Известен в промышленности способ электронагрева металла в штампах. Также известен способ высадки труб с помощью осаживаюш;его механизма, действующего вдоль оси трубы, конец которой, одновременно с высадкой, нагревается электронагревательным устройством. При ведущемся нагреве, на локализованном малом участке трубы и перемещениях зоны нагрева со скоростью, отвечающей скорости движения осаживающего механизма, для получения различной степени утолщения стенки трубы меняется отношение скорости движения нагревательного элемента и движения осаживающего механизма. Все это в значительной степени усложняет процесс образования фланцев на трубах.
Описываемое изобретение этот недостаток в значительной мере устраняет. Сущность этого способа заключается в том, что отбортовке предшествует набор металла. Осуществляемый местный нагрев металла в очаге деформации дает возможность получения широкого фланца, толщина которого равна или больше толщины стенки трубы. С целью упрощения формирования фланца, его выдавливают силой, направленной вдоль оси трубы, которую нагревают в щтампе, имеющем внутри щель формы фланца- Распределение темнератзфы нагрева вдоль трубы обеспечивают таким образом, чтобы прочность сечений трубы была достаточна .для сохранения ее устойчивости при штамповке.
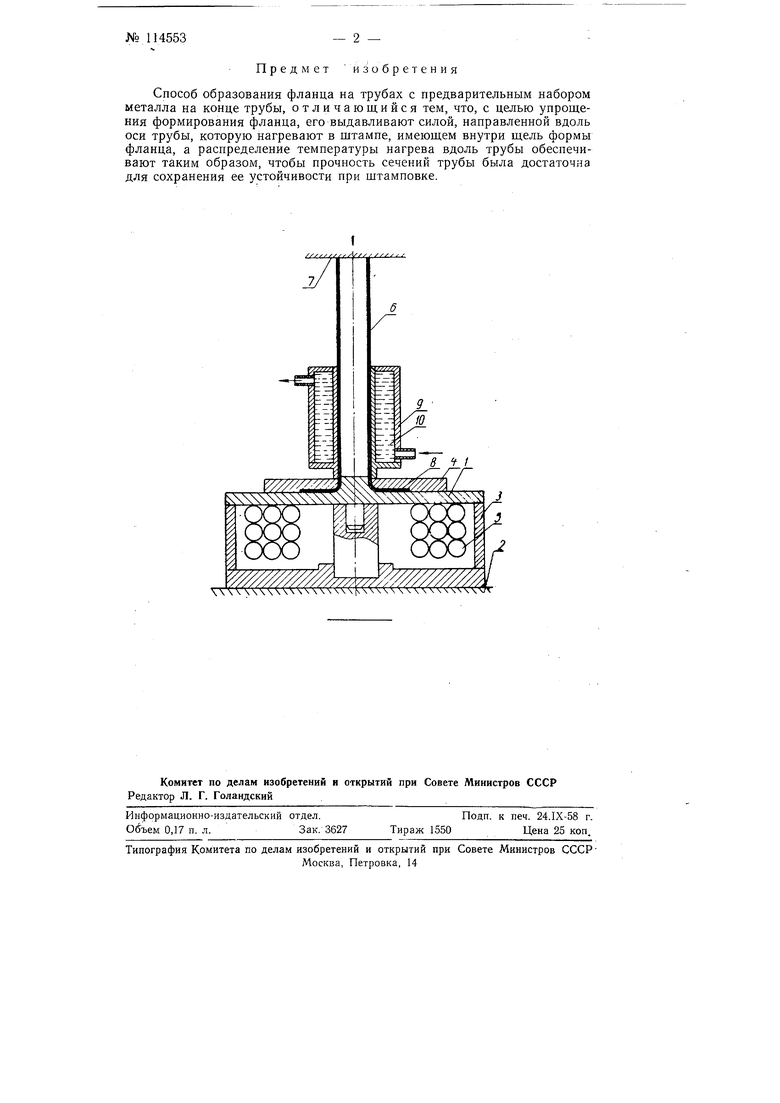
На чертеже ноказана схема штампа, осуществляющего образование фланца на конце трубы.
Штамп 1, установленный на столе пресса 2, состоит из нагревательной коробки 3 для нагревания рабочих деталей штампа и прижимаштампа 4. В коробке находится нагреватель штампа 5. Путем осадки трубы 6, ползуном пресса 7 конец трубы, после нагрева в штампе, осадкой загоняется в шель 8 штампа. Для создания большего перепада температур и предотвращения потери зстойчивости, часть трубы выще фланца охлаждается охладителем 9, в котором циркулирует снизу вверх холодная вода JO.
№ 114553
2 - Предмет изобретения
Способ образования фланца на трубах с предварительным набором металла на конце трубы, отличающийся тем, что, с целью упрощения формирования фланца, его выдавливают силой, направленной вдоль оси трубы, которую нагревают в штампе, имеющем внутри щель формы фланца, а распределение температуры нагрева вдоль трубы обеспечивают таким образом, чтобы прочность сечений трубы была достаточна для сохранения ее устойчивости при штамповке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для образования фланца на трубах | 1957 |
|
SU131603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Машина для высадки труб без матриц | 1955 |
|
SU114615A2 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ получения фланца на трубчатой заготовке | 1987 |
|
SU1447492A1 |
| ШТАМП ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОСАДКИ УДЛИНЕННЫХ ЗАГОТОВОК | 2023 |
|
RU2814838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Способ изготовления на деталях фланца вытянутой формы | 1990 |
|
SU1794574A2 |
| Способ безматричной высадки труб | 1991 |
|
SU1838022A3 |
