кого угла аь имеется затыловка по среднему диаметру на величину t от наружного диаметра резьбы до среднего, которая выполнена в направлении с калибрующего участка 5 к выемке 3. На этой же части имеется затыловка от среднего диаметра резьбы к впадине на ту же величину так же по среднему диаметру, но выполпенпая в направлении с выемки 3 к калибрующему участку 5.
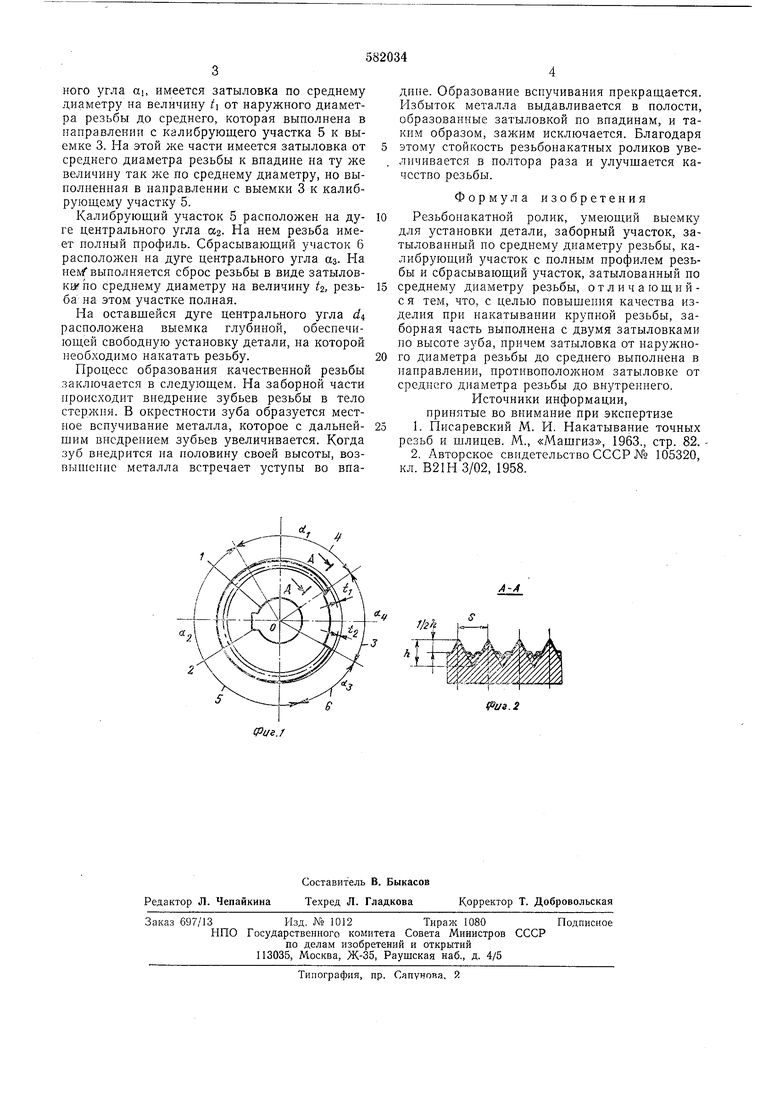
Калибрующий участок 5 расположен на дуге центрального угла а,2. На нем резьба имеет полный профиль. Сбрасывающий участок 6 расположен на дуге центрального угла аз. На пемС выполняется сброс резьбы в виде затыловкь по среднему диаметру на величину t2, резьба на этом участке полная.
На оставщейся дуге центрального угла d расположена выемка глубиной, обеспечиющей свободную установку детали, на которой необходимо накатать резьбу.
Процесс образования качественной резьбы заключается в следующем. На заборной части происходит внедрение зубьев резьбы в тело стержня. В окрестности зуба образуется местное вспучивание металла, которое с дальнейшим внедрением зубьев увеличивается. Когда зуб внедрится на половину своей высоты, возвышение металла встречает уступы во впадиие. Образование вспучивания прекращается. Р1збыток металла выдавливается в полости, образованные затыловкой по впадинам, и таким образом, зажим исключается. Благодаря этому стойкость резьбонакатных роликов увеличивается в полтора раза и улучшается качество резьбы.
Формула изобретения
Резьбопакатной ролик, умеющий выемку для установки детали, заборный участок, затылованный по среднему диаметру резьбы, калибрующий участок е полным профилем резьбы и сбрасывающий участок, затылованный по
среднему диаметру резьбы, отличающийс я тем, что, с целью повышения качества изделия при накатывании крупной резьбы, заборная часть выполнена с двумя затыловками по высоте зуба, причем затыловка от наружного диаметра резьбы до среднего выполнена в направлении, противоположном затыловке от среднего диаметра резьбы до внутреннего.
Источники информации, принятые во внимание при экспертизе
1. Писаревский М. И. Накатывание точных резьб и шлицев. Al., «Л ашгиз, 1963., стр. 82. 2. Авторское свидетельство СССР № 105320, кл. В21НЗ/02, 1958.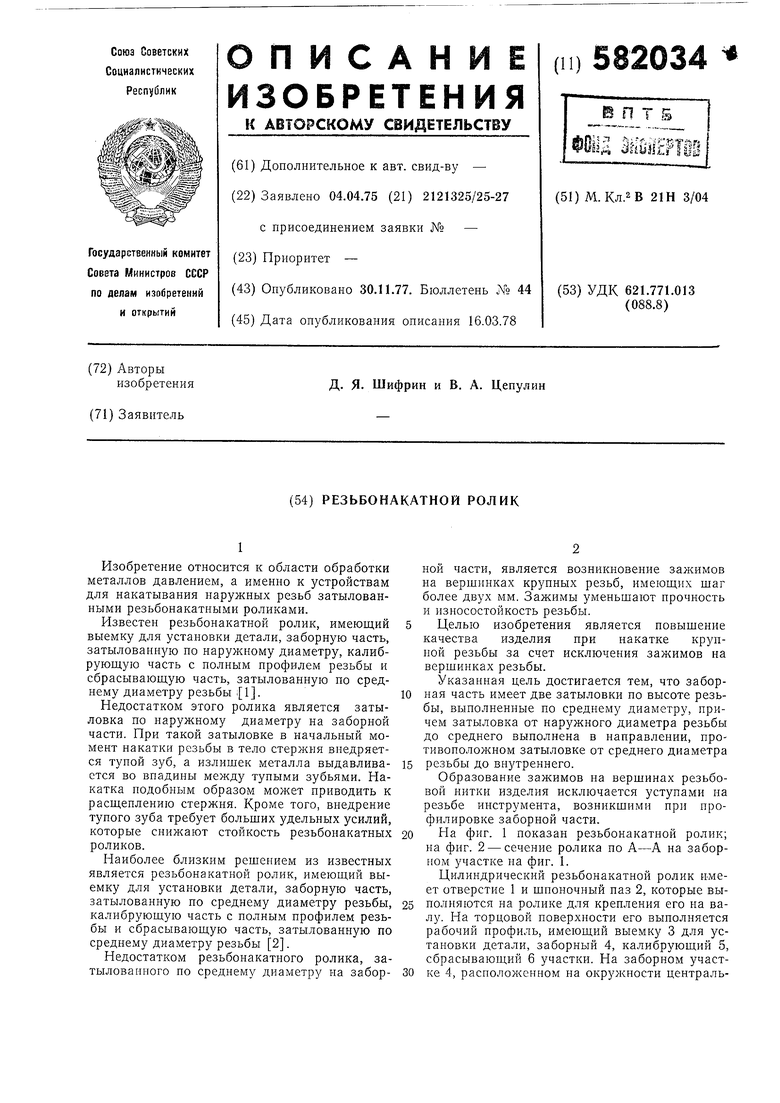
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной ролик с двумя рабочими дорожками и способ его изготовления | 1975 |
|
SU601070A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| Резьбонакатный ролик | 1982 |
|
SU1045987A2 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Метчик | 1990 |
|
SU1738512A2 |
| МЕТЧИК | 2000 |
|
RU2185938C1 |
х).2
