Известны способы высадки труб без матриц с при менвнием нажимного осажива1ои1,его механизма, действующего по осп тфубы. Известно также применение электрПНацрева осаживаемых детале.
В описываемом саюсобе высадки трубы нагрев ведут на. локализованном малом участке длины Т1)убы, нсре.меи1;ая зону нагрева со скоростью, отвечающей скорости движения осажпваюи1его механизма.
Для получения различной степеип утолщения стенки трубы меняют отноИ1ение скоростей движ. нагревательного элемента и движения осаж.ивающего механизма.
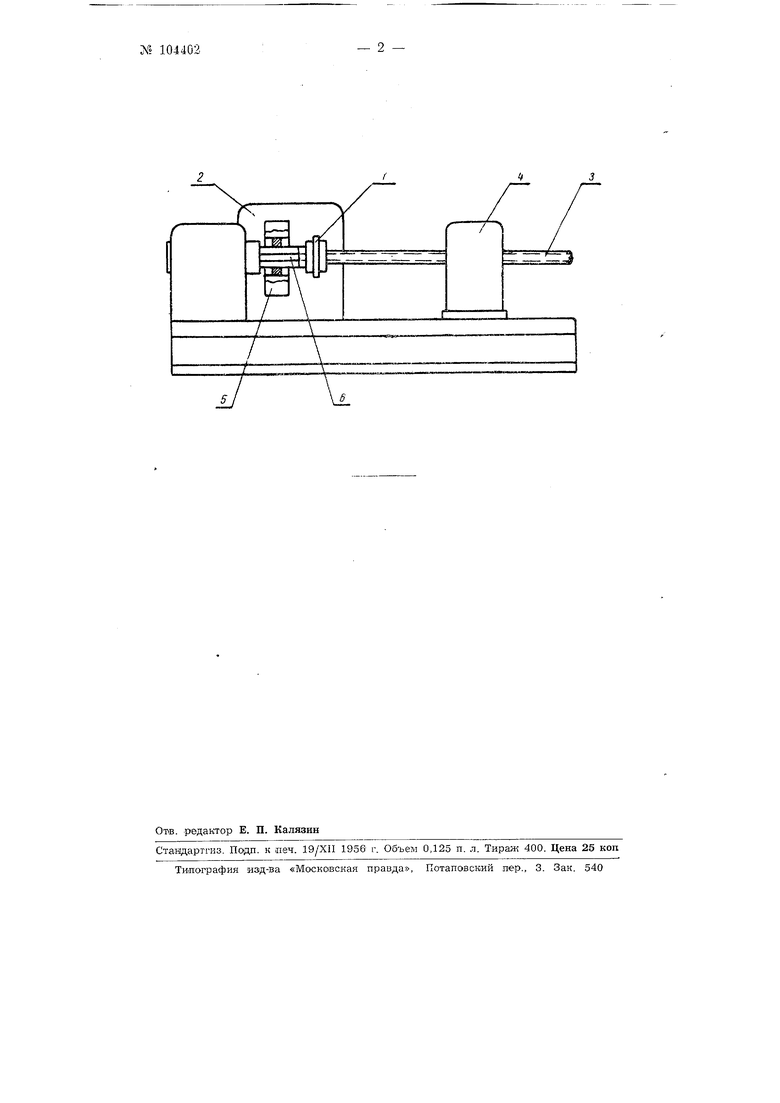
На чертеже изображено в схематичном виде ycTpoiicTBo для выса-дки труб.
Уст1)011ство состоит из индукторного кольцевого нагревателя (1) с механизмом (2) для его пе)емс1цення в направлении осп трубы (3), наж.им}1ого осаживающего механизма (4), кaлнбpyюи eгo приспособления (5) и вращаюиийся внутренней оиравки (6).
Труба (3) надевается на оправку (6) и зажимается механизмом (4). Подводится кольцевой нагреватель (1) и устанавливается калибрующее нрпснособление (5). Далее лриа одится во вращение онравка вместе с трубой, одповременно пронзводят н ее нагрев нагревателем. При этом до ковочной температуры нагревается лишь узкий кольцевой участок, велпчина которого не должна превышать 1-1,5 толщины стенкп трубы. После
чего под действием приложенного осевого усилия нагретьпг кольцево элемент трубы (3) осалсивается и стенка утолщается. Пагрев, иеремещение индукторного нагревателя (1) и осаживание трубы происходят одновременно, за счет чего осущест ляется иоследовательная и непрерывная осадка труб. Сгене.нь утолщения стенки регулируется усилием, темнератуpoii нагрева п скоростью неремещенпя наг 1еваюи5его устройства вдаль трубы.
Высаженная часть трубы подается в калибрующее приспособление (5), где нри обкатке в валках устраняется волнистость нару;кной поверхности трубы. После зтоги высаженная Т1)уба снимается с онравки п устанавливается следующая.
П р е д м е т и з о б р е т спи я
1.Снособ высадки труб без матриц с помощью осаживаюииго механизма, дсйст,вующего в паправленпп оси трубы, пагреваемой одновременно с высадкой, о т л н ч а ю щ н ii с я тем, что нагрев ведут на локализованном малом участке длины трубы, неремеи1ая зону нагрева со скоростью, отвечающей скорости движения осаживаюн его механизма.
2.Способ ио II. 1, отличающийс я те, что для получения разлшшо стенени утолщения стенки трубы меняют отношение скоростей движения нагревательного элемента и движеиия осаживающего механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для высадки труб без матриц | 1955 |
|
SU114615A2 |
| Устройство для осуществления высадки полых изделий без матриц | 1957 |
|
SU117296A1 |
| Штамп для образования фланца на трубах | 1957 |
|
SU131603A1 |
| Способ образования фланца на трубах | 1957 |
|
SU114553A1 |
| Способ безматричной высадки труб | 1991 |
|
SU1838022A3 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387494C2 |
| Способ высадки труб без формообразующих элементов | 1991 |
|
SU1797512A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ЭЛЕМЕНТА ИЗ ТОЛСТОСТЕННОЙ ТРУБЫ ДЛЯ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2510840C1 |
| Способ изготовления труб с утолщенными концами | 1988 |
|
SU1547932A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1996 |
|
RU2107572C1 |