&0
со о
Изобретение относится к черной металлургии, а именно к раскислению стали в ковше.
Известно устройство для автоматического ввода алюминия в сталеразливочный ковш, содержащее подающий барабан и тянущие ролики, за которыми расположен металлический патрубок, и .безынерционное звено разматывания .проволоки, реле времени и исполнительный электромагнит.
Однако это устройство не обеспечивает равномерного разматывания алюминиевой проволоки с барабана, не обеспечивается точность дозирования.
Наиболее близким- к предлагаемому по технической сущности и достигаемому эффекту является устройство для ввода алюминиевой .проволоки в сталеразливочный ковш, содержащее бунты проволоки, размещенные под разматывающим устройством, подвижно установленньй комплект подающих роликов, , комплект неподвижных роликов.
Недостатками этого устройства являются возможность петлеобразования, неконтролируемое отклонение от оси размотки и опасность отрыва проволоки.
Цель изобретения - механизация процесса запра вки в подающие ролики, повышение надежности. ; Поставленная цель достигается тем, что устройство для ввода алюминиевой проволоки в сталеплавильный ковш, содержащее бунт проволоки, подвижно установленный комплект подающих роликов, комплект неподвижных роликов, снабжено подковообразно направляющей неподвижных роликов, установленной.с возможностью осевого сопряжения направления размотки с направлением подачи проволоки в ковш и. задающими роликами, установленными по оси бунта с возможностью вертика льного и возвратно-поступательного встречного перемещения.
.Устройство снабжено ограничительнь 1и кольцами, установленными подвижно в вертикальной направлении между бунтом и задающими роликами.- :
Подковообразная направляющая неподвижных роликов, выполнена в форме дуги окружности с центральным углом 160-180.
На фиг. 1 изображено устройство, общий вид; на фиг. вид А на
фиг. 1 ; на фиг. 3 - вид Б на фиг. 1; на фиг. А - разрез В-В на фиг. 1.
Устройство состоит из комплекта подвижных роликов 1, установленного на каретке 2 с подающими роликами 3, бунта 4, подковообразной направляющей 5 неподвижных роликов, плавно сопряженной с направлением размотки осью 6 бунта и направлением подачи 7 проволоки в ковш 8, снабженной задаюшими р.оликами 9, установленными по оси 6 бунта 4 на приводной каретке
10, опирающейся на направляющую 11, ось которой параллельна оси 6 бун- та 4, причем приводная каретка 10 с задающими роликами 9 последовательно телескопическими звеньями12 и 13 связана с дополнительными каретками 14 и 15, на которых установлены ограничительные кольца 16 и 17
так, что ось с бунта 4 совпадает с осью колец 16 и 17, каретки 14 и 15 опираются на направляющую 11.
Подающие 3 и задающие 9 ролики установлены на валах промежуточных редукторов 18 и 19, которые с одной стороны попарно связаны с пневмоцилиндрами 20 и 21 управления, с другой стороны шарнирно опираются
на приводные валы редуктора 22 и 23.
1 .
Со стороны задающих роликов 9 в неподвижную подковообразную направ- : ляющую 5 встроен мерительньй ролик 24, контактирующий с нажимным роликом 25, .управляемым пневмоцйлиндром 26. Направляющая сопряжена с задающими роликами направляющей трубой 27. По внутреннему радиусу подковообразной направляющей 5 установлены холостые ролики 28.
Каретки 2 и 10 сопряжены с индивидуальными канатными приводами 29 и 30, а направляющая 11 снабжена упорами 31.
Устройство работает следующим образом.. .
После установки бунта 4 в позицию размотки каретка 10 отпускается по направляющей 11 в крайнее нижнее положение. Каретка 2 находится в верхнем цоложении, подающие ролики 3, задающие ролики 9 за счет отклонения промежуточных редукторов 23 на валах приводных редукторов соответственно пневмоцилиндрами 20 и 21 разведены, а нажимной ролик 25 пневмоцйлиндром 26 отведен от мерительного ролика 24.
В крайнем нижнем положении каретк 15 опирается на упоры 31 направляюще 11, каретка 14 на каретку 15, а каретка 10 - на каретку 14. При этом телескопическое звено 12, связанное с каретками 10 и 14, концентрически нанизывается на звено 13, связанное с каретками 14 и 15. Это происходит за счет последовательного упора звен 12 в каретку и перемещения каретки 1 относительно звена 12. Конец проволоки внутреннего витка бунта 4 продевается в кольца 16 и 17, заводится между задающими роликами 9 и зажимается ими за счет встречного качательного движения промежуточных редукторов 18 от пневмоцилиндров 21.
Каретка 10, удерживая задающими роликами 9 конец проволоки канатным приводом 29, поднимается в верхнее положение каретки 10, дополнительные каретки 14 и 15 устанавливаются по высоте направляющей 11 в соответстви с длиной телескопических звеньев 12. и 13. При этом направляющая труба 27 сопрягается с подковообразной направляющей 5. Вращением задающих роликов 9 конец проволоки проталкивается по направляющей трубе 27 в зазор между мерительным 24 и нажимным 25 роликами, далее в подковообразную направляющую 5. Огибая ее криволинейный профиль, конец проволоки проходит между разведенными подающими роликами 3, которые встречны качательным движением промежуточных редукторов 19 от пневмоципиндра 20 зажимают конец проволоки, нажимной эолик 25 прижимает проволоку к . мерительному ролику 24, а задающие ролики 9 разводятся.
Каретка 2 опускатся приводом 30 в нижнее рабочее положение, протягивая проволоку через подковообразную направляющую 5, продолжая вытягивать внутренние витки бунта. Холостые ролики 28 при этом снижают усилие протягивания проволоки через проводку за счет исключения трения скольжения.
Вращением подающих роликов 3 от приводного редуктора 23с выбранной в пределах 3-8 м/с скорбстью проволока подается в сталеразливочный ковш 8.
Плавное сопряжение подковообразной направляющей 5 с направлениями размотки и подачи 7 обеспечивает надежность механизированной задачи конца проволоки в подающие ролики 3 при проходе им точек - перехода от прямой к кривой и от кривой к прямой
Выполнение крив.олинейной части подковообразной направляющей 5 в виде дуги-окружности пре.следует :ту же цель, так как в этом случае снижается сопротивление проталкива- :ншо проволоки. С этой точки зрения целесообразньй центральный угол дуги составляет 180 . Максимальный угол наклона направления подачи 7 проволоки к оси ковша 8 не должен превьшать 20 , в противном случае проволока, не достигнув дна, под действием ферростатического давления всплывает к поверхности расплава, снижая коэффициент усвоения алюминия. Таким образом, технологически рациональньй центральный угол дуги окружности кривой подковообразной проводки составляет 160-180°.
Отклонение проволоки в процессе размотки от оси размотки оси бунта ограничивается кольцами 16 и 17, формирующими симметричный конус размотки с допустимой стрелой протиба проволоки в горизонтальной плоскости что снижает вероятность захлестывания выходящих из бунта витков проволоки, повышает надежность размотки
Поеле.задачи заданной дозы алюминия, контролируемой мерительным роликом 24, задающие ролики 9 сводятся, подающие 3 - разводятся, нажимной ролик 25 отводится в нерабочее положение. Вращением задающих роликов 9 в сторону, обратную направлению задачи проволока вытягивается из подковообразной направляющей 5. Одновременно каретка 2 с такой же скоростью возвращается в крайнее верхнее положени В верхнем положении каретки 2 подающие ролики сводятся, а задающие разводятся. Экономический эффект достигается за счет снижения потерь проволоки при петлеобразовании и обрывах. 7//////////////// Фиг. /
В ид А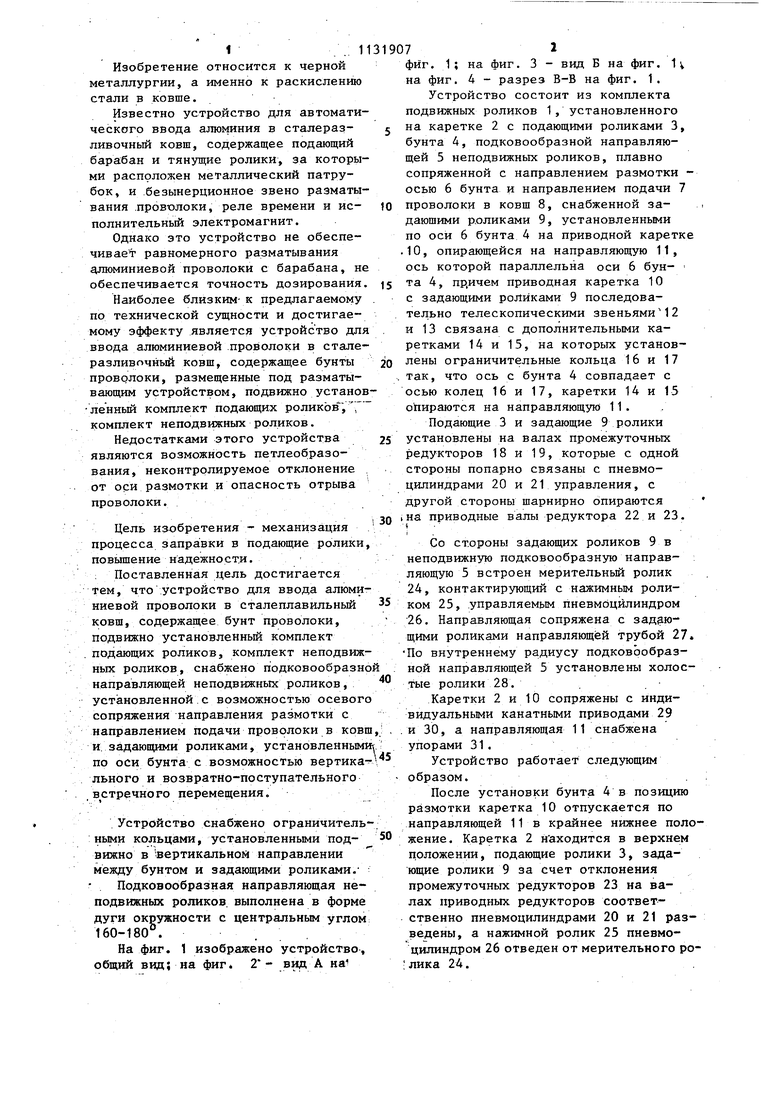

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода алюминиевой проволоки в расплавленный металл | 1985 |
|
SU1294840A1 |
| Устройство для ввода алюминиевой проволоки в расплавленный металл | 1985 |
|
SU1285015A1 |
| СПОСОБ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2293767C2 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1982 |
|
SU1043172A1 |
| УСТАНОВКА ДЛЯ ВВОДА ПРОВОЛОКИ В ЖИДКИЙ МЕТАЛЛ | 2002 |
|
RU2238982C2 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1987 |
|
SU1420033A1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1989 |
|
SU1613496A1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| ТРАЙБ-АППАРАТ | 2011 |
|
RU2462515C1 |
| Устройство для ввода алюминиевой проволоки в сталеразливочный ковш | 1980 |
|
SU899242A1 |



1. УСТРОЙСТВО ЛЛЯ ВВОДА АЛЮМИНИЕВОЙ ПРОВОЛОКИ В СТАЛЕРАЗ- . ЛИВОЧНЫЙ КОВШ, содержащее бунт проволоки, подвижно установленный комплект подающих роликов, комплект неподвижных роликов, отличающееся тем, 1то, с целью механизации процесса заправки в йодающие ролики, повышения надежности, оно снабжено подковообразной « ; ,-.I направляющей неподвижных роликов, установленной с возможностью осево.го сопряжения направленияразмотки с направлением подачи проволоки в ковш, и задающими роликами, установленными по оси бунта с возможностью вертикального и возвратно-поступатнльного встречного перемещения. 2.Устройство по п. 1, о т л ичающееся тем, что оно снабжено ограничительными кольцами, установленными подвижно в вертикальном направлений между бунтом и задающими роликами. 3.Устройство по п. 1, о т л ичающееся тем, что подковообi разная направляющая неподвижньос ролиКО9 выполнена в форме дуги окружности с центральным углом 160-180 .
В ид Б
Фиг.З
о. .2/
