В авт.св. № 104402 Описан способ |высадки труб без матриц с помощью осаживающего механизма, действующего в направлении оси трубы одновременно с высадкой. Сущность этого способа заключается в .том, что нагрев ведут на локализованном малом участке длины трубы, перемещая зону нагрева со скоростью, отвечающей скоростн ,. осаживающего механизма, а для получения различной степени утолц ения стенки трубы меняют отнощение скоростей движения нагревательного элемента и движения осаживающего механизма.
В предлагаемой мащине осуществление этого способа достигается тем, что для нагревания локализованного участка трубы применен передвигающийся вдоль оси трубы кольцевой индуктор, причем для достижения скорости передвижения индуктора, соответствующей скорости осадки и степени утолщения стенки трубы, зажимающий трубу и осуществляющий ее осадку ползун посредством зубчатой рейки, гитары со сменными щестернями и коробки подач кинематически связан с кольцевым индуктором. Это позволяет вести процесс высадки при постоянном осаживающем усилии и при постоянной скорости осадки.
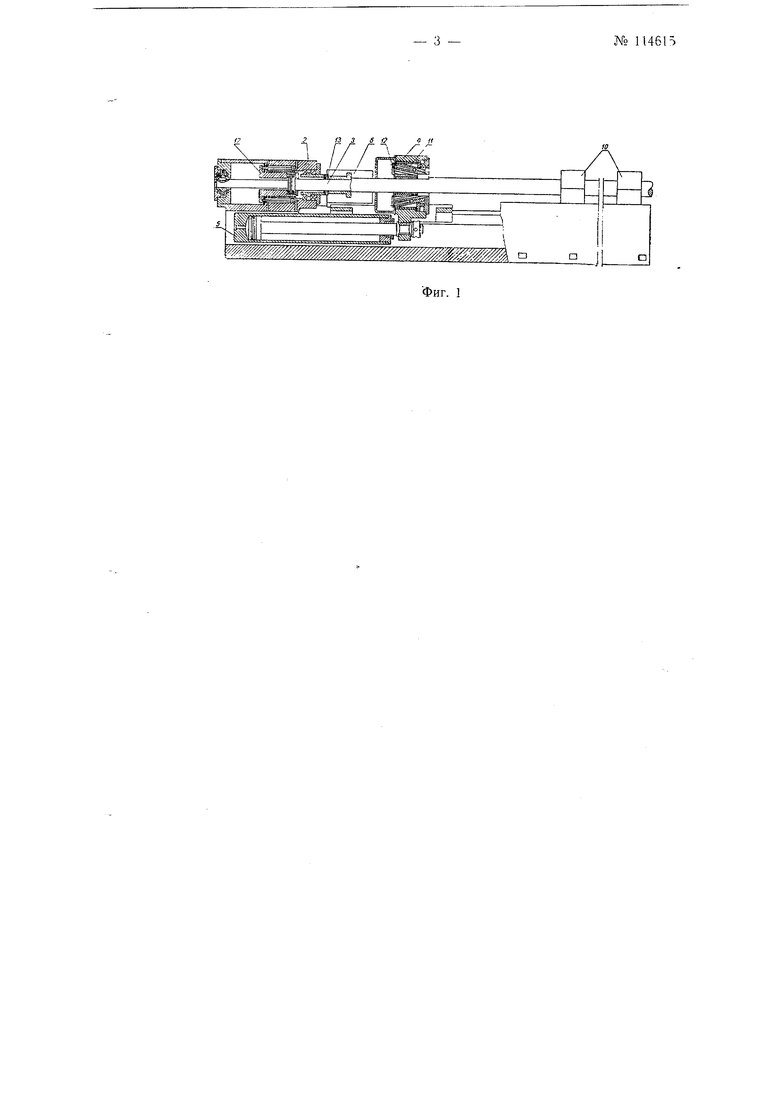
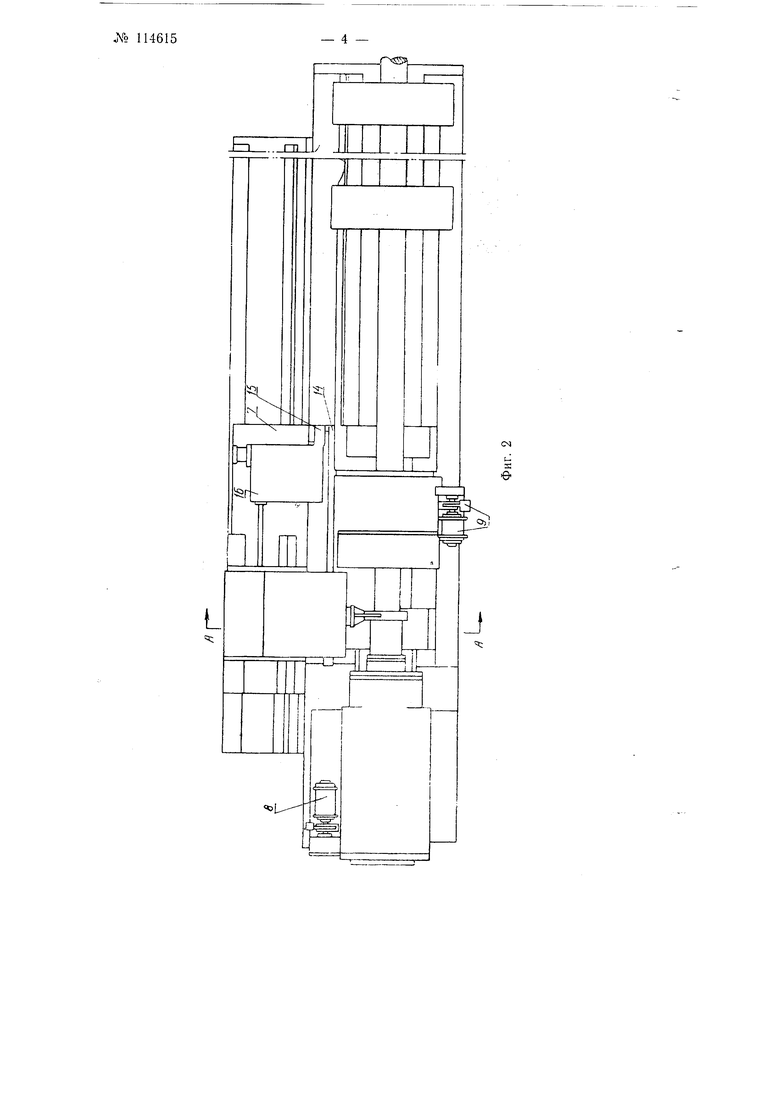
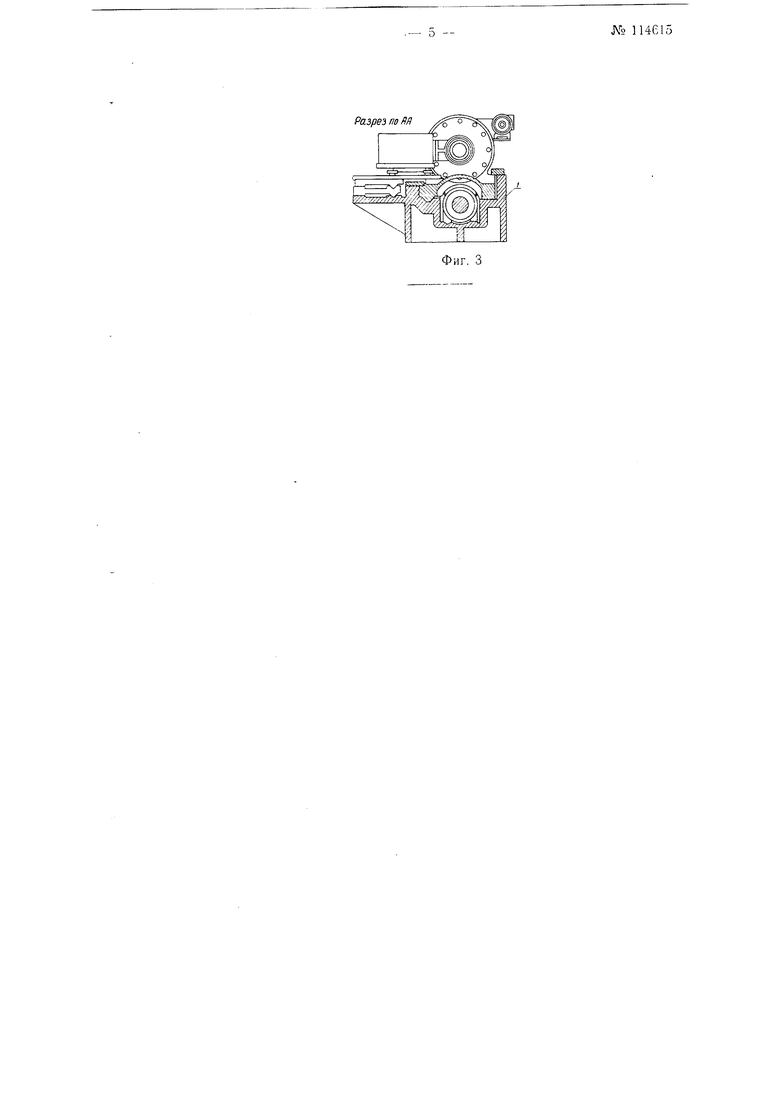
На фиг. 1 показан боковой вид мащины в продольном разрезе; на фиг. 2 - вид :ее сверху; на .фиг. 3 ,- разрез по АА на ф-иг. 2.
Мащина состоит из следующих основных узлов: станины /, вращающегося упора 2 с выдвижной оправкой 3, ползуна 4 с зaжи.ным механизмом, нажимного устройства 5 (пневмо-гидравлический цилиндр), трансформатора с индуктором 6, стола 7 с коробкой подач индуктора, привода вращения оправки 8, привода вращения трубы 9, люнетов 10 с механизмом осевого перемещения трубы.
Порядок работы о )тдельных узлов и механизмов следующий.
Сначала ползун 4 зажимного устройства отводится в правое заднее положение и открывается верхняя часть люнетов 10. Пневматическими .цилиндрами 5, встроенными во вращающ юся обойму //, клинья
Л9 114615
12 зажимного устройства подаются по направляющим вперед, тем са-мым увеличивается размер в свету между клиньями, чем и обеспечивается свободный,проход .трубы. Транспортирующим ,устройством (на чертеже не показано) труба подается и укладывается на подающие ролики люнетов 10. Роликами труба подается вперед через отверстие, образованное клиньями 12, находит на вращающуюся оправку 3, имеющую заостренный конец, и упирается в сменное кольцо 13 вращающегося упора 2. При этом клинья 12, /перемещаясь nHeBMaTM4eckwMH цилиндрами вправю, сближаются и охватывают трубу по окружности снарун и. Затем труба зажимаемся в люнетах 10, а электроприводами 8 н 9 приводятся во,вращение оправка 3 и обойма 1 с зажатой трубой. Электроприводы работают синхронно между собой. Подается жидкость высокого давления в цилиндр 5 и одновременно напряжение на индуктор 6. Как только узкий локализованный участок трубы будет нагрет, под действием осаживающего усилия начнется высадка. Но так как через зубчатую рейку 14, укрепленную на ползуне 4, и гитару 15 коробка подач 16 и ползун 4 между собой связаны, то одновременно с высадкой трубы происходит и подача индуктора ,вдоль трубы. Толщина высаженной стенки определяется соотношением между скоростью движения индуктора и .скоростью перемещения ползуна (скоростью собственно осадки). Это отношение устанавливается .посредством сменных шестерен гита,ры 15.
Благодаря кинематической связи ползуна с индуктором и наличию коробки подач с независимым приводом, .процесс высадки |Труб на машине осуществляют как при постоянной скорости, так и при постоянном усилии осаживания.
Изменяя скорость перемещения индуктора, при постоянной скорости осаживания, высаживают утолщения переменного сечения.
После .Т10ГО как .высадка .будет произведена, снимается напряжение с индуктора, .разжимаются клинья 12, а посредством гидравлических цилиндров подается влево корпус /7 подшипников оправки; тем самым оправка 3 выводится с трубы. Затем открываются крышки люнетов 10, и ролики выдают 1трубу с зажимного устройства ползуна; дальше труба захватывается транспортерами (на чертеже не показаны) и удаляется в требуемом направлении. После этого ползун сжатым воздухом перемещается в крайнее правое положение, а индуктор - в левое. Гидравлическими цилиндрами оправка выдвигается вперед, и машина патова к принятию следующей трубы.
На машине высаживают также профили других сечений. При этом кольцевой индуктор и зажимные кулаки заменяют соответствующими по форме .высаживаемому профилю. Привод вращения в этом случае отключаемся.
Предмет изобретения
1.Мащина для высадки труб без матриц ,в соответствии со способом высадки ,по основному авт. св. № 104402, отличающаяся тем, что, с целью получения интенсивного нагрева на ограниченном участке трубы, применен кольцевой индуктор, имеющий относительное перемещение в процессе выса.дки.
2.Машина по п. 1, о т л и ч а ю щ а я с я тем, что, с целью получения скорости передвижения индуктора соответствующей скорооти осадки и степени утолщения стенки трубы, зажимающий трубу и осуществляющий ее осадку ползун посредством зубчатой рейки, гитары со сменными шестернями и коробки подач кинематически связан с кольцевым индуктором, осуществляющим нагрев трубы .в месте ее осаживания.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки труб без матриц | 1955 |
|
SU104402A1 |
| Устройство для осуществления высадки полых изделий без матриц | 1957 |
|
SU117296A1 |
| Штамп для образования фланца на трубах | 1957 |
|
SU131603A1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2387494C2 |
| Торовое уплотнение | 1957 |
|
SU122999A1 |
| Электрическая ковочная машина | 1930 |
|
SU35739A1 |
| Способ высадки труб без формообразующих элементов | 1991 |
|
SU1797512A3 |
| Способ безматричной высадки труб | 1991 |
|
SU1838022A3 |
| Зажимное приспособление к гидравлическим прессам для осаживания оправок | 1926 |
|
SU6774A1 |
| Устройство для высадки на универсальном прессе | 1986 |
|
SU1340874A1 |