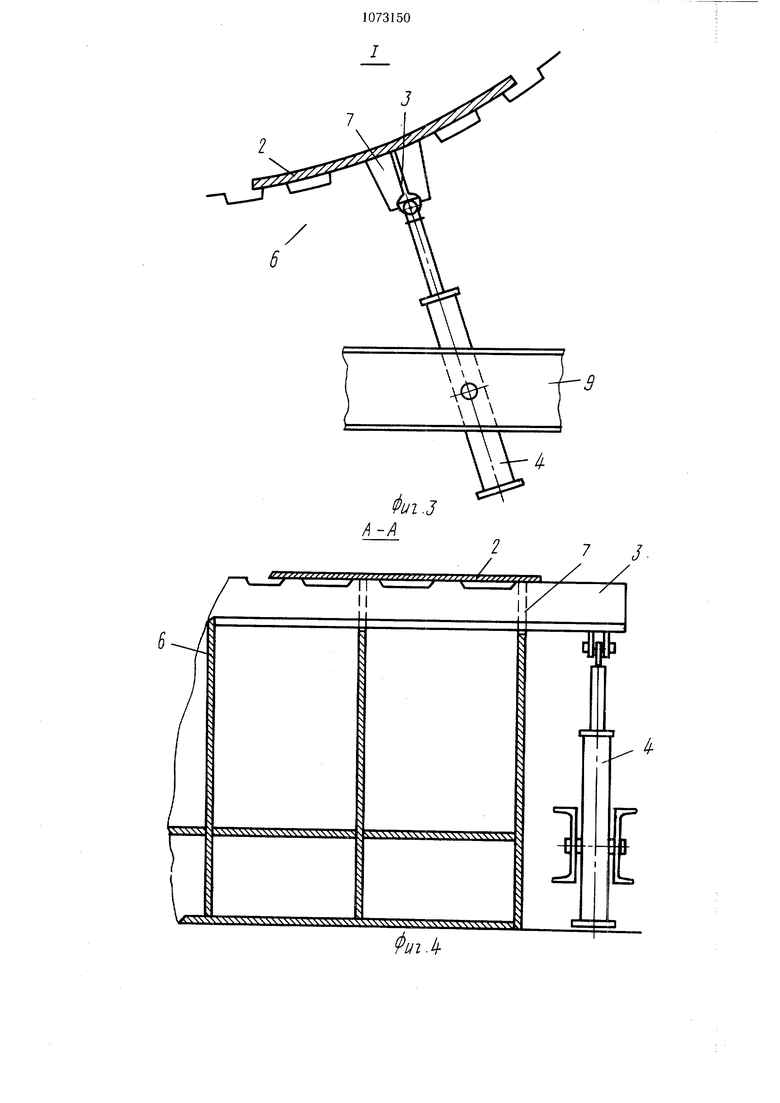
На фиг. 1 показана схема формирования обшивки и устройство для осуществления предлагаемого способа; па фиг. 2 - то же. вид в плане; на фиг. 3 - силовой привод с технологическим ребром жесткости, узел на фиг. 1; на фиг. 4 - сечен.ие А-А на фиг. I; на фиг. 5 - сечение Б-Б на фи 2.
Способ формирования криволинейной секции корпуса судна осуществляется следующим образом.
На плоском стенде 1 сваривают из листов полотнище 2. На плоское по.лотнище 2 накладывают параллельно образующей криволинейной поверхности общивки судна технологические ребра жесткости 3, которые соединяют с полотнище.м 2 электроприхватками. Сварка осуществляется в нижнем положении. При необходимости для обеспечения сварочного зазора между нижними кромками технологических ребер жесткости 3 и полотнищем 2 производят прижати.е ребер жесткости 3 к полотнищу 2 посредством силовых приводов 4. Затем производят кантовку полотнища 2 с технологическими ребрами жесткости 3 на 180 и его укладку на постель 5. Производят обжатие плоского полотнища 2 по лекала.м 6 постели 5. Прт этом технологические ребра жесткости 3 входят в пазы 7. выполненные в лекалах 6. После окончательного изготовления криволинейной секции последнюю кантуют на стенд 1 и отсоединяют технологические ребра жесткости 3 (срезкой электроприхваток) от общивки секции.
Пример. Изготавливается бортовая секция корпуса судна длиной 9 м, щириной 6,2 м с постоянной по длине кривизной со стрелкой прогиба - 0,5 м. Материал общивки - сталь толщиной 6 мм.
Установка технологических ребер жесткости производится начиная от середины с щагом 0,7 м. Максимальное усилие одного цилиндра 1,2 т.
Прихваточная сварка технологических ребер жесткости и их г оследующее удаление газовой резкой осуществляется в нижнем положении и могут быть автоматизированы, что сокращает общую трудоемкость изготовления секции на lOVoУстройство для осуществления выщеописанного способа состоит из постели 5, к основани;о 8 которой присоединены лекала 6, верхние кромки которых выполнены криволинейными по форме наружнойповерхноети обшивки секции, и в них вьпюлнены пазы 7. К постели 5 присоединены щарнирно с возможностью поворота на 180 относительно постели 5 рама 9, на сторонах которой щарнирно установлены си.товые приводы 4 со штоками для щарнирного соединения с концами технологических ребер жесткости 3. К технологически.м ребра.ч жесткости 3 с обоих концов приварены кницы 10. Для обеспечения силового воздействия на полотнище 2 при установке технологических ребер жесткости 3 и при обжатии полотнища 2 па лекалам 6 постели 5 рама 9 жестко соединяется с опорными тумбами 11 штырями 12 и с постелью 5 - штырями. 13. Силовые приводы 4 расположены на раме 9 так, что их оси проходят нормально к поверхности изогнутой обшивки. Устройство работает следующи.м образом. На стенде 1 изготавливают плоское полотнище 2, собирая его из листов и сваривая их между собой. Поворачивая раму 9, на полотнище 2 накладывают технологические ребра жесткости 3, которые располагают на расстоянии Jipyr от друга, равном расстоянию по растяжке пазов 7 лекал 6, что обеспечивается шарнирным соединением силовых приводов 4 с рамой 9 и их щтоков с технологическими ребрами жесткости 3. Раму 9 соединяют с опорными тумбами 11 штырями 12. Силовыми приводами 4 прижимают технологические ребра жесткости 3 к полотнищу 2 и производят их прихватку электросваркой. Кницы 10 обеспечивают установку технологических ребер жесткости 3 перпендикулярно к поверхности полотнища 2. Затем, отсоединив раму 9 от тумб 11, кантуют ее на 180° грузоподъемным средством (не показано), например цеховым краном, и укладывают на постель о. соединяя с пос.чеднсп шт1 грями 13. Силойымн приводам 4 прижимают полотнище 2 к лекала.м 6 постели 5. T;IK что технологические ребра жесткости 3 входят в пазы 7 лекал 6. При этом усилие прижатия направлено нормально к криволине ной поверхности формируемой . Обшивка готова к установке и приварке балок набора. Предлагаемый способ формирования обшивки криволиистиной секции корпуса ,на и устройство для его осуществломин iio срагзкению с прототипом позволяю ci:;;зить трудоемкость рабог за счет стра:е::;|1я операции прихваточной сварки в потол: -,ном положении и в затесненных чсловш-х и механизации операции обжатия поло1Ч11;ща по лекалам постели. По сравнению с базовым объект;)м. j:i который принята иcиoльзye saя на iTpiM приятиях отрасли типовая технология ирс.л варительной сборки секций по ОСТ 5.9542 77 и постоянная постель с лекалами, пред лагаемый способ формирования обпгивк:; криволинейной секции корпуса судна и усгройство для его осуществления сокращают тpyдoe iкocть изготовления на Ю-/о за счет механизации выполнения операций, улучшения условий труда при выполнении счарочных работ, сокращения времени на гюл готовку постели для изготовления следую щей секции.
4z.J
Y .
2
7 /
/
rrrr rrrrrt
rr/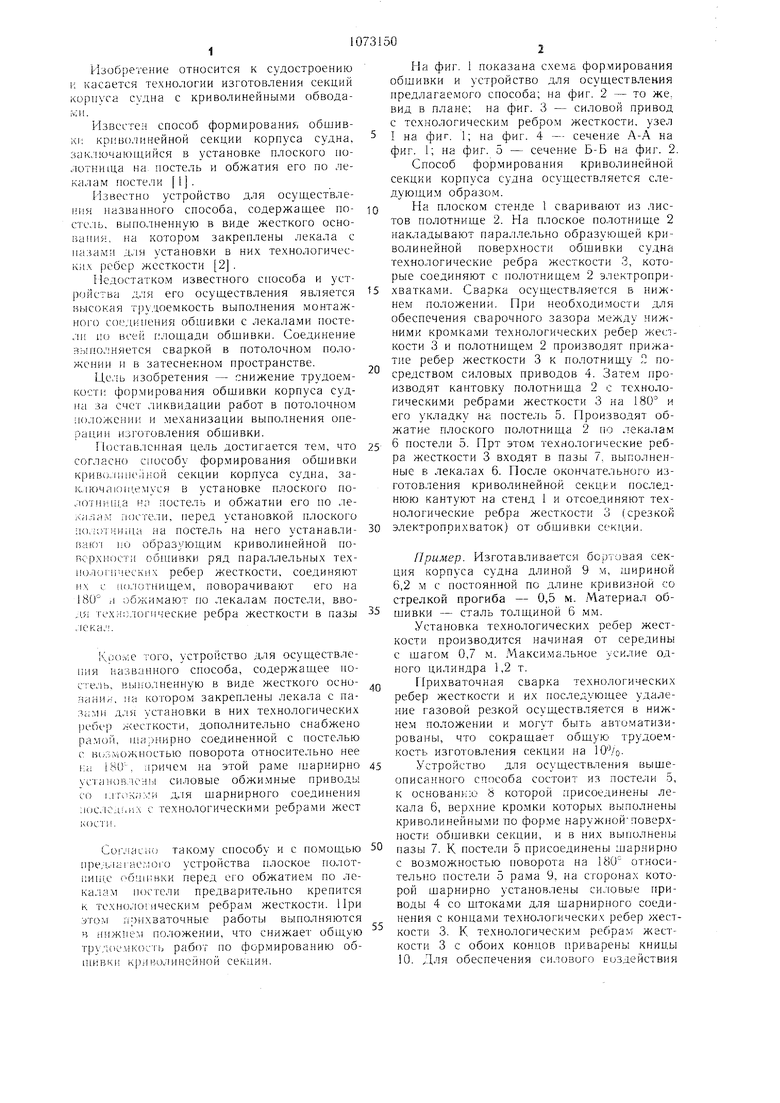
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| Способ сборки криволинейных секций корпуса судна | 1982 |
|
SU1062103A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Устройство для сборки набора с обшивкой корпуса судна (его варианты) | 1981 |
|
SU954312A1 |
| ПЕРЕДВИЖНОЙ СТЕНД ДЛЯ СБОРКИ И СВАРКИ СЕКЦИЙ | 1973 |
|
SU404688A1 |
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
1. Способ формирования обшивки криволинейной секции корпуса судна, заключающийся в установке плоского полотнища на постель и обжатии его по лекалам постели, отличающийся тем, что, с целью снижения трудоемкости, перед установкой плоского полотнища на постель на него устанавливают по образующим криволинейной поверхности обшивки ряд параллельных технологических ребер жесткости, соединяют их с полотнищем, поворачивают его на 180° и обжимают по лекалам постели, вводя технологические ребра жесткости в пазы лекал. 2. Устройство для осуществления способа по п. 1, содержащее постель, выполненную в виде жесткого основания, на котором закреплены лекала с пазами для установки в них технологических ребер жесткости, отличающееся тем, что устройство дополнительно снабжено рамой, шарнирно соединенной с постелью с возможностью поворота относительно нее на 180°, причем на этой раме шарнирно установлены сило вые обжимные приводы со штоками для (Л шарнирного соединения последних с технологическими ребрами жесткости.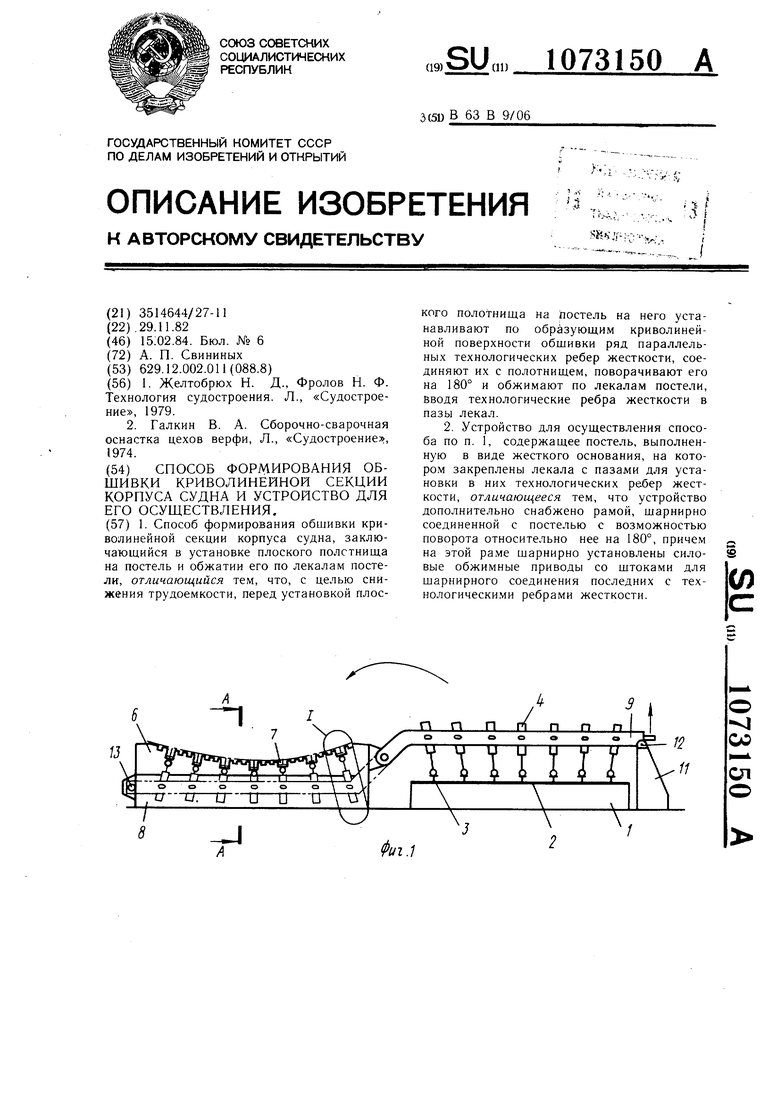
//z.A
В-6
-2
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Желтобрюх Н | |||
| Д., Фролов Н | |||
| Ф | |||
| Технология судостроения | |||
| Л., «Судостроение, 1979 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Галкин В | |||
| А | |||
| Сборочно-сварочная оснастка цехов верфи, Л., «Судостроение, 1974. | |||
