Изобретение относится к области обработки твердых природных камней и синтетических материалов и может быть использовано в камнеобработке на дисковых станках для распиловки блоков.
Известно устройство для обработки поверхностей изделий, преимущественно из естественного и искусственного камня, включающее установленный на валу барабан с зажимными приспособлениями и сносно расположенные шлифовальные диски, причем зажимные приспособления включают в себя расположенные по образующей барабана угольники, на которых закреплены силовые цилиндры, и распределитель, установленный на конце вала барабана, причем в валу барабана выполнены каналы, соединенные с одной стороны трубопроводами с силовыми цилиндрами, а с другой - с распределителем [1].
Недостатком известного устройства является невозможность резки камней произвольной формы и отсутствие системы охлаждения инструмента.
Наиболее близким техническим решением к предложенному изобретению является машина для распиловки драгоценных камней, содержащая станину с установленным на ней шпиндельным узлом с отрезным диском и электроприводом, ходовой винт рабочей подачи заготовки и круглые направляющие, по которым от механизма рабочей подачи перемещается суппорт с зажимным приспособлением, в котором закрепляется заготовка [2].
Недостатком известной машины является низкая производительность, необходимость переустановки заготовки для обработки со второй, третьей и четвертой сторон, низкая размерная точность обработанных блоков.
Цель изобретения - улучшение качества обработки, повышение производительности, расширение технологических возможностей обработки, упрощение конструкции станка.
Указанная цель достигается тем, что камнеобрабатывающий станок, содержащий два горизонтальных соосных выдвижных шпинделя с инструментом, их приводы, механизм рабочей подачи заготовок и механизм возврата каретки, снабжен устройством для установки и закрепления двух, трех или четырех заготовок произвольной или правильной геометрической формы, которое (устройство) позволяет обрабатывать одновременно две заготовки с двух противоположных сторон (или четыре заготовки с одной стороны каждую, или одну заготовку с двух сторон и две заготовки с одной стороны каждую) и получать пластины любой толщины в пределах осевого хода режущих головок, причем в случае обработки одной или двух заготовок устройство позволяет поворачивать их вокруг вертикальной оси на любой угол с шагом 15°, что обеспечивает получение заготовок с 4, 6, 8, 12 или 24 боковыми гранями, при этом параллельность плоскостей противоположных сторон многогранника соответствует высокой степени точности.
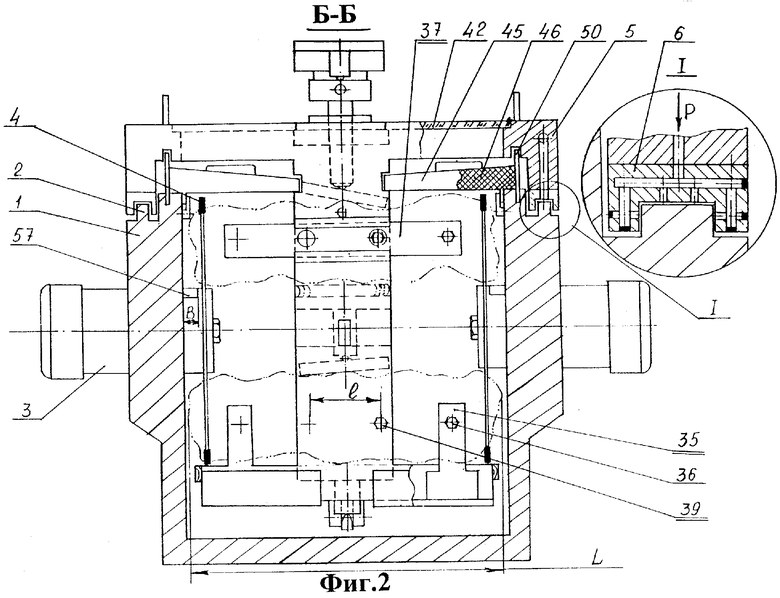
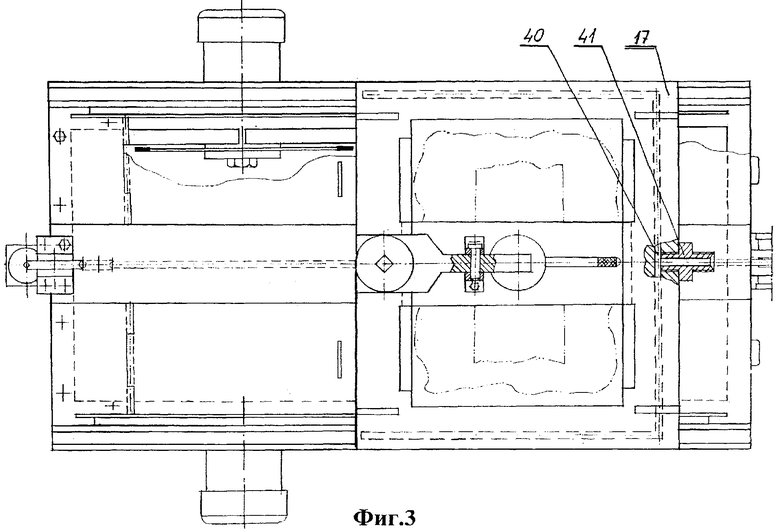
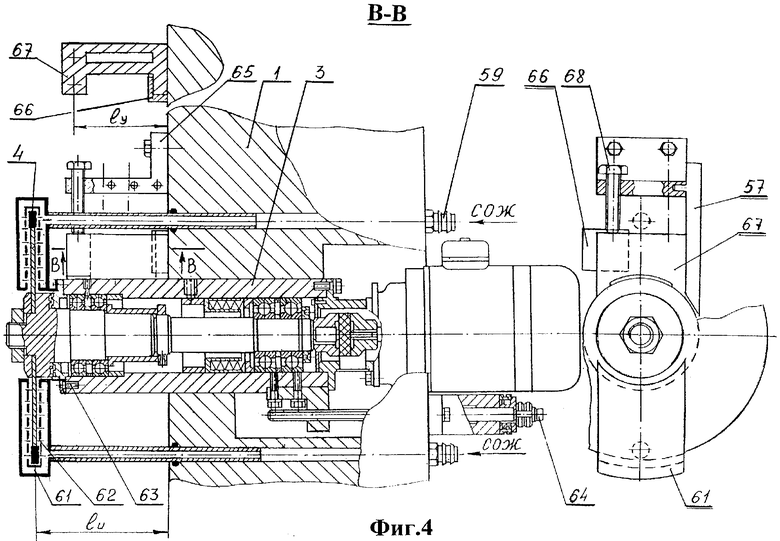
На фиг.1 изображен вид станка спереди: на фиг.2 - общий вид станка в боковой проекции; на фиг.3 - общий вид станка в плане; на фиг.4 - общий вид режущей головки.
Камнеобрабатывающий станок состоит из станины 1 с аэростатическими направляющими 2, на которой соосно установлены две режущие головки 3 с инструментом 4, каретка 5 на четырех аэростатических опорах 6 для установки, закрепления двух, трех или четырех заготовок 7, 8, механизм подачи, состоящий из стального троса 9, блоков 10, 11, груза 12, механизм возврата каретки, состоящий из стального троса 13, блока 14 и барабана 15 с храповым механизмом, и устройство для повышения жесткости системы СПИД, состоящее из двух кронштейнов 65, 66, неподвижно соединенных со станиной, и комплекта сменных упоров 67, которые закладываются между станиной 1 и кронштейном 66 и поджимаются к корпусу режущей головки 3 винтами 68 (2 шт), причем упоры 67 меняют, подбирая по размеру "lu" в зависимости от вылета инструмента "lu".
Каретка 5 рамной конструкции для установки, закрепления и поворота заготовок состоит из корпуса 16  -образной формы, днище которого является несущей балкой, рамы 17, через проем которой заготовки 7, 8 устанавливаются сверху в рабочее положение, причем проем закрывается двумя прозрачными экранами 42 для визуального контроля за процессом обработки; двух закладных несущих балок 18, 19, двух круглых поворотных столов 20, 21 с расположенными через 15° отверстиями для подпружиненных фиксаторов 22 (2 шт), двух прижимных дисков 23, 24, которые через поводки 25, 26 связаны один - с верхним поворотным столом 20, другой - с нажимным штоком 27, рычага 28 с опорой 29, резьбовой тарелки 30 для пружины 31, нажимного винта 32, штанги 33, рычага 34 с опорой, четырех дополнительных регулируемых (перемещаемых) упоров 35 с винтами 36, комплекта (6 шт) сменных упоров 37 с винтами 38 и основных винтовых упоров 39 (8 шт).
-образной формы, днище которого является несущей балкой, рамы 17, через проем которой заготовки 7, 8 устанавливаются сверху в рабочее положение, причем проем закрывается двумя прозрачными экранами 42 для визуального контроля за процессом обработки; двух закладных несущих балок 18, 19, двух круглых поворотных столов 20, 21 с расположенными через 15° отверстиями для подпружиненных фиксаторов 22 (2 шт), двух прижимных дисков 23, 24, которые через поводки 25, 26 связаны один - с верхним поворотным столом 20, другой - с нажимным штоком 27, рычага 28 с опорой 29, резьбовой тарелки 30 для пружины 31, нажимного винта 32, штанги 33, рычага 34 с опорой, четырех дополнительных регулируемых (перемещаемых) упоров 35 с винтами 36, комплекта (6 шт) сменных упоров 37 с винтами 38 и основных винтовых упоров 39 (8 шт).
Корпус 16 и рама 17 вместе с аэростатическими опорами 6 образуют каретку 5. Внутри рамы 17 выполнены каналы 40 для подвода воздуха к аэростатическим опорам 6. Подвод воздуха давлением Р МПа к раме 17 осуществляется через штуцер 41 и гибкий шланг от цехового компрессора (не показан).
Система охлаждения инструмента и заготовок состоит из насоса и подводящих трубопроводов (не показаны), штуцера 59, двух телескопических трубопроводов 60 (2 шт), приваренных к плоским пустотелым секциям 61 П-образной формы с отверстиями, причем секции 61 винтами 63 закреплены на корпусе режущей головки 3 и вместе с ней и инструментом 4 могут перемещаться вдоль оси головки.
Защита от разбрызгивания СОЖ осуществляется секциями 43, 44, 45 П-образной формы со специальной противоразбрызгивающей и шумопоглащающей набивкой 46, причем секции примыкают к правой и левой стенкам станины 1 по три секции с каждой стороны на всю длину станка и выполняют роль плоской крышки (кожуха) станка; правая и левая секции 43 неподвижно крепятся к задней стенке станины 1 и шарнирно соединены каждая соответственно с правой и левой секциями 44, которые при откидывании на шарнирах 46 открывают доступ к инструменту 4, а в рабочем положении крепятся к боковым стенкам станка замком 47; правая и левая секции 45 выдвигаются в сторону передней стенки станины 1, открывая доступ к установочно-зажимному устройству для его обслуживания или для свободного снятия каретки 5 со станка в случае установки и крепления заготовок вне станка. Средняя часть станка, не закрытая секциями 43, 44, 45, перекрывается телескопическими щитками 48, 49, причем крайние неподвижные щитки соединены с задней (или передней) стенкой станка, а крайние подвижные щитки - с кареткой 5 (не показано). Дополнительную защиту от разбрызгивания СОЖ обеспечивают лабиринтные уплотнения, образованные ребрами 50 (2 шт) на всей длине станины и канавками на нижней стороне рамы 17, причем торцы ребер 50 уплотняются секциями 43 (2 шт).
Станок работает следующим образом.
Заготовку 8 цеховым подъемным механизмом через проем в раме 17 опускают и устанавливают на нижний поворотный стол 21 с деревянным диском и на деревянные бруски 51. Основными винтовыми упорами 39 (4 шт) с двух сторон фиксируют заготовку в нужном положении, используя деревянные прокладки (не показаны); длинную заготовку (при соотношении L/1>3) фиксируют дополнительно с двух сторон четырьмя регулируемыми упорами 35 с винтами 36. На заготовку 8 устанавливают прижимной диск 24 с шариком и деревянной прокладкой. В пазах корпуса 16 устанавливают балку 19 с поворотным столом 20, фиксатором 22 и поводком 26, опуская ее (балку) через проем в раме 17 и совмещая ось прижимного диска 24 с осью поворотного стола 20, при этом вилки поводка 26 должны войти в пазы прижимного диска 24. Вторую (верхнюю) заготовку также через проем в раме 17 опускают и устанавливают на верхний поворотный стол 20.
Также основными винтовыми упорами 39 (4 шт) с двух сторон фиксируют заготовку в нужном положении, используя деревянные прокладки; длинную заготовку (при соотношении L/1≥3) фиксируют дополнительно с двух сторон четырьмя винтами 38 сменного упора 37, который устанавливают в специальном устройстве, состоящим из двух уголков, причем нижний уголок 52 приварен к корпусу 16, а верхний уголок 53 соединен с корпусом шарнирно. Затем на заготовку 7 устанавливают верхний прижимной диск 23 с шариком и деревянной прокладкой.
В пазах корпуса 16 устанавливают верхнюю балку 18 с рычагом 28 на опоре 29 с направляющей втулкой 54 и нажимным штоком 27 с поводком 25. В рычаг 28 заворачивают резьбовую тарелку 30, совмещая ее ось с осью пружины 31 и осью нажимного винта 32. Затем одновременно зажимают обе заготовки, выворачивая нажимной винт 32 и через рычаг 28 создавая необходимое осевое усилие на систему шток 27 - верхний диск 23 - верхняя заготовка 7 - верхний поворотный стол 20 - нижний диск 24 - нижняя заготовка 8 - нижний поворотный стол 21 - корпус 16. При этом необходимо обеспечить небольшой зазор (в пределах 1 мм) между верхним поворотным столом 21 и балкой 19; зазор обеспечивают деревянной прокладкой между нижним прижимным диском 24 и заготовкой 8. Окончательно поджимают все упорные винты.
При поднятых (повернутых на шарнирах) секциях 44 (2 шт) осевым перемещением режущих головок 3 устанавливают инструмент 4 на размер обработки и проверяют надежность его крепления на обеих режущих головках; устанавливают секции 44 в рабочее положение (закрывают их). Со стороны передней стенки станины устанавливают в рабочее положение секции 45 (2 шт). Соединяют крайние секции (2 шт) телескопических щитков (не показано) с кареткой 5. Закрывают проем рамы 17 двумя прозрачными экранами 42. Отводят кронштейн 55 из-под груза 12; уменьшают вес груза 12 так, чтобы обеспечить минимально необходимую подачу при врезании инструмента. От цехового компрессора через пневмосистему станка подают сжатый воздух давлением Р к аэростатическим опорам 6. Включают привод режущих головок 3. Включают подачу СОЖ, визуально контролируя через прозрачный экран 42. Отключают храповой механизм барабана 15 и подводят каретку 5 с заготовками к инструменту 4 до момента их соприкосновения. Процесс обработки начался. По окончании периода врезания увеличивают рабочую подачу до необходимого значения, добавляя груз 12 соответственно требуемой подаче. После отрезания пластины от заготовки каретка 5 в конце рабочего хода останавливается подпружиненным упором 56, после чего каретку возвращают в исходную позицию при помощи механизма 13, 14, 15 и фиксируют в этом положении храповым механизмом. Отключают системы подачи сжатого воздуха и СОЖ, отключают электропривод инструмента. Открывают секции 44 (2 шт) и вынимают отрезанные пластины, стоящие ребром на полках 57. Устанавливают инструмент 4 на новый рабочий размер, перемещая режущую головку 3 (2 шт) винтом 64. Увеличивают вылет "В" 57, подбирая ширину и количество полок 57 в зависимости от вылета инструмента "lu" для размещения на них следующих отрезаемых пластин. Закрывают секции 44.
Повторяют вышеописанный цикл работы станка, начиная с уменьшения веса груза 12.
В процессе обработки начальная длина L заготовок уменьшается; при соотношении L/1<3 через проем рамы 17 убирают дополнительные упоры 37 и 35 (2 верхних и 4 нижних), выворачивая соответствующие упорные винты 38 (4 шт) и 36 (4 шт).
После отрезания последней пластины каретку 5 возвращают в исходное положение и в этой позиции фиксируют храповым механизмом 15. Отключают эл. привод режущих головок, системы подачи СОЖ и сжатого воздуха.
Для обработки заготовок 7, 8 с третьей и четвертой сторон их одновременно поворачивают на 90° вокруг вертикальной оси, для чего сначала выворачивают все упорные винты 39 (8 шт), затем, заворачивая нажимной винт 32 до упора в штангу 33, поднимают поворотные столы 21 и 22 с закрепленными на них заготовками 8 и 7 выше фиксаторов 22, обеспечив зазор в пределах 1 мм; поворот осуществляют при помощи рукоятки 58, нажимного штока 27, поводков 25, 26, прижимных дисков 23, 24, от которых за счет сил трения крутящий момент от рукоятки 58 через заготовки 7 и 8 передается на поворотные столы 20 и 21. После поворота столов с заготовками на нужный угол столы с заготовками опускают в начальное положение, при этом фиксаторы 22 (2 шт) входят в соответствующие отверстия столов 20 и 21; для опускания столов с заготовками нажимной винт 32 выворачивают, создавая через рычаг 28 необходимую осевую силу зажатия на штоке 27. Затем через деревянные бруски (не показано) фиксируют новое положение заготовок, заворачивая основные упорные винты 39 (8 шт).
Закрывают проем рамы 17 прозрачными экранами 42 (2 шт) и повторяют циклы обработки в вышеуказанной последовательности, начиная с настройки инструмента на размер обработки.
Закончив обработку заготовок во второй позиции (после их поворота на нужный угол) возвращают каретку 5 в исходное положение, фиксируют храповым механизмом 15, отключают эл. привод режущих головок, системы подачи СОЖ и воздуха, выдвигают (снимают) секции 45 (2 шт), отсоединяют от каретки крайние секции (2 шт) телескопических щитков (не показано), выворачивают резьбовую тарелку 31, открывают прозрачные экраны 42 (2 шт), сдвигают в сторону и снимают с каретки верхнюю несущую балку 18 вместе с рычагом 28, опорой 29, нажимным штоком 27 и поводком 25, выворачивают верхние упорные винты 39 (4 шт), через проем в раме 17 вынимают обработанную с 4-х (6, 8, 12, 24) сторон верхнюю заготовку 7; сдвигают в сторону и снимают с каретки нижнюю несущую балку 19 вместе с поворотным столом 20 и поводком 26, выворачивают нижние упорные винты 39 (4 шт) и через проем в раме 17 вынимают обработанную с 4-х (6, 8, 12, 24) сторон нижнюю заготовку 8.
Обработку всех последующих заготовок производят в вышеуказанной последовательности.
Конструкции станка и каретки позволяют снимать и устанавливать заготовки вне станка. Для этого после окончания обработки сначала снимают (выдвигают) секции 45 (2 шт), отсоединяют от каретки крайние секции (2 шт) телескопических щитков (не показано), стальные тросы 9, 13 и гибкий шланг подвода воздуха (не показано) и затем, используя цеховой грузоподъемный механизм, снимают со станка каретку 5 с заготовками 7, 8.
Снятие обработанных заготовок с каретки, установку и крепление новых заготовок производят через проем рамы 17, как изложено выше, или сбоку. В последнем случае обе несущие балки 18 и 19 с каретки не снимают, что сокращает время на снятие и установку заготовок.
При использовании второй каретки ее вместе с заранее установленными и закрепленными в ней заготовками сразу же ставят на станок вместо снятой каретки. В этом случае в структуре штучного времени существенно увеличивается перекрываемая составляющая вспомогательного времени, что ведет к повышению производительности операции.
Источники информации
1. Авторское свидетельство СССР № 683915, класс B28D 1/00,1979.
2. Патент Германии № 2534216, кл. В28В 11/06.
Изобретение относится к области обработки твердых природных камней и синтетических материалов и может быть использовано в камнеобработке на дисковых станках для распиловки блоков. Техническим результатом является улучшение качества обработки, повышение производительности, расширение технологических возможностей обработки, повышение КПД механизма рабочей подачи заготовок. Станок содержит станину, две горизонтальные режущие головки с инструментом, электропривод шпинделей, каретку, механизм рабочей подачи заготовок и механизм возврата каретки. При этом каретка выполнена с возможностью установки и закрепления двух, трех или четырех заготовок. Причем станок снабжен регулируемыми передвижными упорами для дополнительной фиксации нижней заготовки, установленной и закрепленной в каретке, комплектом сменных упоров для дополнительной фиксации верхней заготовки, установленной и закрепленной в каретке, устройством для одновременного подъема и поворота верхней и нижней заготовок вокруг вертикальной оси на любой угол с шагом 15°. Устройство содержит одну несущую и две закладные съемные балки с установленными на них двумя поворотными столами с отверстиями для подпружиненных фиксаторов, нажимной винт, пружину, нажимной шток, два поводка, два прижимных диска с пазами, два рычага и штангу, при этом верхняя часть каретки выполнена в виде рамы с проемом, через который заготовки устанавливают в рабочее положение и через который в специальных пазах корпуса каретки устанавливают две закладные съемные балки, на одной из которых монтируют поворотный стол, на другой - детали силовой цепи для одновременного зажатия и поворота двух заготовок. 7 з.п. ф-лы, 4 ил.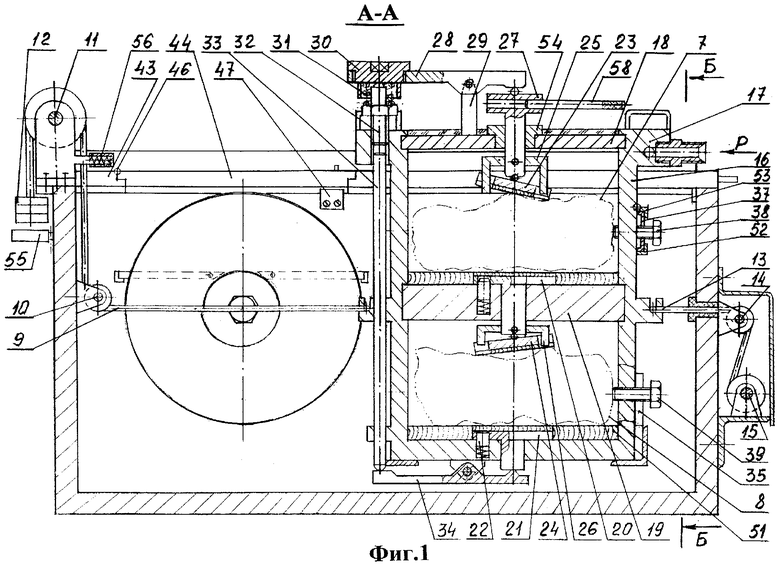
| Устройство для резки пластин | 1990 |
|
SU1761516A1 |
| УСТРОЙСТВО ПОДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2248317C2 |
| Стол камнерезного станка | 1976 |
|
SU613911A1 |
| Привод для перемещения подвижного органа станка | 1981 |
|
SU1115882A1 |
| Стол камнерезного станка | 1982 |
|
SU1087342A2 |
| Устройство для вырезки фигурных стекол | 1981 |
|
SU990695A1 |
| УСТРОЙСТВО ДЛЯ ПОДВОДА СОЖ К ДИСКОВОМУ ИНСТРУМЕНТУ | 1991 |
|
RU2008220C1 |
| СТАНОК ДЛЯ РЕЗКИ КАМНЯ | 1991 |
|
RU2024396C1 |
| УСТРОЙСТВА РАДИОСВЯЗИ И СПОСОБ РАДИОСВЯЗИ | 2010 |
|
RU2534216C2 |

