Предлагаемое изобретение относится к области металлургии, а именно к устройствам для ввода в жидкий металл алюминиевой и порошковой проволоки с целью его раскисления, легирования и удаления неметаллических включений.
Известно устройство для ввода проволоки в металл, содержащее бунтоприемник с разматывателем, направляющие и подающие (приводные и прижимные) ролики, расположенные на криволинейной направляющей с вертикальным направлением выхода проволоки /Авторское свидетельство №1613496 (СССР), кл. С21С 7/00, 24.01.89, опубл. 15.12.90, бюл. №46/. Известное устройство обеспечивает благоприятные условия разматывания и ввода проволоки в металл, однако характеризуется сложностью конструкции, большим количеством элементов, работающих в условиях запыленности и высоких температур, и, как следствие, необходимостью в постоянном трудоемком обслуживании.
В связи с этим в современных устройствах для ввода проволоки в жидкий металл применяются тянущие устройства (трайб-аппараты) с приводными и прижимными роликами, расположенные горизонтально и на удалении от расплава /Обработка жидкой стали кальцийсодержащей проволокой // Экспресс-информация ЦНИИТЭИтяжмаш. Серия 1. Выпуск 15. 1988, - 6 с./.
Из известных наиболее близким к предлагаемому по технической сущности и достигаемым результатам является трайб-аппарат, содержащий три пары приводных и прижимных роликов, а также механизм прижима роликов с независимыми силовыми цилиндрами и рычагами (для каждого ролика) / Каталог «Трайб-аппараты». Чепецкий механический завод. 2003-2004 гг. - С.10/.
К его недостаткам относится ограниченная надежность работы трайб-аппарата - отсутствие синхронизации работы цилиндров, неравномерность прижима роликов к подаваемой проволоке и, соответственно, опасность ее повреждения или проскальзывания проволоки относительно роликов.
Технический результат предлагаемого изобретения заключается в сокращении количества необходимых силовых цилиндров, в обеспечении синхронизации их работы и равномерного прижима роликов к проволоке, что способствует повышению надежности конструкции и повышает стабильность подачи проволоки.
Технический результат достигается тем, что в трайб-аппарате для ввода проволоки в жидкий металл, содержащем корпус, три приводных ролика и три прижимных ролика с механизмами вращения и прижима, механизм прижима выполнен в виде двух силовых цилиндров и траверсы, подвижной относительно вертикальной направляющей и шарнирно соединенной с двумя балансирами, при этом каждый из силовых цилиндров шарнирно соединен с балансиром в средней части и с корпусом, средний прижимной ролик установлен на траверсе, а крайние ролики - на свободных концах балансиров.
Шарнирное соединение каждого силового цилиндра с балансиром выполнено с возможностью регулирования положения относительно балансира.
Прижимные ролики с механизмом прижима могут быть расположены сверху или снизу относительно направления подачи проволоки.
Балансиры и траверса снабжены регулируемыми по высоте упорными винтами, взаимодействующими с упорами, расположенными на корпусе.
Траверса выполнена с цилиндрическим хвостовиком, взаимодействующим с направляющей, которая выполнена в виде линейного подшипника скольжения с антифрикционным вкладышем или двух линейных подшипников скольжения с антифрикционными вкладышами из графита.
Выполнение механизма прижима в виде траверсы, подвижной относительно вертикальной направляющей и шарнирно соединенной с двумя балансирами, а также двух силовых цилиндров, шарнирно соединенных с балансирами в средней части и с корпусом, и установка среднего прижимного ролика на траверсе, а крайних роликов - на свободных концах балансиров позволяют сократить количество цилиндров и обеспечить синхронизацию их работы, способствуют более равномерному распределению нагрузки на проволоку, предотвращению ее сминания и повышению надежности вне зависимости от типа, качества и сечения подаваемой проволоки.
Подвижное шарнирное соединение балансира и силового цилиндра обеспечивает возможность точной регулировки нагрузки на проволоку и обеспечивает одинаковую величину усилия прижатия роликов.
Наличие упоров регулирует индивидуальный ход каждого прижимного ролика и предотвращает сминание порошковой проволоки в случае наличия пустот в ней.
Сущность предлагаемого изобретения поясняется примером его конкретного выполнения со ссылками на прилагаемые рисунки, на которых показаны:
- на фиг.1 - общий вид трайб-аппарата,
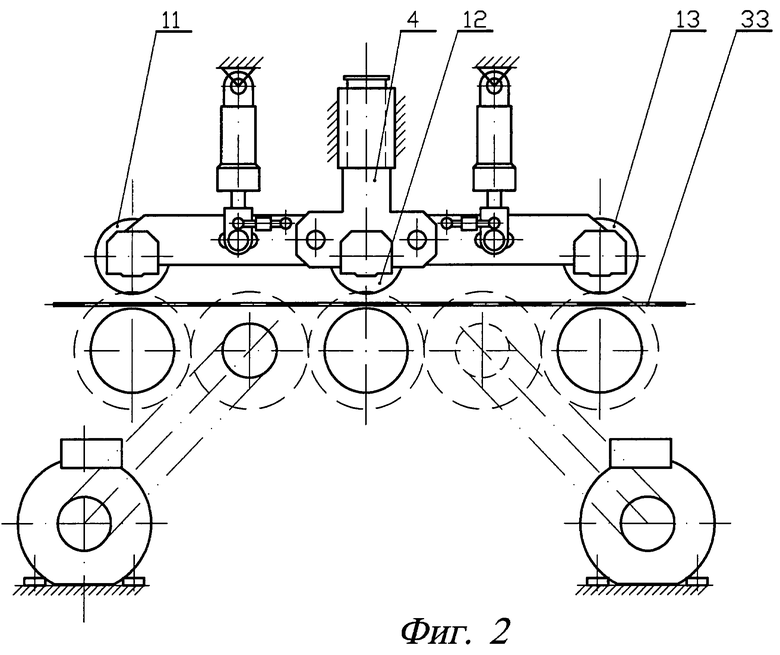
- на фиг.2 - трайб-аппарат с верхним расположением прижимных роликов,
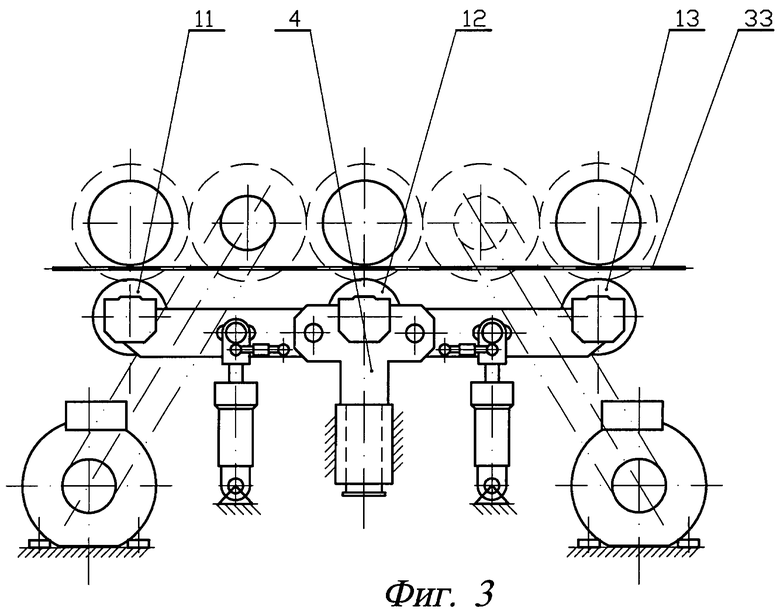
- на фиг.3 - трайб-аппарат с нижним расположением прижимных роликов,
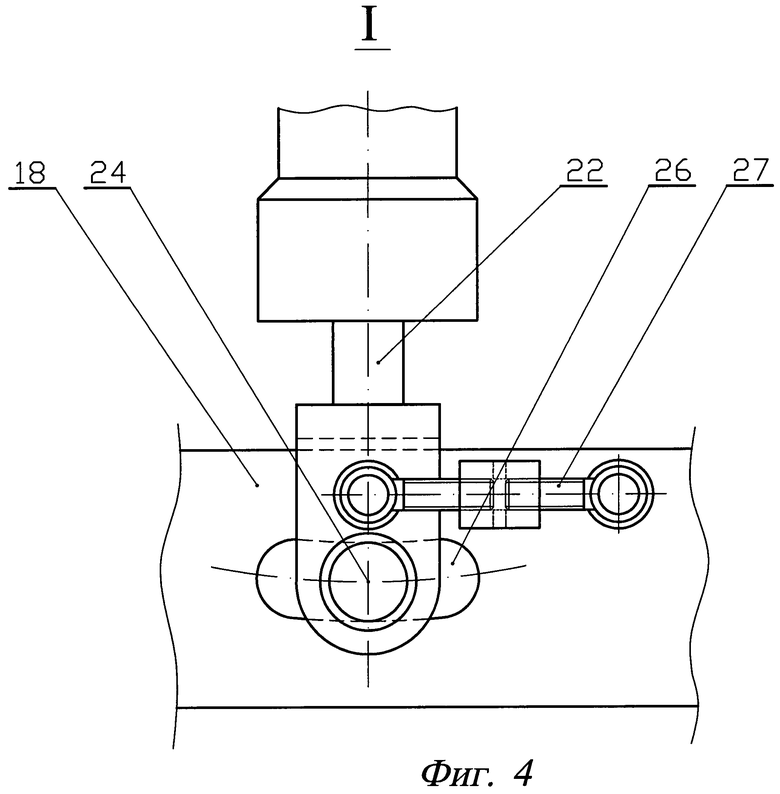
- на фиг.4 - балансир механизма прижима с прорезью для перемещения и фиксации штока гидроцилиндра,
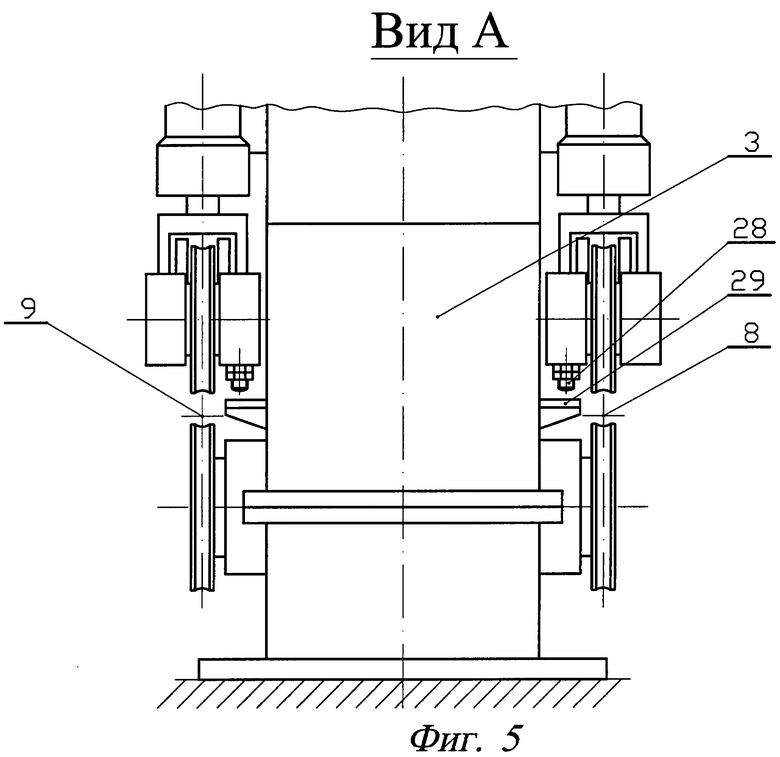
- на фиг.5 - регулируемый по высоте упор,
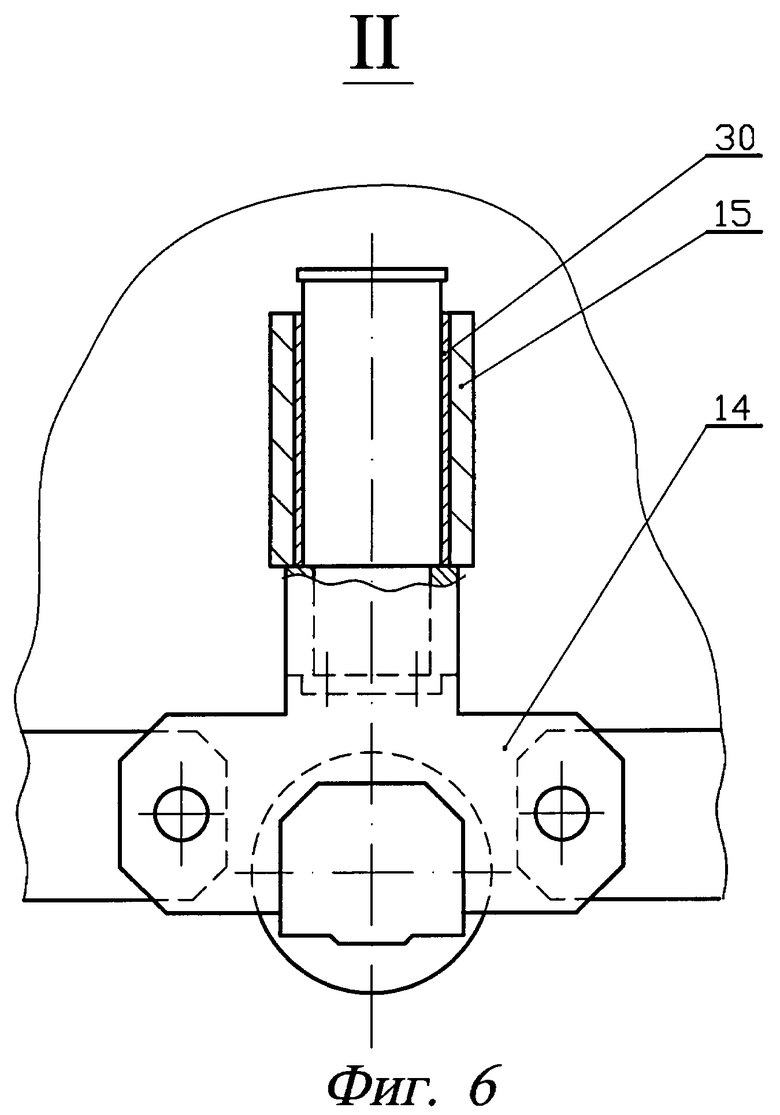
- на фиг.6 - вертикальная часть направляющей, выполненная в виде подшипника скольжения,
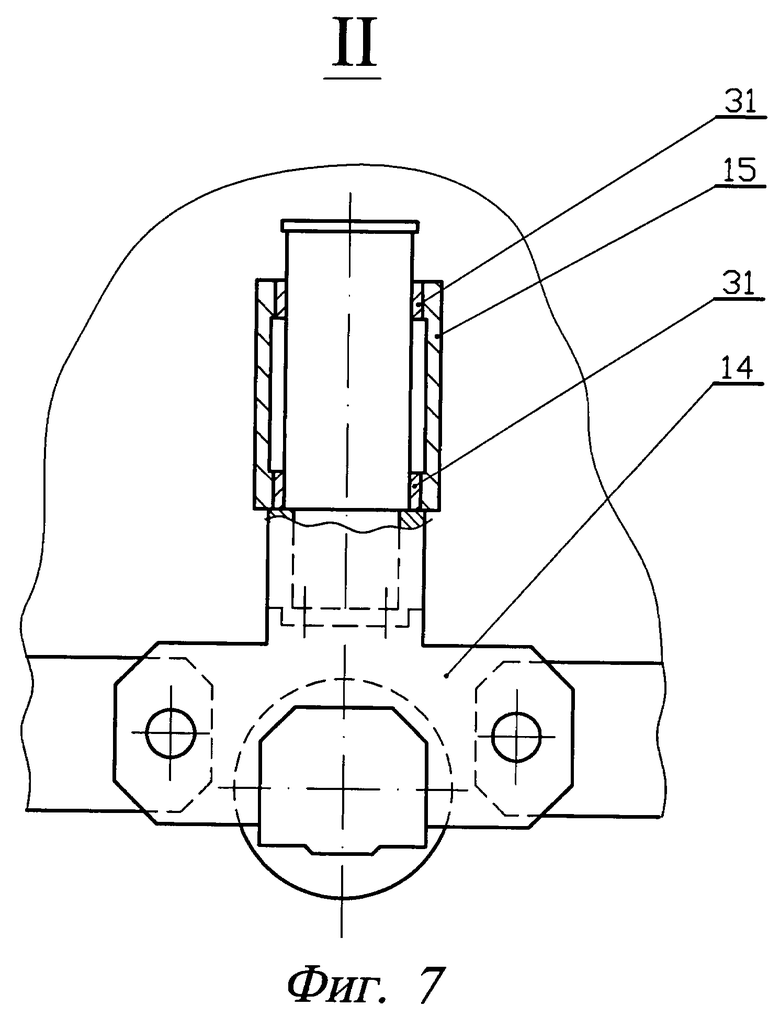
- на фиг.7 вертикальная часть направляющей, выполненная в виде двух подшипников скольжения,
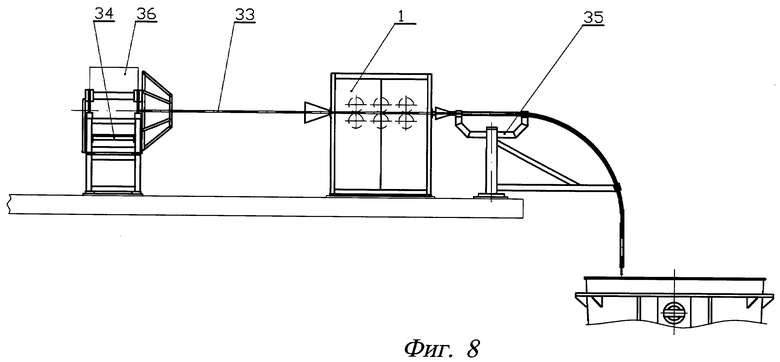
- на фиг.8 - общий вид устройства для подачи проволоки в сталеразливочный ковш.
Трайб-аппарат 1 представляет собой корпус 2, в котором смонтированы механизм вращения 3, механизм прижима 4, гидропривод 5 и два электродвигателя 6.
Механизм вращения 3 выполнен двухручьевым, с тремя приводными роликами 7 на каждый ручей 8, 9, которые могут работать независимо друг от друга с различными скоростями и усилиями прижима проволоки. Привод каждого ручья осуществляется от электродвигателя через цепную передачу 10. Три прижимных ролика 11, 12, 13 каждого ручья прижимаются к проволоке с помощью механизма прижима 4, выполненного в виде траверсы 14, установленной с возможностью перемещения относительно вертикальной направляющей 15 и соединенной посредством шарниров 16, 17 с балансирами 18, 19, а также двух гидроцилиндров 20, 21 со штоками 22, 23, соединенными посредством шарниров 24, 25 с балансирами 18, 19. Средний прижимной ролик 12 установлен в нижней части траверсы 14, крайние прижимные ролики 11, 13 - на свободных концах балансиров 18, 19.
Прижимные ролики 11, 12, 13 с механизмом прижима 4 могут быть расположены по отношению к направлению вытягивания проволоки как сверху (фиг.2), так и снизу (фиг.3).
Шарниры 24, 25 могут быть выполнены с возможностью перемещения вдоль балансиров 18, 19 по прорезям 26 и фиксации посредством регулировочных винтов 27 (фиг.4).
Балансиры 18, 19 и траверса 14 каждого ручья 8, 9 снабжены регулируемыми по высоте упорными винтами 28. Упорные винты в крайнем положении взаимодействуют с упорами 29, которые закреплены на корпусе 2 (фиг.5).
Вертикальная часть направляющей, по которой перемещается цилиндрическая часть траверсы 14 направляющей 15, может быть выполнена в виде линейного подшипника скольжения 30 (фиг.6), либо двух линейных подшипников скольжения 31, отстоящих друг от друга (фиг.7).
Вращение приводных роликов 7 каждого ручья осуществляется с помощью цепной передачи 10 и зубчатой раздаточной передачи 32, расположенной внутри шестеренной клети 3.
Гидравлический привод имеет широкий диапазон регулирования величины рабочего давления в зависимости от типа и размеров проволоки 33.
В состав оборудования для подачи в сталеразливочный ковш проволоки помимо трайб-аппарата 1 входят два бунтоприемника 34 и направляющая проводка 35 (рис.8).
Устройство для подачи проволоки работает следующим образом. Бунты проволоки 36 с помощью крана подают на площадку трайб-аппарата 1 и устанавливаются в бунтоприемники 34, где освобождаются от упаковки. Внутренний конец проволоки бунта распрямляется и заправляется через направляющую корзину в трайб-аппарат 1.
Бунтоприемник 34 представляет собой металлоконструкцию, на которой устанавливается и фиксируется бунт проволоки 36, а также осуществляется размотка проволоки с внутренней стороны бунта.
После запуска гидропривода верхние неприводные ролики с помощью механизма прижима 4 прижимают проволоку 33 к нижним роликам. Запускается электропривод, и трайб-аппарат 1 через направляющую проводку 35 выдает в ковш заданное количество проволоки с требуемой скоростью.
Направляющая проводка 35, выполненная в виде изогнутой трубы, обеспечивает вертикальный ввод проволоки 33 в расплавленный металл.
Разница в величине усилий, создаваемых прижимными роликами, механизма прижима трайб-аппарата компенсируется благодаря соединению двух балансиров посредством траверсы, что способствует обеспечению стабильности подачи проволоки за счет постоянного и равномерного прижатия всех трех прижимных роликов к проволоке независимо от качества, размеров и типа проволоки.
Конструкция трайб-аппарата обеспечивает возможность точной настройки механизма прижима роликов путем регулировки положения шарниров, соединяющих штоки гидроцилиндров с балансирами.
Таким образом, применение предлагаемого трайб-аппарата способствует стабилизации технологического процесса обработки металла алюминиевой и порошковой проволокой, повышению надежности и долговечности трайб-аппарата, повышению ремонтопригодности и упрощению его обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВОЙ ТРАЙБ-АППАРАТ ДЛЯ ПОДАЧИ АЛЮМИНИЕВОЙ И ПОРОШКОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2495137C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| Тянуще-задающее устройство для транспортирования сортового проката и проволоки | 1989 |
|
SU1620169A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Намоточное устройство | 1977 |
|
SU774667A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1989 |
|
SU1613496A1 |
Изобретение относится к области металлургии, а именно к устройствам для ввода в жидкий металл алюминиевой и порошковой проволоки. Устройство содержит корпус, три приводных и три прижимных ролика с механизмами вращения и прижима. Механизм прижима выполнен в виде двух силовых цилиндров и траверсы, подвижной относительно вертикальной направляющей и шарнирно соединенной с двумя балансирами. Каждый силовой цилиндр шарнирно соединен с корпусом и с балансиром в средней части. Средний прижимной ролик установлен на траверсе, а крайние прижимные ролики - на свободных концах балансиров. Использование изобретения обеспечивает синхронизацию работы силовых цилиндров и равномерный прижим роликов к алюминиевой и порошковой проволоке. 5 з.п. ф-лы, 8 ил.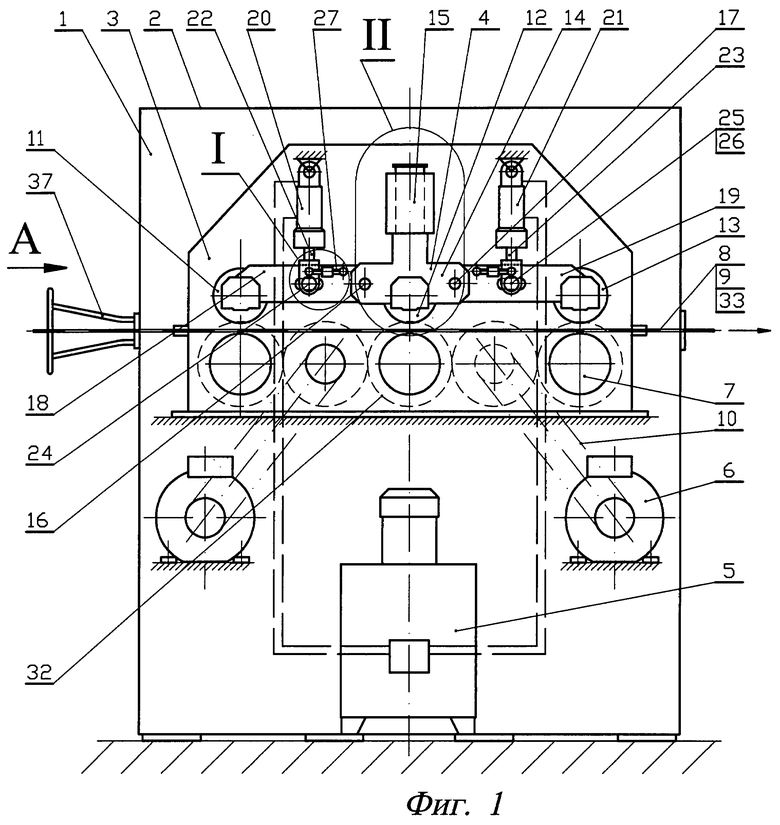
1. Трайб-аппарат для ввода проволоки в жидкий металл, содержащий корпус, три приводных и три прижимных ролика с механизмами вращения и прижима, отличающийся тем, что механизм прижима выполнен в виде двух силовых цилиндров и траверсы, подвижной относительно вертикальной направляющей и шарнирно соединенной с двумя балансирами, при этом каждый силовой цилиндр шарнирно соединен с корпусом и с балансиром в средней части, средний прижимной ролик установлен на траверсе, а крайние прижимные ролики - на свободных концах балансиров.
2. Трайб-аппарат по п.1, отличающийся тем, что шарнирное соединение каждого силового цилиндра с балансиром выполнено с возможностью регулирования положения относительно балансира.
3. Трайб-аппарат по п.1, отличающийся тем, что прижимные ролики с механизмом прижима расположены снизу относительно направления подачи проволоки.
4. Трайб-аппарат по п.1, отличающийся тем, что балансиры и траверса снабжены регулируемыми по высоте упорными винтами, взаимодействующими с упорами, стационарно расположенными на корпусе.
5. Трайб-аппарат по п.1, отличающийся тем, что траверса снабжена цилиндрическим хвостовиком, взаимодействующим с вертикальной направляющей, которая выполнена в виде линейного подшипника скольжения с антифрикционным вкладышем из графита.
6. Трайб-аппарат по п.1, отличающийся тем, что траверса снабжена цилиндрическим хвостовиком, взаимодействующим с вертикальной направляющей, выполненной в виде двух отстоящих друг от друга линейных подшипников скольжения с антифрикционными вкладышами из графита.
| Оборудование для внепечной обработки жидкого металла // Каталог «Трайб-аппараты» | |||
| - ОАО Чепецкий механический завод, 2003-2004, с.10 | |||
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2000 |
|
RU2175676C2 |
| Пружинящее колесо для повозок | 1931 |
|
SU26557A1 |
| US 4134196 А, 16.01.1979 | |||
| Устройство для измерения степени заряженности герметичного щелочного аккумулятора | 1974 |
|
SU489167A1 |

