I . Изобретение относится к способу пайки породоразрушающего инструмента оснащенного твердосплавными вставками, который применяется при бурен шпуров станками ударно-поворотного и ударно-вращательного действия. . Известен способ пайки твердоплавных вставок к корпусу буровой коронки, включающий предварительное креп ление твердосплавных вставок к корпусу коронок, нагревание корпуса перед пайкой до температуры плавления припоя с последующей пайкой пог.ружением в расплав припоя и флюса. При методе пайкой погружением предварительное крепление твердосплавных вставок в гнездах корпуса коронки осуществляют путем пластической деформации корпуса - зачеканкой. При этом в корпусе гнезда под твердосплавные вставки выполняют несколько глубже, чем это трубуется и торцовую часть корпуса коронки деформируют, закрепляя вставки. Однако такая операция имеет следующие недостатки. Твердосплавная вставка часто перекашивается в пазу корпуса, что ведет к уменьшению срока службы коронки; в большинстве случаев имеет место неравномерный зазор между вставкой и стенками гнез да корпуса, что ведет к образованию .некачественного шва; в зоне зачеканки в твердом сплаве возникают трещины, что также ведет к уменьшению надежности коронки; после пайки требуется дополнительная операция по удалению технологического припуска, необходимого, для зачеканки. Эта операция, осуществляемая методом сухой заточки, является весьма дорогостоящей, практически на поддается автоматизации и приводит к виброболезни селикозу персонала,проводящего эту операцию. Известен способ пайки твердосплав ных вставок к корпусу инструмента, включающий предварительную прихватку к корпусу электроконтактной сваркой вставок по их опорным выступам и нагревание корпуса перед пайкой до температуры припоя. Указанный способ позволяет осуществлять пайку погружением, не требует применения операции зачеканки, но обладает рядом недостатков при пайке цилиндрических вставок в корпу се буровых коронок. 3 При пайке погружением требуется выдерживать минимальные зазоры между корпусом и вставкой (0,05-0,15 мм) , в противном случае припой будет вытекать из гнезда коронки, в которую промещают цилиндрическую вставку, из-за уменьшения капиллярньк сил, удерживающих припой. Однако при применении электроконтактной сварки возможен электрический контакт не между корпусом и опорными выступами твердосплавных вставок (которые предусмотрены для предохранения твердосцлавных вставок от трещинообразования), а ввиду минимальных зазоров между корпусом и вставкой по боковой поверхности цилиндрической вставки. Это ведет к образованию трещин, что препятствует применению этого способа для пайки цилиндрических вставок. Целью изобретения является исключение образования трещин в твердом сплаве и обеспечение минимальных зазоров между корпусом и вставкой при пайке цилиндрических вставок методом погружения. Цель достигается тем, что в способе пайки погружением в расплавленный припой твердосплавных вставок к корпусу буровой коронки, включающем предварительную прихватку к корпусу электроконтактной сваркой вставок по их опорным поверхностям и нагревание корпуса до температуры плавления припоя, перед прихваткой вставок к корпусу их цилиндрические поверхности покрывают электроизоляционной пленкой из материала, обладающего температурой возгонки ниже температуры плавления припоя. Пример выполнения способа поясняется чертежом. Твердосплавная вставка 1 имеет опорные выступы 2.. Перед пайкой боковую поверхность цилиндрических вставок покрывают электроизоляционной пленкой 3 из материала, .обладающего температурой возгонки ниже температуры плавления припоя, Б качестве материала пленки может быть применен щелочный лак, имеющий температуру возгонки 500бОО С. Цилиндрическую вставку вставляют в гнездо 4 корпуса коронки 5 и центрируют любым способом. Затем производят прихватку твердосплавной встав3 1043933 А
ки к корпусу. Режим сварки подбираютчто ведет к повышению стойкости твертаким, чтобы прихватка проводилась ./дого сплава , так как электрический
только по опорным выступам. Произ контакт происходит между опорными
водят нагревание коронки до темпера-выступами и корпусом буровой коронки
туры припоя.5 позволяет обеспечить минимальный
Например, при применении припоязазор между корпусом и вставкой, что
Л-63 коронку нагревают до температу-ведет к повьшенинх качества паяного
ры . При нагревании коронкишва, так как электроизоляционная
происходит возгонка электроизоляци-пленка предохраняет от контакта бокоонной пленки. Затем производят пайку10 вой поверхности твердосплавной вставпогружением.ки с корпусом . Это позволяет
Данный способ позволяет исключитьповысить качество паяного шва и
образование трещин в твердом сплаве,стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| Коронка для ударно-вращательного бурения скважин | 1982 |
|
SU1055847A1 |
| БУРОВАЯ КОРОНКА | 1992 |
|
RU2080447C1 |
| СПОСОБ КРЕПЛЕНИЯ ВСТАВОК ИЗ КАРБИДА ВОЛЬФРАМА НА ПОДЛОЖКЕ КОЛОННЫХ ЦЕНТРАТОРОВ | 2016 |
|
RU2643397C2 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Способ армирования породоразрушающего инструмента твердосплавными вставками | 1975 |
|
SU898035A1 |
| Буровая коронка | 1980 |
|
SU899827A1 |
| Способ крепления штыревых твердо-сплавных вставок в породоразрушающем инструменте | 1982 |
|
SU1016472A1 |
| БУРОВАЯ КОРОНКА | 2010 |
|
RU2443847C1 |
СПОСОБ ПАЙКИ ПОГРУЖЕНИЕМ В РАСПЛАВЛЕННЫЙ ПРИПОЙ ТВЕРДОСПЛАВНЫХ ВСТАВОК К КОРПУСУ БУРОВОЙ КОРОНКИ, включающий предварительную прихватку к корпусу электроконтактной сваркой вставок по их опорным выступам и нагревание корпуса перед пайкой до температуры плавления припоя, о тличающийся тем, что, с целью исключения образования трещин в твердом сплаве и обеспечения минимальных зазоров между корпусом и вставкой при пайке цилиндрических вставок перед прихваткой вставок к корпусу их цилиндрические поверхности покрывают электроизоляционной пленкой из материала с температурой возгонки ниже температуры плавления припоя. е#д ;о &о со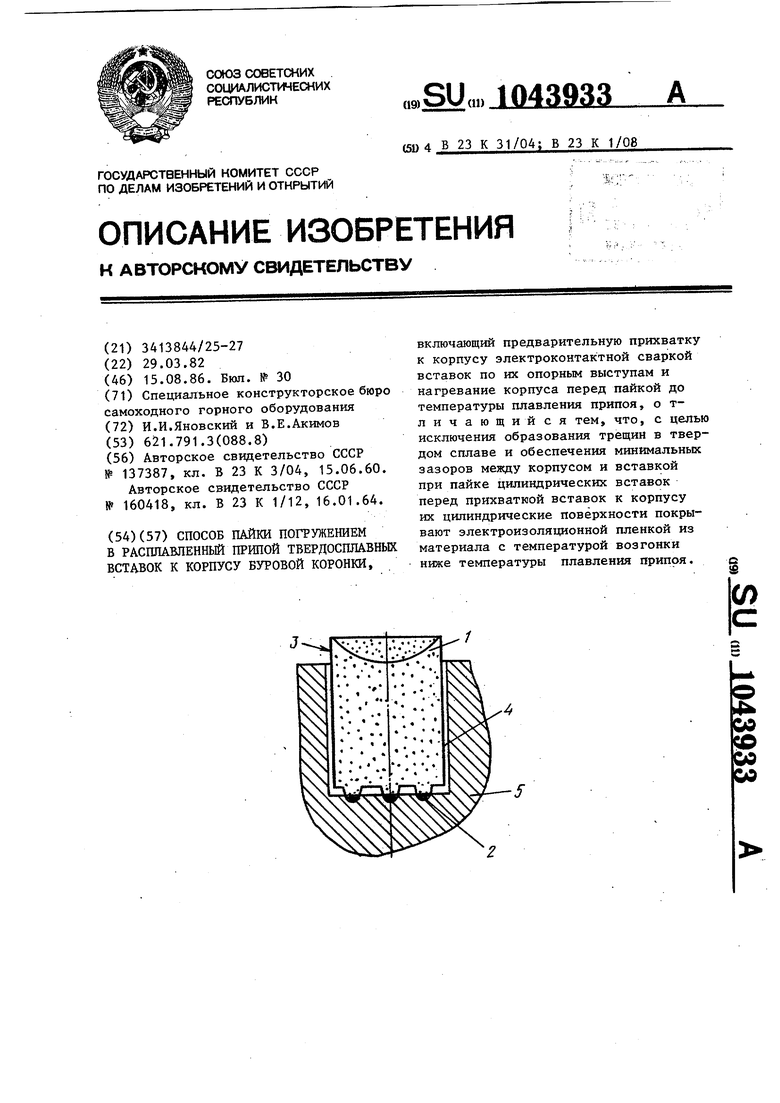
| Многопозиционный автомат роторного типа для пайки | 1960 |
|
SU137387A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU160418A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
