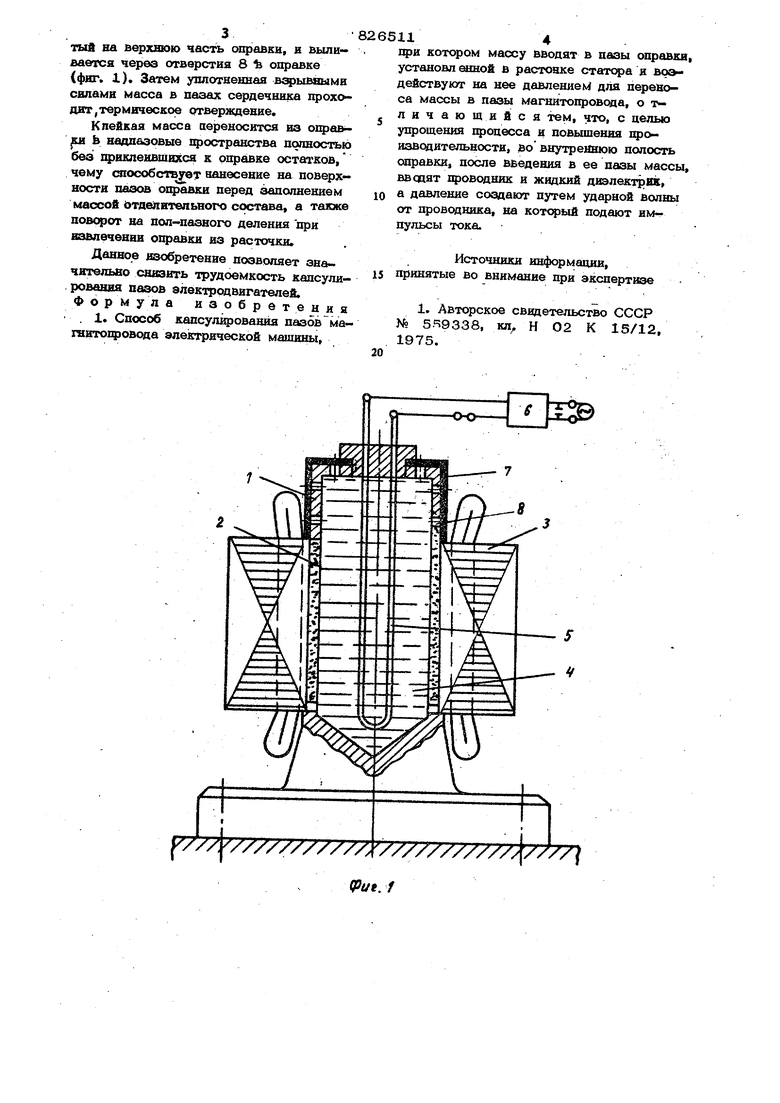
: , I . Изобретение относится к электромашиностроению, в частности к способу кап- сулирования пазовой части обмотки старго ра, например, асинхронного электродвигателя магнитодиэлектрическимЕ или высокотеплопроводными быстротвердекхшами массами. Известен способ капсулированвя пазов магнитопровода электрической машины быстротвердеющей массой, котором массу вводят в пазы оправки, установленной в расточке статора и воадейству- iOT на нее давлением для переноса массы в пазы магнитопровода ij. Недостатком данного способа является сложность конструкции, обеспечивающей перенос массы в магнитохфовод и недостаточная производитепьность этого способа. Цель изобретения - упрощение пронесса и повьпиение производительности. Поставленная цель достигается тем, го в известном способе во внутреннюю полость оправки, после введения в ее пазы массы, вводят проводник и жидкий диэлектрик, а . давление создают путем ударной волны от проводника, на который подают импульсь тока. На фиг. 1 изображена конструкция всей установки для ввода быстротвердеющей массы в пазы магнитопровода/ на фиг. 2 - оправка с введенной в её зазоры быстротвердеющей массой. Данный способ заключается в том, что пазы огфавки 1 заполняют быстротвердеющей массой 2 (фиг. 1), вводят ее в расточку статора С и заливают туда диэлектрическую . жидкость 4, например, полиметалсилоксановую ПЭС-2, после чего в жидкость вводят проволоку 5, соединенную с разрядником 6. Взрью проволоки 1ФОИСХОДИТ от воздействия высоковольтного Емпульса тока. подаваемого от разрсщника (фиг. 1). После взрыва и перенесения массы из оправки в пазы статора 3, находящаяся внутри оправки диэлектрическая жидкость разрывает специальный колпачок 7, одетый вй верхнюю часть оправкн, н выливается черва отверстия 8 Ь оправке (фиг. 1). Затем уплотненная в ываыми силами масса в пазах сердечника проходит, термическое отверждение.
Клейкая масса переносится из oiqjaB ки Ь надлазовые щюстранства полностью без щ иклеившихся к оправке остатков, чему способствует нанесение на поверхности пазов оправки перед заполнением массой отделительного состава, а также поворот на пол-пазного деления при извлечении оправки из расточки.
Данное изобретение позволяет значительно снизить трудоемкость каясули- рованвн пазов электродвигателей. Формула иаобрвтениа . 1. Способ капсулирования пазов ма- гнитолровода электрической машины,
при котором массу вводят в пазы оправк установл шшой в растонке статс а и воздействуют на нее давлением для переноса массы в пазы магнитопровода, о тличающийся тем, что, с целью упрощения 1фоцесса и повышения 1Ц оизвсдительности, во внутреннюю полость оправки, после введения в ее пазы массы вводят 1ФОВОДНИК и жидкий диэлектрик, а давление создают путем ударной волны от проводника, на который подают импульсы тока
Источники информашш, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
кл, Н 02 К 15/12,
№ 5Я9338, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитных клиньев и установки их в пазы электрической машины | 1982 |
|
SU1046858A1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОТВЕРДОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2361307C2 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Устройство для капсулирования пазов статора электрической машины | 1975 |
|
SU559338A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| Электродвигатель | 1989 |
|
SU1690148A1 |
| Статор электрической машины | 1984 |
|
SU1262637A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Статор электрической машины переменного тока | 1989 |
|
SU1667192A1 |

/// /////////// /////////// // /
(Put. 1
Pvi. Z
