Изобретение относится к производству резинотехнических изделий и может быть использовано для получения штучных заготовок сплошного сечения из длинномерного материала.
Целью изобретения является повышения производительности.
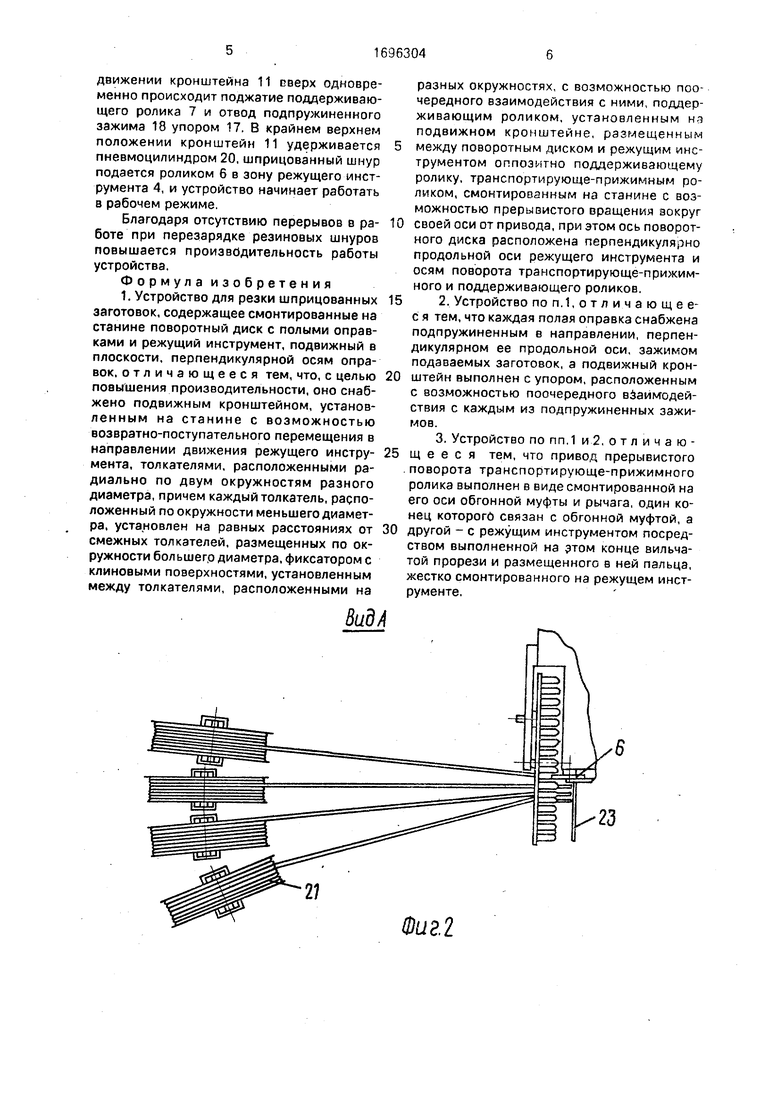
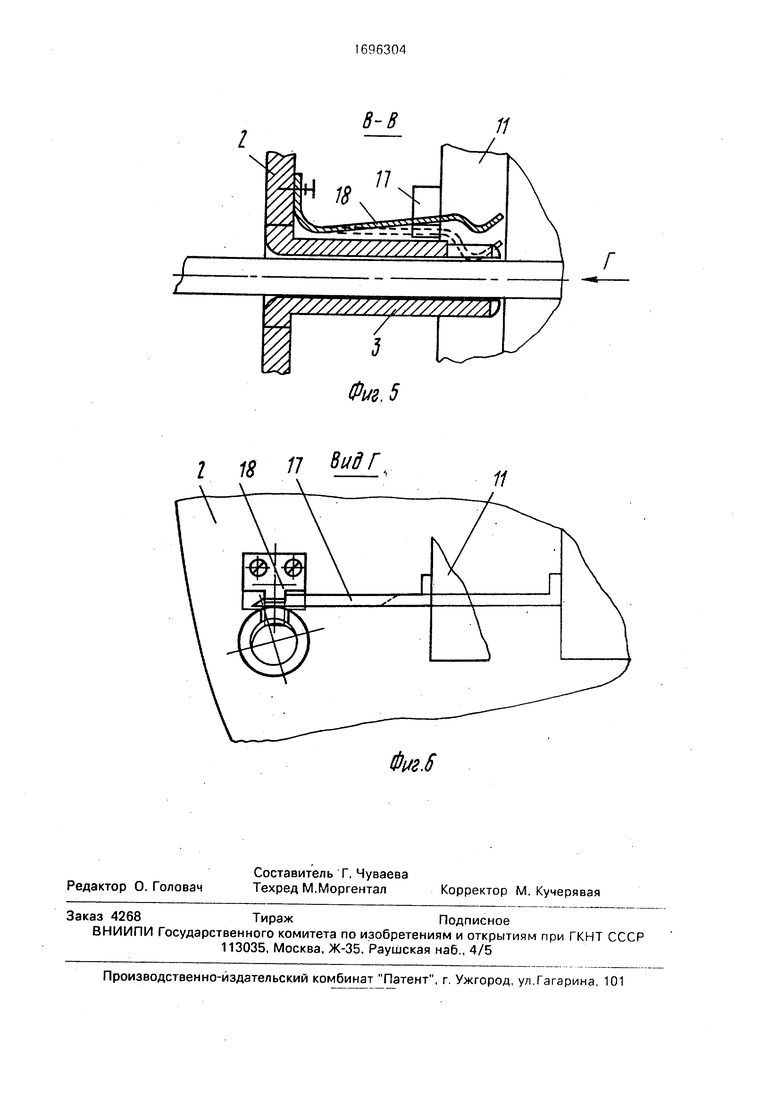
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.З - вид Б на фиг.1, подвижный кронштейн поднят; на фиг.4 - то же, подвижный кронштейн опущен; на фиг.5 - разрез В-В на фиг.1; на фиг.6 - вид Г на фиг.5.
Устройство для резки шприцованных заготовок содержит станину 1, на которой смонтирован поворотный диск 2 с полыми оправками 3, режущий инструмент 4, подвижный в направлении, перпендикулярном оси поворота диска, связанный рычагом 5 через обгонную муфту (не показана) с транспортирующе-прижимным роликом 6. Другой конец рычага 5 имеет вильчатую прорезь, в которой размещен палец, жестко смонтированный на режущем инструменте.
Поддерживающий ролик 7 установлен на оси 8 с флажком 9, подпружинен пружиной 10 и расположен на подвижном в направлении перемещения режущего инструмента кронштейне 11, который установлен на направляющей 12, закрепленной с помощью держателя 13 на станине 1.
Транспортирующе-прижимной ролик 6 образует с поддерживающим роликом 7 пару для подачи исходного материала.
Ось поворота диска 2 расположена перпендикулярно продольной оси режущего инструмента и осям пары роликов 6 и 7,
На подвижном кронштейне 11 установлен фильтр с клиновидными поверхностями 14, предназначенный для поворота и фиксации поворотного диска 2 с помощью закрепленных на нем двух кольцевых рядов толкателей 15 и 16, причем толкатели 15 установлены на окружности большего диаметра, толкатели 16 установлены на окружности меньшего диаметра. При этом каждый толкатель 16 установлен на равных расстояниях от смежных толкателей 15. На подвижном кронштейне 11 установлен упор 17 для поочередного отвода подпружинен- нь:-х относительно продольных осей оправок зажимов 18, которые смонтированы на каждой полой оправке 3. Поворотный диск 2 имеет тормоз 19, установленный на станине 1. Подвижный кронштейн 11 соединен с расположенным на станине 1 пневмоцилин- дром 20. На катушках 21, установленных в стойках 22, намотан исходный материал в виде резиновых шнуров, концы которых заправлены в полые оправки 3 до ограничительной планки 23 и зафиксированы от выпадания зажимами 18.
Устройство работает в двух режимах
следующим образом.
В рабочем режиме шприцованный шнур с катушками 21 подается через оправку 3 поворотного диска 2 с помощью поддерживающего и транспортирующе-прижимного
0 роликов 6 и 7 в зону резки режущего инструмента 4, где отрезаются заготовки мерной длины.
Режущий инструмент 4 приводится в возвратно-поступательное движение от
5 привода (не показан). С каждым циклом подъема и опускания режущего инструмента 4 шнур продвигается на определенную длину с помощью транспортирующе-прижимного ролика 6, вращаемого рычагом 5
0 через обгонную муфту, причем величина подачи зависит от величины хода режущего инструмента 4. Отрезанные заготовки отводятся через отводную трубку 24. В этом режиме устройство работает до полного
5 израсходования длины шприцованного шнура. Устройство далее работает в режиме перезарядки. При отсутствии шприцованного шнура над поддерживающим роликом 7 он под действием пружины 10 поднимает0 ся и флажком 9 воздействует на конечный выключатель (не показан), который подает сигнал на переключение подачи воздуха в пневмоцилиндре 20. Шток пневмоцилиндра 20 движется вниз с подвижным кронштей5 ном 11. Поддерживающий ролик 7 отводится вниз и освобождает место для подвода шпри- цованного шнура, заправленного ранее в оправки 3 до ограничительной планки 23.
При дальнейшем движении кронштейна
0 11 вниз клиновидный фиксатор 14 выходит из кольцевого ряда толкателей 15, происходит освобождение диска 2. Затем в результате взаимодействия клиновидного фиксатора 14с толкателем кольцевого ряда
5 16 диск 2 поворачивается на заданный угол. 0 Во время освобождения диска 2 от воздействия клиновидного фиксатора 14 диск 2 удерживается от самопроизвольного вращения тормозом 19.
0 В крайнем нижнем положении кронштейна 11 срабатывает второй конечный выключатель (не показан), и происходит переключение подачи воздуха в пневмоцилиндре 20. Шток движется вверх, поднима5 ется подвижный кронштейн 11, клиновидный фиксатор 14 воздействует на толкатели кольцевого ряда 15, доворачивает диск 2 и фиксирует его в положение, при котором шприцованный шнур располагается между роликами 6 и 7. При дальнейшем
движении кронштейна 11 сверх одновременно происходит поджатие поддерживающего ролика 7 и отвод подпружиненного зажима 18 упором 17. В крайнем верхнем положении кронштейн 11 удерживается пневмоцилиндром 20, шприцованный шнур подается роликом 6 в зону режущего инструмента 4, и устройство начинает работать в рабочем режиме.
Благодаря отсутствию перерывов в ра- боте при перезарядке резиновых шнуров повышается производительность работы устройства.
Формула изобретения 1. Устройство для резки шприцованных заготовок, содержащее смонтированные на станине поворотный диск с полыми оправками и режущий инструмент, подвижный в плоскости, перпендикулярной осям оправок, отличающееся тем, что, с целью повышения производительности, оно снабжено подвижным кронштейном, установленным на станине с возможностью возвратно-поступательного перемещения в направлении движения режущего инстру- мента, толкателями, расположенными ра- диально по двум окружностям разного диаметра, причем каждый толкатель, расположенный по окружности меньшего диаметра, установлен на равных расстояниях от смежных толкателей, размещенных по окружности бол ьшегр диаметра, фиксатором с клиновыми поверхностями, установленным между толкателями, расположенными на
разных окружностях, с возможностью поочередного взаимодействия с ними, поддерживающим роликом, установленным нч подвижном кронштейне, размещенным между поворотным диском и режущим инструментом оппозитно поддерживающему ролику, транспортирующе-прижимным роликом, смонтированным на станине с возможностью прерывистого вращения вокруг своей оси от привода, при этом ось поворотного диска расположена перпендикулярно продольной оси режущего инструмента и осям поворота транспортирующе-прижим- ного и поддерживающего роликов.
2.Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что каждая полая оправка снабжена подпружиненным в направлении, перпендикулярном ее продольной оси, зажимом подаваемых заготовок, а подвижный кронштейн выполнен с упором, расположенным с возможностью поочередного взаимодействия с каждым из подпружиненных зажимов.
3.Устройство по пп. 1 и 2, о т л и ч а ю - щ е е с я тем, что привод прерывистого поворота транспортирующе-прижимного ролика выполнен в виде смонтированной на его оси обгонной муфты и рычага, один конец которого связан с обгонной муфтой, а другой - с режущим инструментом посредством выполненной на этом конце вильчатой прорези и размещенного в ней пальца, жестко смонтированного на режущем инструменте.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Станок для резки шприцованных заготовок | 1987 |
|
SU1470545A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Станок для резки шприцованных заготовок | 1981 |
|
SU1046109A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |

Изобретение относится к производству резинотехнических изделий и может быть использовано для получения заготовок сплошного сечения. Цель изобретения - повышение производительности. Устройство содержит поворотный диск 2 с полыми оправками 3, режущий инструмент 4, транс- портирующе-прижимной6и поддерживающий 7 ролики, кронштейн 11с А 21 клиновидным фиксатором 14, упором 17 и толкателями 15,16. Устройство работает в двух режимах. В рабочем режиме шприцованный шнур с катушки 21 подается через одну из оправок 3 поворотного диска 2 с помощью поддерживающего 7 и транспор- тирующе-прижимного 6 роликов, в зону резки режущего инструмента 4, где происходит рез. В режиме перезарядки, когда заготовка в оправке 3 отсутствует, шток пневмоцилин- дра 20 движется вниз и происходит расфик- сация диска 2 и поворот его на заданный угол при взаимодействии клиновидного фиксатора 14 с толкателем 16. При движении штока пневмоцилиндра вверх клиновидный фиксатор 14 воздействует на толкатели 15, поворачивает диск 2 и фиксирует его выполнение, при котором шприцс- ванный шнур располагается между роликами б и 7, подающими шнур в зону резки. 2 з.п. ф-лы, 6 ил. Ј О о о со о Јь
ВаЬА
Фиг2
9№
W)E969l
r///////////// //////Z)
7/s/
В-В
Г
Фиг. 5
Фиг.6
| Станок для резки шприцованных заготовок | 1981 |
|
SU1046109A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
