Изобретение относится к литейному производству, в ЧсЭСТНОСТИ к
получению отливок из высокопрочного чугуна и может быть использовано при массовом произвохастве машиностроительных отливок.
Известны литниковые системы для внутриформенного модифицирования чугуна в литейной форме, включающее стояк, реакционную камеру, шлакоуловитель, литниковые каналы и питатели l , 2 и з .
Недостатком указанных литниковых систем является незначительная степень- очистки расплава от неметаллических включений, что существенно снижает качество получаемых отливок, особенно величину относительного удлинения и ударной вязкости.
.Наиболее близкой к предлагаемой является литниковая система, содержащая стояк, соединенный входным каналом с реакционной камерой в форме параллелипипеда, в которой располагается дробленный модификатор и устанавливается стержень, обеспечивающий выход расплавь чере нижнюю часть камеры 4.
Однако указанная литниковая система при применении для модифицирования железо-кремний-магниевых лигатур не обеспечивает стабиль- . ного получения высокопрочного чугуна, так как лигатуры на осМове кремния склонны к спеканию, что .значительно затрудняет прохождение первых порций расплава чугуна чере слой модификатора к выходному отверстию реакционной камеры. Поэтом применение данной литниковой системы требует использование исходного расплава чугуна с сравнительно высокой температурой (более 1480с). .
Кроме того, указанная система характеризуется недостаточной очисткой расплава чугуна от неметаллических включений, о.собенно в начальный момент заливки,, когда литниковая система не заполнена чугуном. Вынос нерастворившихся частиц модификатора и других неметаллических включений ji3 peakциoннoй камеры ухушает качество отливок и вызывает необходимость установ(и дополнительных шлакоулавливающих элементовi
Цель изобретения - повышение качества отливок.
Указанная цель достигается тем, что литниковая система для внутриформенного модифицирования, содержащая стояк, реакционную камеру в форме параллелепипеда и вертикальную перегородку, установленную на выходе реакционной камеры для подачи расплава из нижней части камеры, снабжена пластинами из легковыжигаемого материала, например, пенополистирола, установленными на дне камеры и боковой стенке ее со .стороны стояка.
На чертеже изображена схема прелагаемого устройства.
Стояк 1 соединен чеоез входной питате.ль 2 с реакционной камерой, в которой расположен дробленный модификатор 3 и установлен стер- жень 4, обеспечивающий выход расплава чугуна через нижнюю часть камеры 5, причем на дне камеры и .на боковой ее стенке, примыкающей к входному каналу, расположены пластины 6 и 7 из пенополистирола.
Исходный расплав чугуна, проходя через стояк и входной питатель, попадает в реакционную камеру, в которой расположен модификатор определенного- фракционного состава Выжигая пенополистироловые пластины, расплав- чугуна за короткий промежуток времени доходит до выходного отверстия, образованного стержнем и дном реакционной камеры, которое одновременно являе.тся и дросселем.
Таким образом, на протяжении всего процесса модификатор находится в верхней части реакционной камеры, которая постоянно заполнена и обеспечивает предотвращение выноса нерастворивщихся кусков модификатора и других неметаллических включений в отливку. Применение литниковой системы, способствующей эффективному улавливанию неметаллических включений, позволяет значительно повысить качество получаемого металла, снизить металлоемкость за счет исключения дополнительных шлакоулавливающих элементов, а также повысить полезную площадь модельной оснастки. Данная литниковая система обеспечивает также эффективное взаимодействие расплава с модификатором благодаря более развитой поверхности, чем в известной литниковой системе.
Пример. Используют модельную оснастку, позволяющую изготавливать образцы для испытаний на ударную вязкость размером 10-10 « 50 мм методом модифицирования в литейной форме в количестве 50 шт. Следует отметить, что методика получения образцов позволяет разделить расплав чугуна по ходу заливки на 5 порций. Для получения высокопрочного чугуна, с шаровидным графитом из исходного расплава (3,65 углерода) 1,73 кремния 0,58 марганца , 0,06 серы 0,08 фосфора и 0,08 хрома) используют железо-крений-магниевую лигатуру (.7,0 магния) в количестве 1,8% 6т металлоемкости формы. Температуры исходного
расплава чугуна во всех случаях постоянны и составляют . Загрязненность изломов образцов неметаллическими включениями оценивается с учетом их количества и размеров .
Результаты испытаний известных и предлагаемых литниковых систем приведены в таблице.
2,5
,03 2,45
4 2,6 2,0
Предлагаемая 1
0,50 0,54
2 0,40
4,03
4 0,43
5 0,51
Полученные результаты свидетель ствуют о незначительной степени очистки расплава чугуна при использовании известной литниковой системы. Особенно большой вынос нерастворившихся частиц модификатора и неметаллических включений- из реакционной камеры наблюдается в первый момент времени заливки. ПричЬм в 3 случаях и 5 заливок известная
литниковая система не сработала, т.е. поток расплава не смог пройти через слой модификатора.
Использование предлагаемой системы позволяет без применения дополнительных шлакоулавливающих элементов получать чугун с хорошей степенью чистоты во всех порциях расплава чугуна, что значительно повышает пластические свойства металла. Наиболее целесообразными областями применения предлагаемой литниковой системы является изготовление машиностроительных отливок . .
Технико-экономический эффект при применении предлагаемой литниковой системы за счет снижения ее металлоем5Сости и увеличения полезной площади модельной оснастки составляет более 30 руб. на тонну годного литья.

| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
| Литниковая система | 1982 |
|
SU1060296A1 |
| Литниковая система | 1988 |
|
SU1616773A1 |
| Литниковая система для внутриформенного модифицирования высокопрочного чугуна | 1985 |
|
SU1346324A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1435373A1 |
| Способ модифицирования высокопрочного чугуна с вермикулярным графитом и устройство для его осуществления | 1986 |
|
SU1388435A1 |
| Литниковая система для внутриформенного модифицирования металла | 1985 |
|
SU1380858A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ВНУТРИФОРМЕННЫМ МОДИФИЦИРОВАНИЕМ ЛИГАТУРАМИ СИСТЕМЫ Fe-Si-РЗМ | 2012 |
|
RU2497954C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ МОДИФИЦИРОВАНИЯ В ФОРМЕ | 1997 |
|
RU2124959C1 |
| Литниковая система для модифицирования в форме | 1987 |
|
SU1537372A1 |
ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ВНУТРИФрРМЕННОГО МОДИФИЦИРОВАНИЯ, содержащая стояк, реакционную камеру в форме параллелипипеда и вертикальную перегородку, установленную на выходе реакционной-камеры для подачи расплава из нижней части камеры, о тличающаяс я тем, что, с целью повышения качества отливок, она снабжена пластинами из легковыжигаемого материала, например, пенопрлйстирола, установленными на дне камеры и боковой стенке ее со стороны стояка. 8 t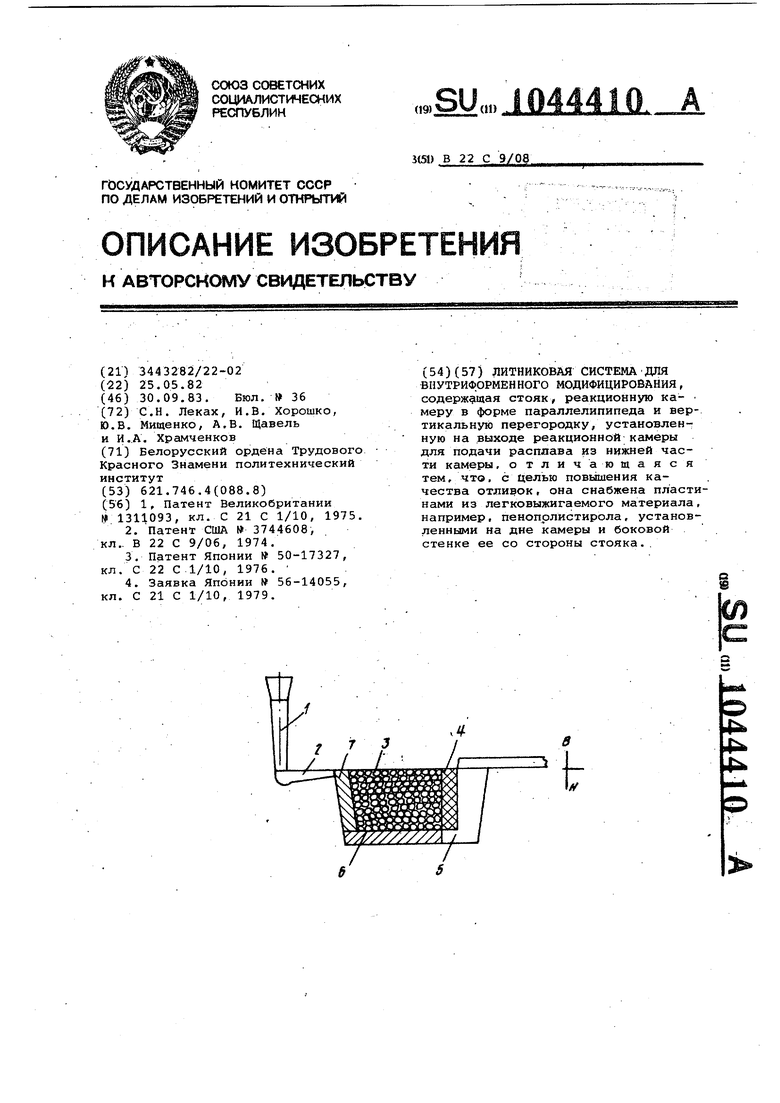
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
