2. Устройство по п. 1, отличающееся тем, что отверстие в крышке в.ыпрлнено в виде горловины, .вну-тренняя поверхность которой образована вращением вокруг оси бунта дури радиусом., равным 1/3 внутреннего исходного диаметра бунта, причем центр-дуги расположен на цилиндрической поверхности с диаметром, равным внутреннему исходному диаметру бунта.
3. Устройство по п. 1, ,0 т л ичающееся тем, что механизм перемещения прижимов выполнен в виде пйевмоцилиндра и свяэаного с ним дву.плечего рычага,г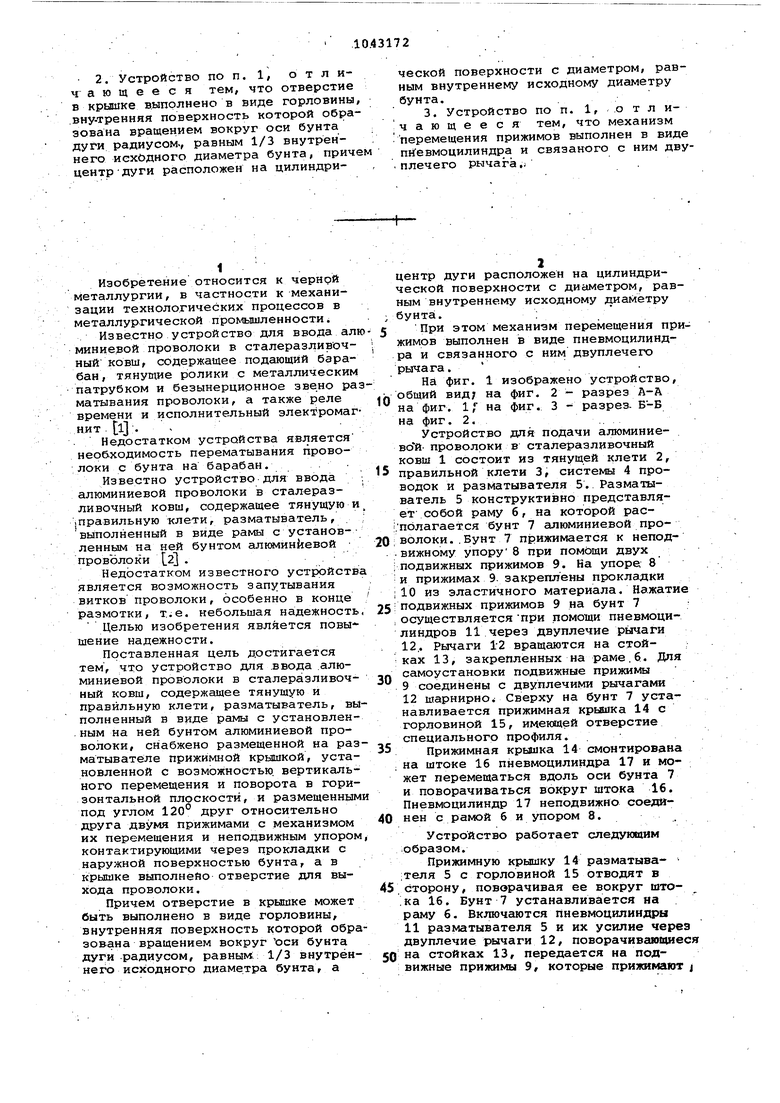
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода алюминиевой проволоки в расплавленный металл | 1985 |
|
SU1285015A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1987 |
|
SU1420033A1 |
| Устройство для ввода алюминиевой проволоки в расплавленный металл | 1984 |
|
SU1217887A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1983 |
|
SU1131907A1 |
| ТРАЙБ-АППАРАТ | 2011 |
|
RU2462515C1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1980 |
|
SU899242A1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1989 |
|
SU1613496A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ РУЛОНОВ С НАКОПИТЕЛЯ И УСТАНОВКИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2011 |
|
RU2476284C1 |
1. УСТРОЙСТВО ДЛЯ ВВОДА АЛКЖИНИЕЮЙ ПРОВОЛОКИ Б СТАЛЕРАЗЛИ ВОЧНЫЙ КОВШ, содержащее тянущую и правильную клети, разматыватель, выполненный в виде рамы с установленным на ней бунтом алюютниевой . проволоки, о т Л и ч а ю щ е е с я. тем, что с цедью повышения надежности , оно снабжено размещенной на разматывателе прижимной крышкой, установленной с возможностью вертикального, перемещения и поворота в горизонтальной плоскости, и размещенны- , ми под углом 120 друготносительно друга двумя прижимами с механизмом их перемещения и неподвижным;упором, контактирующими через прокладки с наружной поверхностью бунта, а в крышке выполнено отверстие для выхода проволоки. 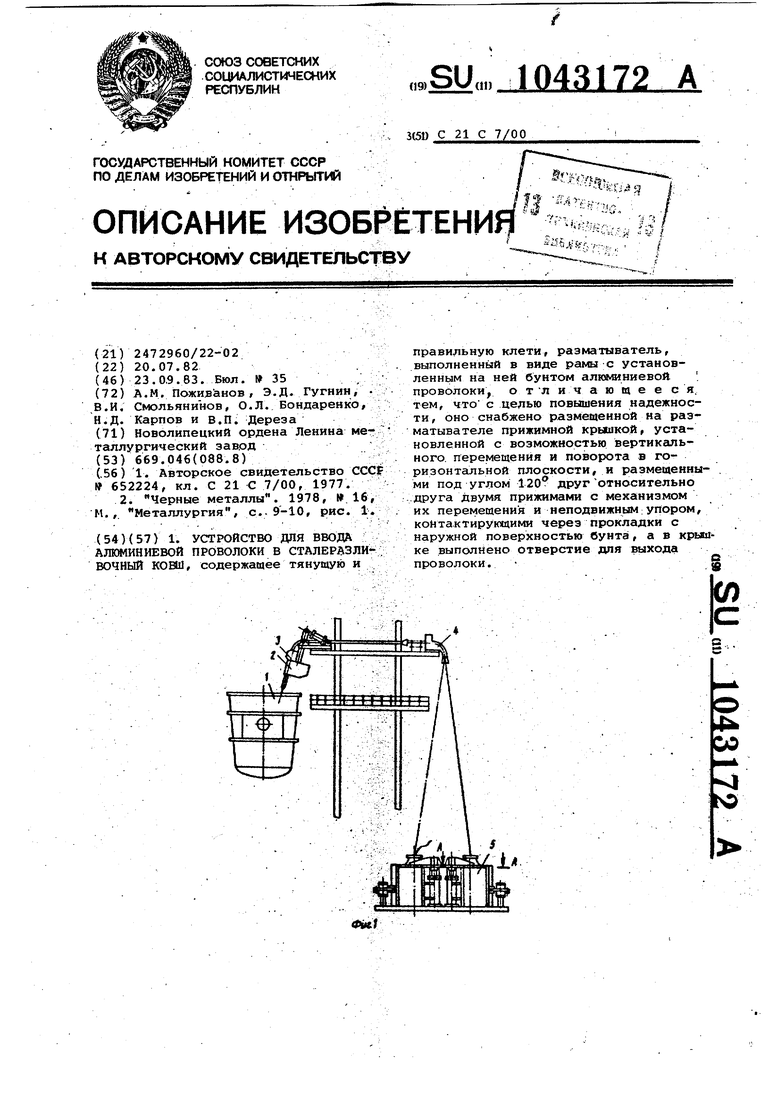
. i . ,
Изобретение относится к чернрй металлургии, в частности к механизации технологических процессов в металлургической промышленности.
Известно устройство для ввода ал миниевой проволоки в сталеразливочный ковш, содержащее подающий барабан, тянущие ролики с металлическим патрубком и безынерционное звено раматывания проволоки, а также реле времени и исполнительный электромагнит . 1 . Недостатком устройства является необходимость перематывания проволоки с бунта на барабан. .
Известно устройство для ввода алюминиевой проволоки в сталеразливочный ковш, содержащее тянущую и .правильную клети, разматыватель, выполненный в виде рамы с установленным на ней бунтом алнминйевой проволоки 2 .
Недостатком известного устрюйств является возможность запутывания витков проволоки, особенно в конце размотки, т.е. небольшая надежность
Целью изобретения является позы шение надежности.
Поставленная цель достигается тем, что устройство для .ввода .алюминиевой проволоки в сталеразливочный ковш, содержащее тянущую и правильную клети, разматыватель, выполненный в виде рамы с установлен.ным на ней бунтом алюминиевой проволоки, снабжено размещенной на разматывателе прижимной крышкой, установленной с возможностью, вертикального перемещения и поворота в горизонтальной плоскости, и размещенным под углом 120° друг относительно друга двумя прижимами с механизмом их перемещения и неподвижным упором контактирующими через прокладки с наружной поверхностью бунта, а в крышке выполнейо отверстие для выхода проволоки.
Причем отверстие в крышке может быть выполнено в виде горловины, внутренняя поверхность которой образована вращением вокруг оси бунта дуги радиусом, равным; 1/3 внутреннего исходного диаметра бунта, а
центр дуги расположен на цилиндрической поверхности с диаметром, равным внутреннему исходному диаметру ; бунта.:
5 При этом механизм перемещения пр жимов выполнен в виде пневмоцилинд ра и связанного с ним двуплечего рычага.
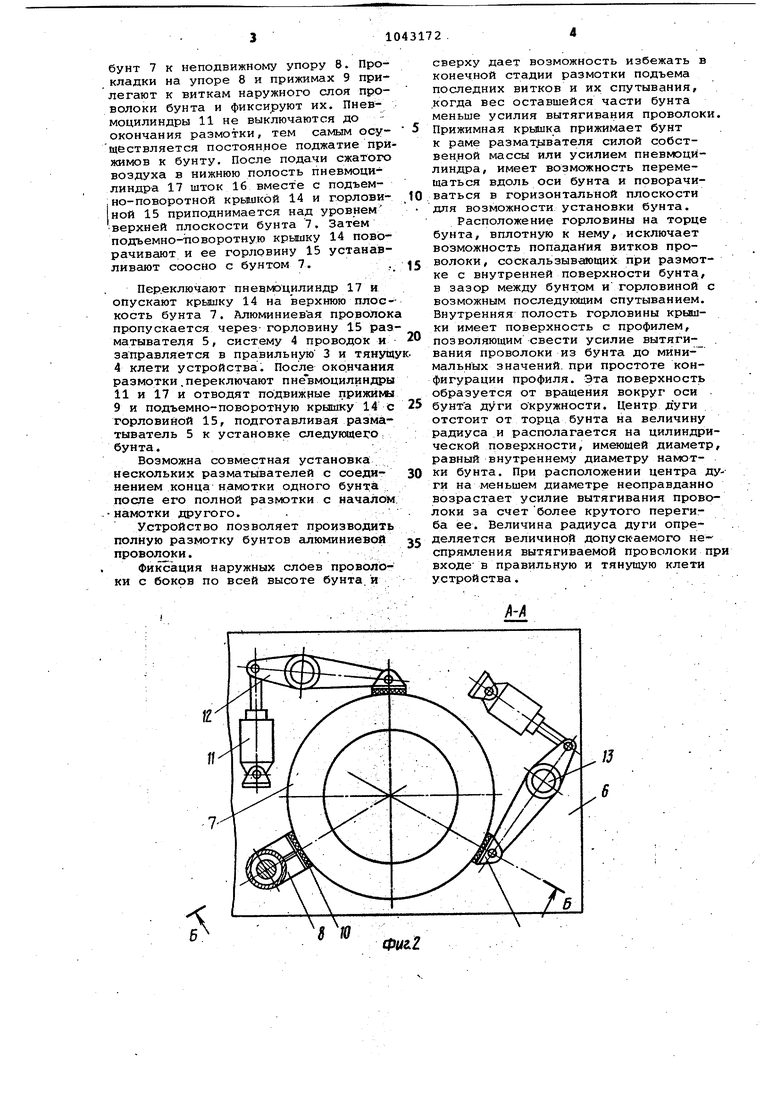
На фиг. 1 изображено устройство, ij общий вид; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез. Б-В на фиг. 2.
Устройство для подачи алюминиевой проволоки в сталеразливочный ковш 1 состоит из тянущей клети 2, 15 правильной клети 3, системы 4 проводок и разматывателя 5. Разматыватель 5 конструктивно представляет собой раму 6, на которой рас пbлaгaeтcя бунт 7 алюминиевой про20;вОлоки..Бунт 7 прижимается к непод.вижному упору 8 при помощи двух ;подвижных прижимов 9. На упоре 8 и прижимах 9. закреплены прокладки : 10 из эластичного материала. Нажати 25; подвижных прижимов 9 на бунт 7
, осуществляется при помощи пневмоцилиндров 11 через двуплечие рьгааги 12.. Рычаги 12 вращаются на стойках 13, закрепленных на раме.6. Для --. самоустановки подвижные прижимы 9 соединены с двуплечими рычагами 12 шарнирное Сверху на бунт 7 устанавливается прижимная кршика 14 с горловиной 15, имеющей отверстие специального профиля.
35 Прижимная крышка 14 смонтирована на штоке 16 пневмоцилиндра 17 и может перемещаться вдоль оси бунта 7 и поворачиваться вокруг штока 16. Пневмоцилиндр 17 неподвижно соедй40 нен с рамой б и упором 8.
Устройство работает следующим образом.
Прижимную крышку 14 разматыва;теля 5 с горловиной 15 отводят в 45 сторону, поворачивая ее вокруг што;ка 16. Бунт 7 устанавливается на раму 6. Включаются пневмоцилиндры 11 разматывателя 5 и их усилие чере двуплечие рычаги 12, поворачиваю1цие 50 на стойках 13, передается на подвижные прижимы 9, которые прижимают бунт 7 к неподвижному упору 8. Прокладки на упоре 8 и прижимах 9 прилегают к виткам наружного слоя проволоки бунта и фиксируют их. Пневмоцилиндры 11 не выключаются до окончания размотки, тем самым осуществляется постоянное поджатие при жимов к бунту. После подачи сжатого воздуха в нижнюю полость пневмоцилиндра 17 шток 16 вместе с подъемно-поворотной крышкой 14 и горловиной 15 приподнимается над уровнем верхней плоскости бунта 7. Затем подъемно-тюворотную крышку 14 поворачивают и ее горловину 15 устанавливают соосно с бунтом 7. , Пер.еключают пневмоцилиндр 17 и опускают крышку 14 на верхнюю плоскость бунта 7. Алюминиевая проволок пропускается через- горловину 15 раз матывателя 5, систему 4 проводок и заправляется в правильную 3 и тянущ 4 клети устройства. После окончания размотки .переключают пневмоцилиндры 11 и 17 и отводят подвижные прижИмы 9 и подъемно-поворотную крышку 14 с горловиной 15, подготавливая разматыватель 5 к установке следукяцего бунта. Возможна совместная установка нескольких разматывателей с соединением конца намотки одного бунта после его полной размотки с началом намотки другого. . Устройство позволяет производить полную размотку бунтов алюминиевой проволоки. Фиксация наружных слОев проволоки с боков по всей высоте бунта.и сверху дает возможность избежать в конечной стадии размотки подъема последних витков и их спутывания, когда вес оставшейся части бунта меньше усилия вытягивания проволоки. Прижимная крышка прижимает бунт к раме разматывателя силой собственной массы или усилием пневмоцилиндра, имеет возможность перемещаться вдоль оси бунта и поворачиваться в горизонтальной плоскости для возможности установки бунта. Расположение горловины на торце бунта, вплотную к нему, исключает возможность попадания витков проволоки, соскальзывающих при размотке с внутренней поверхности бунта, в зазор между бунтом и горловиной с возможным последующим спутыванием. Внутренняя полость горловины крьвшки имеет поверхность с профилем, позволяющим свести усилие вытягивания проволоки из бунта до мини- мальных значений, при простоте конфигурации профиля. Эта поверхность образуется от вращения вокруг оси . бунта дуги окружности. Центр дуги отстоит от торца бунта на величину радиуса и располагается на цилиндрической поверхности, имеющей диаметр, равный внутреннему диаметру намотки бунта. При расположении центра дуги на меньшем диаметре неоправданно возрастает усилие вытягивания проволоки за счет более крутого перегиба ее. Величина радиуса дуги определяется величиной допускаемого неспрямления вытягиваемой проволоки при входе в правильную и тянущую клети устройства.
;4
ю
Фи&З
