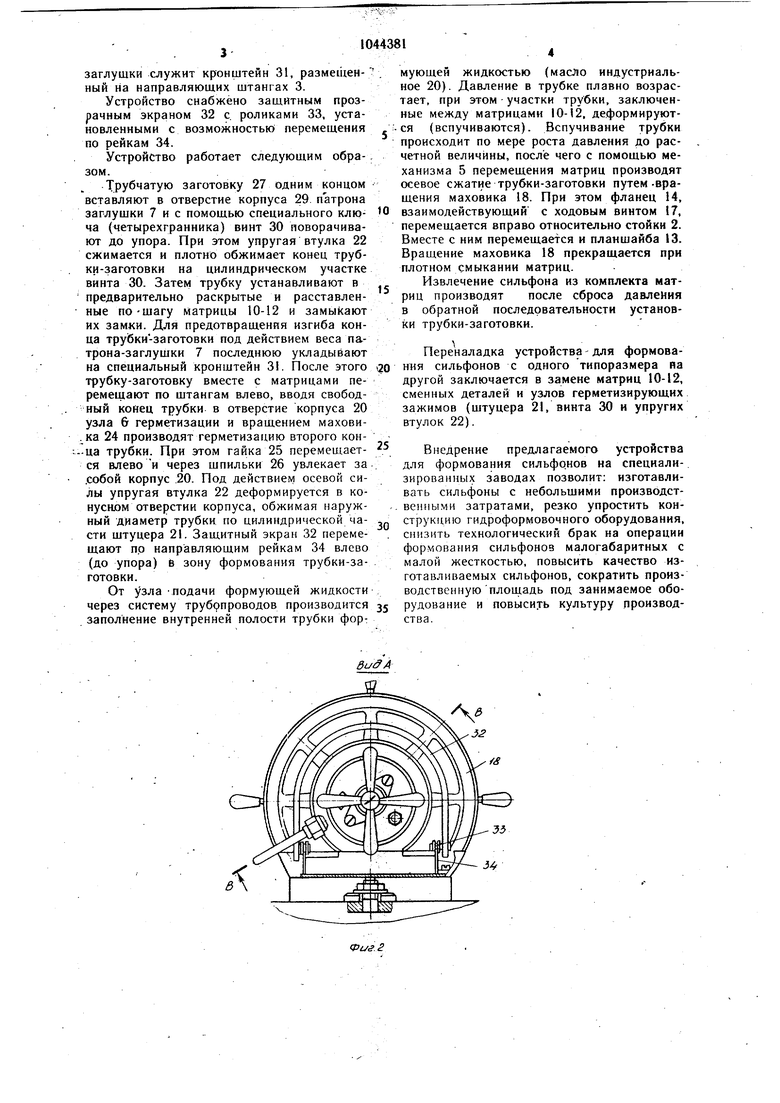
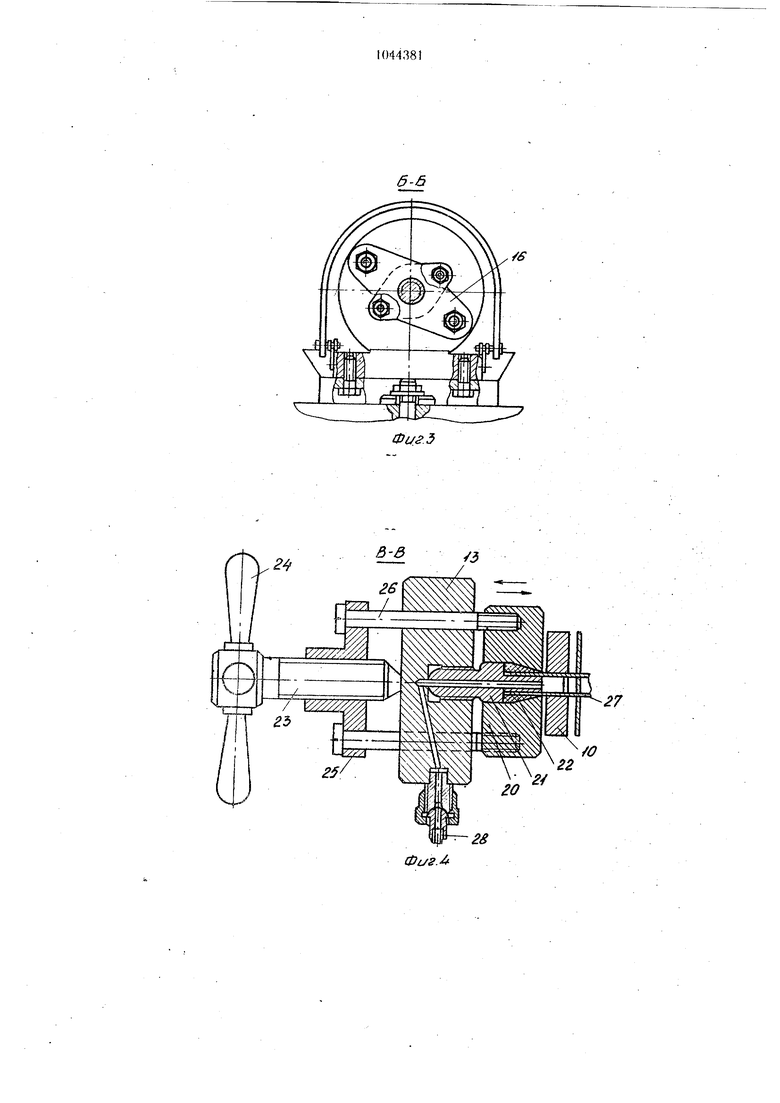
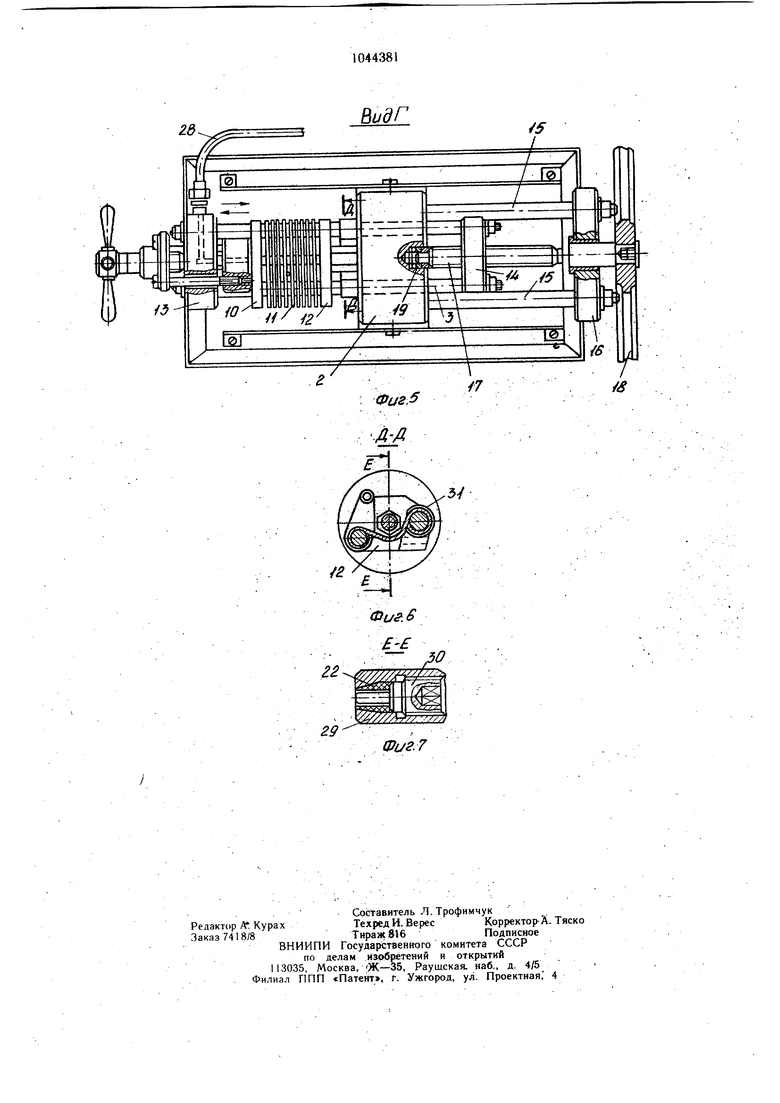
Изобретение относится к обработке метал , лов давлением, в частности к устройствам для гидравлического формования сильфонов из трубок-заготовок малого диаметра (2,6 - 10 мм). Известно устройство для гидроформавки сильфонов из трубчатой заготовки, содержащее закрепленную на станине стойку с отверстиями, в которых размещены направляющие штанги с установленными на них формообразующими матрицами, узел герметизации заготовки, включающий механизм регулировки, лчеханизм перемещения формообразующих матриц, включающий закренленную в опоре тягу fl. Однако известное устройства не обеспечивает надежной герметизации трубок малого диаметра {2,6-10 мм) малого объема, так как незначительные утечки жидкости резко снижают формовочное давление в гидравличёской системе устройства. Кроме гого, устройство не обеспечивает надежной и стабильно работы на высоких давлениях в диапазоне .200-600 Кгс/см в связи с отсутствием стандартной гидроаппаратуры на указанное давление. Цель изобретения - псйыщение качества путем улучщения герметизации. Поставленная цель достигается тем, что устройство для гидроформовки сильфонов, содержащее установленную на станине стойку с отверстиями, в которых размещены направляющие штанги -С установленными на них формообразующими матрицами, узел герметизации заготовки, включающий подвижный вдоль оси устройства корпус с осевым отверстием и щтуцер с каналом подачи формующей жидкости, установленный своим цилиндрическим частном в упомянутом отверстии, и механизм перемещения формообразующих матриц с закрепленной в опоре тягой, снабжено патроном-заглушкой для герметизации конца заготовки, выполненным в виде корпуса с отверстием, имеющим конический и резьбовой участки, упругой конической втулки, размещенной на коническом участке, и винта со ступенчатым цилиндрическим концом с диаметром меньшей ступени, соответствующим внутреннему диаметру заготовки, узел перемещения матриц выполнен в виде закрепленных по разные стороны от стойки на концах штанг планщайбы с резьбовым глухим отверстием и фланца с резьбовым сквозным отверстием, тяга выполнена в виде взаимодействующего со стойкой ходового винта с маховиком и размещена в отверстии фланца, опора закреплена на стойке неподвижно, а щтанги установлены в стойке с возможностью осевого перемещения, герметизации заroVoBKH снабжен размещенными в планщайбе и жестко закрепленными одними концами на корпусе щпильками,, связанной с другими концами щпилек гайкой и упорным винтом с маховиком, установленным в гайке и взаимодействующим с планшайбой, а также упругой конической втулкой, при этом отверстие корпуса выполнено с ц илиндрическим и коническим участками, упругая втулка размещена на коническом участке, а резьбовая часть штуцера - в глухом резьбовом отверстии планшайбы. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - видГна фиг. 1; на фиг. 6 - разрез Д-Д на фиг.5; на фиг. 7 - разрез Е-Е на фиг. 6. Устройство для гидроформовки Сильфонов содержит основание I с устанойленной на нем по центру стойкой 2, в отверстиях которой расположены направляющие штанги 3 с комплектом матриц 4,о механизм 5 перемещения матриц, узел 6 герметизации трубки, патрон-заглушку 7, а также узел подачи формующей жидкости (не показан),включающрй гидравлический пресс типа МП-600. Основание 1 выполнено в виде плиты с поддоном 8, установленным на столе 9. Комплект матриц 4 включает крайнюю левую матрицу 10, промежуточные матрицы 17 и крайнюю правую матрицу 12. Механизм 5 перемещения матриц включает направляющие щтанги 3, установленные в стойке 2 с возможностью их осевого перемещения. На щтангах жестко закреплены планшайба 13 и фланец 14. В стойке 2 крепятся колонки 15, которые связаны с опорной плитой 16. Через опорную плиту 16 и резьбовое отверстие фланца 14 проходит ходовой винт 17, на свободном конце которого закреплен маховик 18, а другой конец соединен со стойкой 2 посредством упорного подшипника 19. Узел 6 герметизации трубки содержит корпус 20, в котором имеется отверстие с цилиндрическим и коническим участками с размещенными на них штуцером 21 и упругой конической втулкой 22, а также механизм регулировки, содержащий упорный, винт 23, маховик 24 и гайку 25, соединенную с корпусом 20 с помощью двух щпилек 26, проходящих через отверстия в планшайбе 13 Штуцер 21 крепится в планшайбе посредством резьбового, соединения и имеет внутренний канал для подачи формующей жидкости в трубку-за готовку 27, соединяющийся с системой трубопроводов 28. Патрон-заглушка 7 содержит корпус 29 с отверстием, имеющим Конический и резьбовой участки. В коническом участке установлена упругая втулка 22, а на резьбовой- винт 30 со ступенчатым цилиндрическим концом с диа.метром меньшей ступени, соответству19шим внутреннему диаметру заготовки 27., Для удержания патроназаглушки служит кронштейн 31, размешенный на направляющих штангах 3. Устройство снабжено зашитным прозрачным экраном 32 с. роликами 33, установленными с возможностью перемещения по рейкам 34. Устройство работает следуюшим образом. Трубчатую заготовку 27 одним концом вставляют в отверстие корпуса 29. патрона заглушки 7 и с помощью специального ключа (четырехгранника) винт 30 поворачивают до упора. При этом упругая втулка 22 сжимается и плотно обжимает конец трубки-заготовки на цилиндрическом участке винта 30. Затем трубку устанавливают в предварительно раскрытые и расставленные по-шагу матрицы 10-12 и замыкают их замки. Для предотвращения изгиба конца трубки-заготовки под действием веса патрона-заглуШки 7 последнюю укладывают на специальный кронштейн 31. После этого трубку-заготовку вместе с матрицами перемещают по штангам влево, вводя свободный конец трубки в отверстие корпуса 20 узла & герметизации и вращением махови.ка 24 производят герметизацию второго кон-ца трубки. При этом гайка 25 перемещается влево и через шпильки 26 увлекает за .собой корпус .20. Под действием осевой силы упругая втулка 22 деформируется в конусням отверстии корпуса, обжимая наружный диаметр трубки по цилиндрической части штуцера 21. Защитный экран 32 перемещают по направляющим рейкам 34 влево (до упора) в зону формования трубки-заготовки. От узла подачи формующей жидкости через систему трубрпроводов производится заполнение внутренней полости трубки фор: мующей жидкостью (масло индустриальное 20). Давление в трубке плавно возрастает, при этом участки трубки, заключенные между матрицами , деформируются (вспучиваются). Вспучивание трубки происходит по мере роста давления до расчетной величины, после чего с помощью механизма 5 перемещения матриц производят осевое сжатие трубки-заготовки путем-вращения маховика 18. При этом фланец 14, взаимодействующий с ходовым винтом 17, перемещается вправо относительно стойки 2. Вместе с ним перемещается и планшайба 13. Вращение маховика 18 прекращается при плотном смыкании матриц. Извлечение сильфона из комплекта матриц производят после сброса давления в обратной последовательности установки трубки-заготовки. Переналадка устройства - для формования сильфонов с одного типоразмера на другой заключается в замене матриц 10-12, сменных деталей и узлов герметизирующих зажимов (щтуцера 21, винта 30 и упругих втулок 22). Внедрение предлагаемого устройства для формования сильфо.нов на специали-. зироваиных заводах позволит: изготавливать сильфоны с небольшими производственными затратами, резко упростить конструкцию гидроформовочного оборудования, снизить технологический брак на операции формования сильфонов малогабаритных с малой жесткостью, повысить качество изготавливаемых сильфоноБ, сократить производственнуюплощадь под занимаемое оборудование и повысить культуру производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕНТИЛЬ ЗАПРАВОЧНЫЙ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2751928C1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| УСТРОЙСТВО СЛЕЖЕНИЯ И КОНТРОЛЯ | 2020 |
|
RU2753824C1 |
| КАНАТНЫЙ АНКЕР | 2007 |
|
RU2352784C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВНУТРЕННЕГО ПРОСТРАНСТВА КАНАЛЬНОГО ГРАФИТОВОДЯНОГО ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2264667C2 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Машина для гидравлического формования сильфонов | 1977 |
|
SU704698A1 |
| Инструментальный блок вертикальной машины для гидравлического формования сильфонов | 1983 |
|
SU1091963A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
УСТРОЙСТВО ДЛЯ ГИДРОФОР-. МОВКИ СИЛЬФОНОВ из трубчатой заготовки, содержащее закрепленную на станине стойку с-отверстиями, в которых размещеньГнаправляющие штанги с установленными на них формообразую1д.ими матрицами, узел герметизации заготовки, включающий подвижный вдоль оси устройства корпус с осевым отверстием и штуцер с кана.лом подачи формующей жидкости, установленный своим цилиндрическим участком в упомянутом отверстии, и механизм перемещения формообразующих матриц с закрепленной в опоре тягой, отличающееся тем, что, с целью повышения качества путем улучшения герметизации, оно снабжено патроном-заглушкой для герметизации конца заготовки, выполненным в виде корпуса с отверстием, имеющим конический и резьбовой участки, упругой конической втулки, размещенной на коническом участке, и винта со ступенчатым, цилиндрическим концом с диаметром меньшей ступени, соответствующим, внутреннему диаметру заготовки,узел перемещения матриц выполнен в виде закрепленных по разные стороны от стойки на концах штанг планшайбы с резьбовым глухим отверстием и фланца с резьбовым сквозным Отверстием, тяга выполнена в виде взаимодействующего со стойкой ходового винта с маховиком и размещена в отверстии фланца, опора- закреплена на стойке неподвижно, а штанги .установлены в стойке с возможностью -осевого перемещения, узел герметизации заготовки снабжен размещенными в планшайбе и жестко закрепленными одними концами на корпусе шпильками, связанной с другими концами шпилек гайкой и упорным винтом с маховиком, установленным 3 гайке и взаимодействующим с планшайбой, а также, упругой конической втулкой, при этом отверстие корпуса выполнено с цилиндрическим и коническим участками, упругая втулка размещена на коническом участке, а резьбовая часть штуцера - в глухом резьбовом отверстии планшайбы.
2
/
6
г
29
ВидГ
Фиг: 6
50
т
ZSwZ
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 2842182, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
