. .Изобретение относится к измеритепьной технике, а именно к средствам цпя контроля среднего циаметра резьбы иэ цепий в машиностроении. Известно устройство цпя контроля среднего оиаметра наружной резьбы, содержащее основание, упор с базовой поверкностью, неподвижные и подвижный измерительные наконечники, оси которых Параплепьны между собой и распо пожены от базовой поверхности на раостоянии, выбранном равным половине диаметра контролируемой резьбы,и измеритель, контактирующий с подвижными наконечниками fl J. В известных устройствах контропируэ мс№ резьбовое изделие устанавливается на базовую поверхность упора так, чтобы измерительные наконечники вошли в соответствующие впацины резьбы. При контроле изцеггай, сшаметр которых имее значительную величину и в несколько ра превышает дпину изделия, возникают трудности при введении наконечников в .резьбу вследствие возможно1-о перекоса. изделия при контроле. Эт снижает проиэвояигельность контроля. Цепью изобретения является повышени производительности контроля изделий, циаметр которых в несколько раз превышает длину.. Пепь достигается тем что устройство цля контроля среднего диаметра наружно резьбы, соцержащеё основание, упор с базовой пов хностью, неподвижные и по вижный измерительные наконечники, оси которых параллельны между собой и расположены от базовой поверхности на. расстояшга, выбранном )равным половине оваметра контролируемой резьбы, и измеритель , контактирующий с подвиж яым наконечником, снабжено расположен ыыми на упоре,образующими паз для размешенвн контролируемого изделия, цвумя планками, боковые поверхности которых параллельны осям нзмернтель 1ых наконечников и перпенцвкупярны к базовой поверхности, а упор установлен с ..возможностью перемещения перпенцв купярно к осям измерительных наконечн ков. На фиг. 1 изображено устройство цгш контроля среднего диа {етра наружной резьбы; на фиг. 2 вид А на фиг. 1 Устройство содержит основание 1 с упором 2, на котором -выполнена базовая поверхность 3 для установки контролирую-, мого изделия 4. На основании установлю- i ны два неподвижных 5 и 6 и подвижный 7 измерительные наконечники, оси которых параллельны между собой и расположены от базовой поверхности 3 на paccTOstНИИ, выбранньтм равным половине диaмe - . ра контролируемого изделия 4. Сподвижным измерительным наконечником 7 контактирует измеритель .8. На упоре 2 расположены цве планки 9 и 10, боковые поверхности 11 и 12 которых параллельны осям измерительных наконечников и перпендикулярны к базовой поверхности 3. Боковые поверхности 11 и 12 образуют паз для. размещения контролируемого изделия 4. Упор 2 установлен на основании 1 с возможностью перемещения в направляющих.. ГЗ в направлении, перпендикулярном измери-Г теяьных наконечников 5-7. Устройство работает следующим о6.разом. Упор 2, перемещая в направляющих 13, устанавливают так, чтобы паз, образованный .планками 9 и Ю, располагался в зоне измерительных наконечников 5 - 7. В паз до ограничения в базовую поверхность 3 закладывают резьбовой эталон, выполненный в соответствии с контрояИч руёмым изделием 4 При этом измерительные .наконечники входят во впадины контролируемой резьбы. Благодаря тому, что резьбовой эталон помещается в пазу, он устанавливается на измерительной позиции без перекоса, а благодаря подвижности .--упора 2 в направляющую 13 в направпентга, перпенцшсулярном к осям измерительных HBKOHefHHHKOB, искпючаеть. ся возможность неправильного попацанвя измерительных наконечников во вп дины резьйы. Производят настройку иэмеритепя 8. После настройки вместо резьбового эталона в устройство помешают контролируемое издетгае 4 и/по измерителю 8 производят отсчет значения сфецнего циаметра резьбы. Таким образом, преапагаемое устройство позволяет icTpo и правильно устбн. новеть ксштропируемое вздепве, что повышает производительность контропя.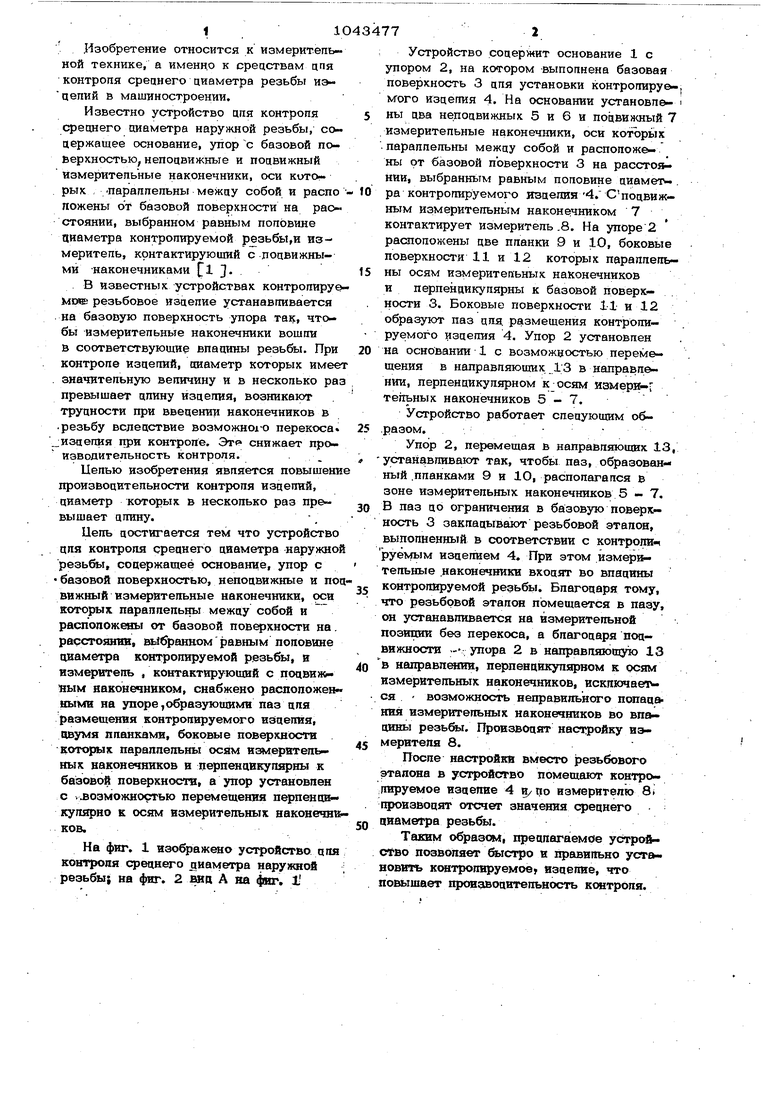
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля среднего диаметра наружной резьбы | 1984 |
|
SU1236309A1 |
| Устройство для контроля среднего диаметра резьб | 1987 |
|
SU1493859A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| Устройство для контроля пересечения осей деталей | 1989 |
|
SU1702163A1 |
| Устройство для измерения неперпендикулярности оси отверстия к торцу | 1988 |
|
SU1629742A1 |
| Электроконтактный способ Б.П.Фридмана измерения толщины стенок полых электропроводящих изделий и устройство для его осуществления | 1989 |
|
SU1755037A1 |
| ДЕФОРМОМЕТР ДЛЯ КОНТРОЛЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ В БЛОЧНЫХ СТРУКТУРАХ ГЕОСФЕРЫ | 2006 |
|
RU2305186C1 |
| Пневматический калибр для контроля собственно среднего диаметра резьбы | 1969 |
|
SU341345A1 |
| Устройство для измерения резьбовых изделий | 1982 |
|
SU1078235A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБЫ | 1969 |
|
SU241025A1 |

УСТРОЙСТВО ДЛЯ КОНТРО-; ЛЯ СРЕДНЕГО ДИАМЕТРА НАРУЖНОЙ РЕЗЬБЫ,соцержащее основание, упор р базовой поверкностью непоцвияшые и подвижный измеритепьные наксжечники, оси которых параппепьнь межцу собой и распопожены от базовой пойеркности на расстоянии, выбранном равным попрв№не диаметра контролируемой резьбы, и измеритель, контактирующий с подвижным наконечником, о т л и ч а - ю щ е е с я тем, что, с целью по- вьтшення производительности контроля изцегаий, диаметр которых в -. несколько, раз превышает цпину, оно снабжено рао Положенными на упоре, образующими паз цпя размещения контропируемйго изцепия,, цвумя п панками, боковые поверхности; которых параппепьны осям измеритепьнь1х наконечников и перпенаикуяярны к базовой поверхности, а упор установлен с возможностью перемещения перпенцв i кулярно к осям измерительных наконечни (Л ков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматизация и механизация срецств контроля в машиностроении | |||
| Справочное пособие | |||
| М., Машгиз, 1962, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| .фиг | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
