2. Модель ПОП.1, отлича ющ а я с я тем, что привод вращения одного из крайних дисков выполнен
независимым от привода других дисков, диск снабжен фиксатором, а клейма выполнены в виде литер.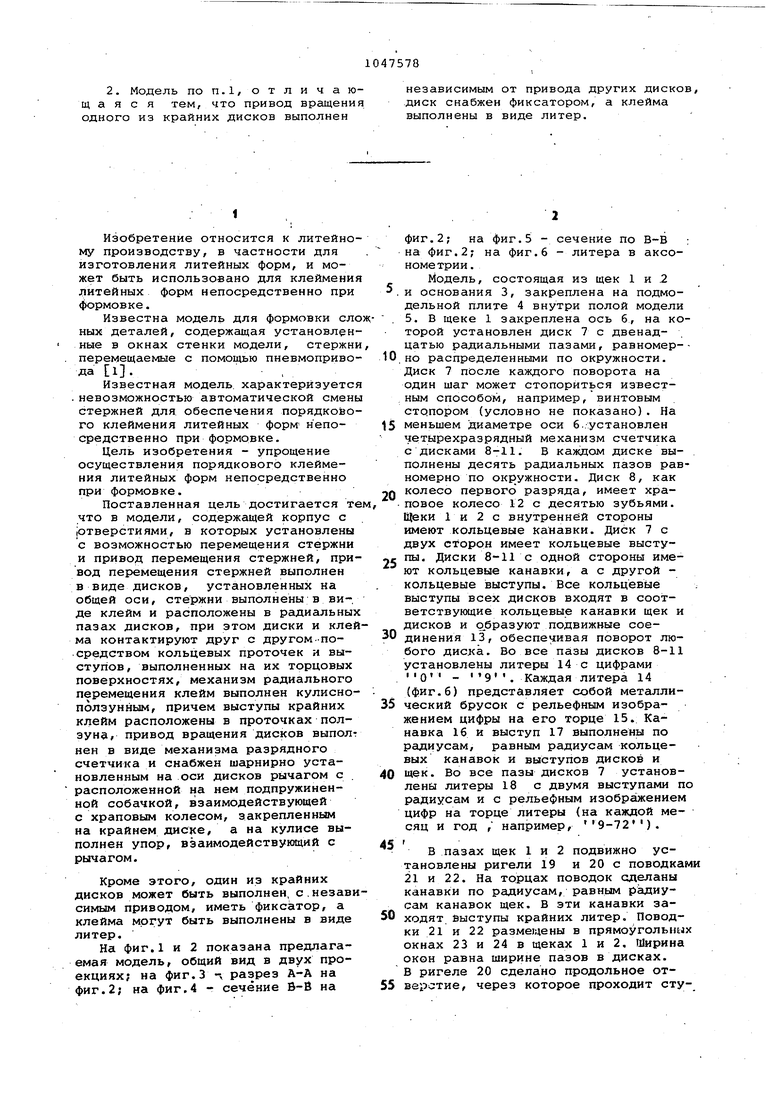
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| Устройство для клеймения проката | 1973 |
|
SU492331A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Нумератор для маркирования изделий | 1984 |
|
SU1207552A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ДЕТАЛЕЙ | 1998 |
|
RU2144855C1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |
| Пишущая машинка | 1983 |
|
SU1164067A1 |
| Устройство для автоматического клеймения прокатных заготовок наборными клеймами | 1960 |
|
SU132179A1 |
1. МОДЕЛЬ ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ сложной формы, содержащая корпус с отверстиями, в которых установлены с возможностью перемещения стержни и привод перемещения стержней, отличающаяся тем, что, с целью упрощения осуществления порядкового клеймения литейных форм непосредственно при формовке, . привод перемещения стержней выполнен в виде дисков, установленных на tS П 35 общей оси, стержни выполнены в виде клейм и расположенЕЛ в радиальных пазах дисков, при этом диски и клейма контактируют друг с другом посредством кольцевых проточек и выступов, выполненных на их торцовых поверхностях, механизм радиального перемещения клейм выполнен кулисно-ползунным, причем, выступы крайних клейм расположены в проточках ползуна, привод вращения дисков выполнен в виде механизма разрядного счетчика и снабжен шарнирно установленным на оси дисков рычагом с расположенной на нем подпружиненной собачкой, взаимодействующей с храповым колесом, закрепленным на крайнем диске, а на кулисе выполнен упор, в аимодействую-(Л щий с рычагом. ел 00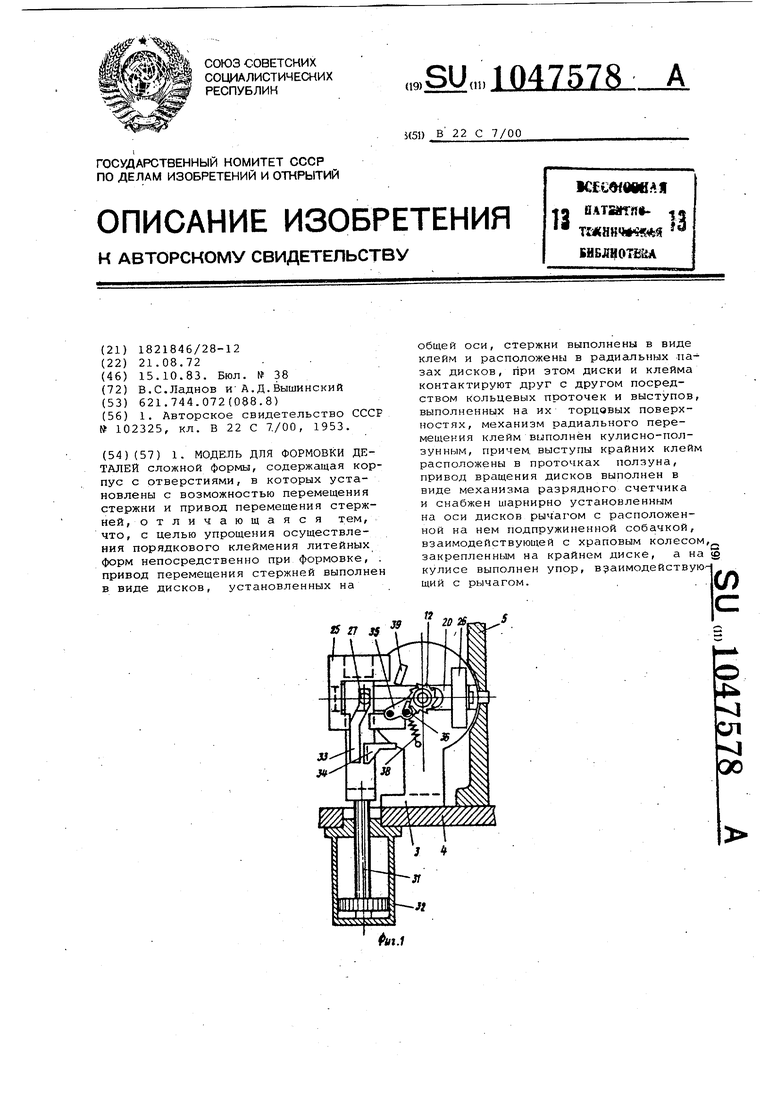
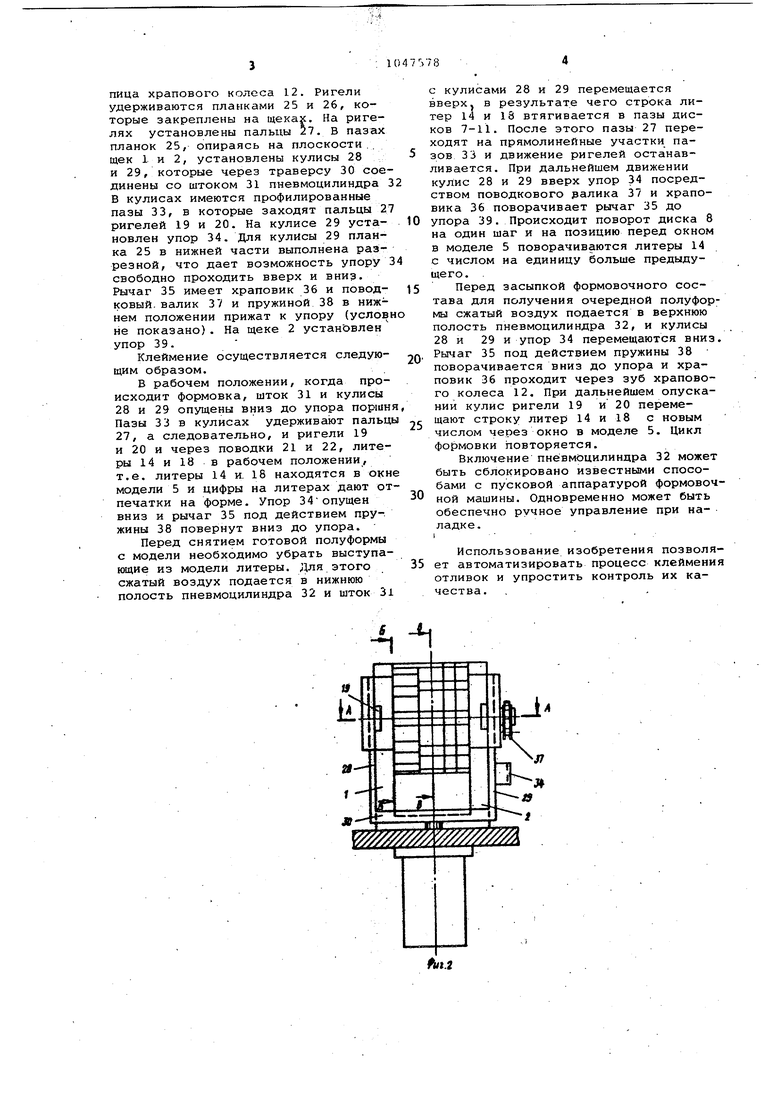
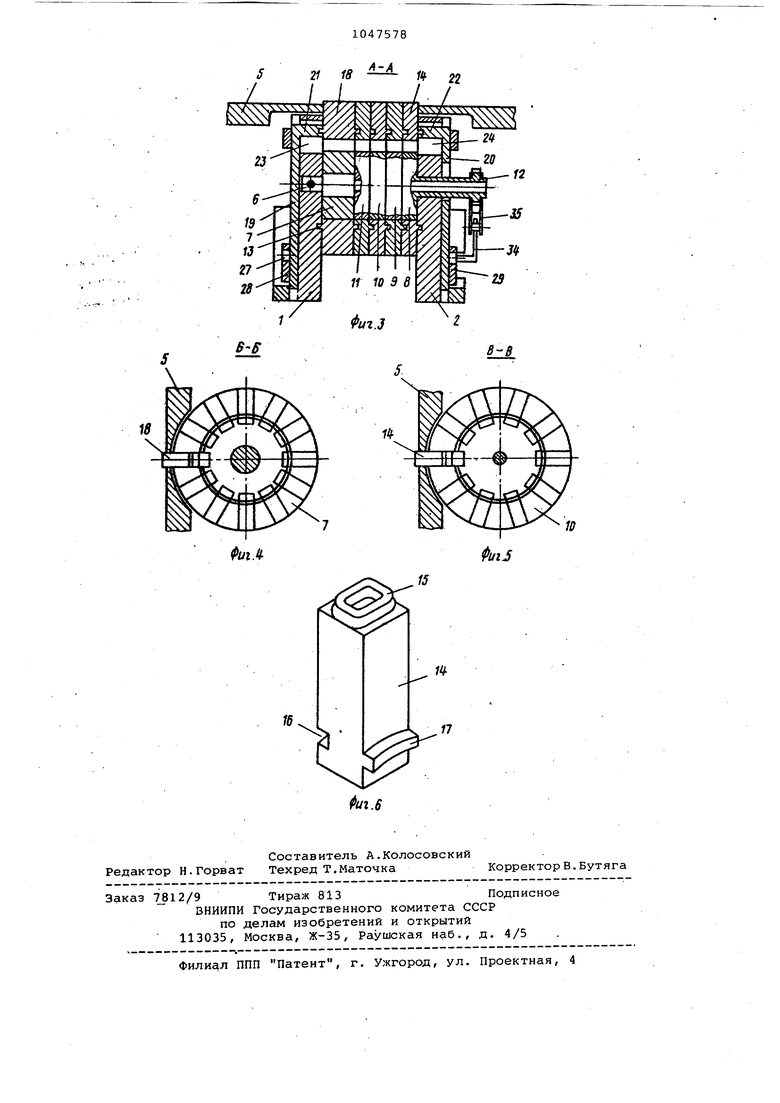
Изобретение относится к литейно му производству, в частности для изготовления литейных форм, и может быть использовано для клеймени литейных форм непосредственно при формовке. Известна модель для формовки сл ных деталей, содержащая установлен ные в окнах стенки модели, стержн перемещаемые с помощью пневмоприво да 1., Известная модель, характеризуетс . невозможностью автоматической смен стержней для обеспечения порядкоЗво го клеймения литейных форм непосредственно при формовке. Цель изобретения - упрощение осуществления порядкового клеймения литейных форм непосредственно при формовке. Поставленная цель достигается т что в модели, содержащей корпус с |отверстиями, в которых установлены с возможностью перемещения стержни и привод перемещения стержней, при вод перемещения стержней выполнен в виде дисков, установленных на общей оси, стержни выполнены в виде клейм и расположены в радиальны пазах дисков, при этом диски и кле ма контактируют друг с другом-по. средством кольцевых проточек и выступов, выполненных на их торцовых поверхностях, механизм радиального перемещения клейм выполнен кулисно полэунным, причем выступы крайних клейм расположены в проточках ползуна, привод вращения дисков выпол нен в виде механизма разрядного счетчика и снабжен шарнирно установленным на оси дисков рЫчагом с . расположенной на нем подпружиненной собачкой, взаимодействующей с храповым колесом, закрепленным на крайнем диске, а на кулисе выполнен упор, взаимодействующий с рычагом. Кроме этого, один из крайних дисков может быть выполнен, с .незави симым приводом, иметь фиксатор, а клейма могут быть выполнены в виде литер. На фиг.1 и 2 показана предлагаемая модель, общий вид в двух проекциях; на фиг.З -X разрез А-А на фиг.2; на фиг.4 - сечение В-В на фиг.2; на фиг.5 - сечение по В-В ; на фиг.2; на фиг.6 - литера в аксономе трии. Модель, состоящая из щек 1 и .2 и основания 3, закреплена на подмодельной плите 4 внутри полой модели 5. В щеке 1 закреплена ось 6, на которой установлен диск 7 с двенадцатью радиальными пазами, равномер-но распределенными по окружности. Диск 7 после каждого поворота на один шаг может стопориться известным способом, например, винтовым стрпором (условно не показано). На меньшем диаметре оси 6..установлен четырехразрядный механизм счетчика с дисками 8-11. В каждом диске выполнены десять радиальных пазов равномерно по окружности. Диск 8, как колесо первого разряда, имеет храповое колесо 12 с десятью зубьями. Щеки 1 и 2 с внутренней стороны имеют кольцевые канавки. Диск 7 с двух сторон имеет кольцевые выступы. Диски 8-11 с одной стороны имеют кольцевые канавки, а с другой кольцевые выступы. Все кольцевые выступы всех дисков входят в соответствующие кольцевые канавки щек и дисков и oJЭpaзyют подвижные соединения 13, обеспечивая поворот любого диска. Во все пазы дисков 8-11 установлены литеры 14 с цифрами О - 9. Каждая литера 14 (фиг.6) представляет собой металлический брусок с рельефным изображением цифры на его торце 15. Канавка 16 и выступ 17 выполнены по радиусам, равным радиусам кольцевых канавок и выступов дисков и щек. Во все пазы дисков 7 установлены литеры 18 с двумя выступами по радиусам и с рельефным изображением цифр на торце литеры (на каждой месяц и год , например, 9-72). В пазах щек 1 и 2 подвижно установлены ригели 19 и 20 с поводками 21 и 22. На торцах поводок сделаны канавки по радиусам, равным радиусам канавок щек. В эти канавки заходят Ёыступы крайних литер. Поводки 21 и 22 размещены в прямоугольных окнах 23 и 24 в щеках 1 и 2. Ширина окон равна ширине пазов в дисках. В ригеле 20 сделано продольное отверстие, через которое проходит ступица храпового колеса 1.2. Ригели удерживаются планками 25 и 26, которые закреплены на щеках. На ригелях установлены пальцы 27. в пазах планок 25, опираясь на плоскости., щек 1 и 2, установлены кулисы 28 и 29, которые через траверсу 30 сое динены со штоком 31 пневмоцилиндра В кулисах имеются профилированные пазы 33, в которые заходят пальцы 2 ригелей 19 и 20. На кулисе 29 установлен упор 34. Для кулисы 29 планка 25 в нижней части выполнена разрезной, что дает возможность упору свободно проходить вверх и вниз. Рычаг 35 имеет храповик 36 и поводковый.валик 37 и пружиной 38 в нижнем положении прижат к упору (услов не показано). На щеке 2 установлен упор 39. Клеймение осуществляется следующим образом. В рабочем положении, когда происходит формовка, шток 31 и кулисы 28 и 29 опущены вниз до упора поршн Пазы 33 в кулисах удерживают пальц 27, а следовательно, и ригели 19 и 20 и через поводки 21 и 22, литеры 14 и 18 в рабочем положении, т.е. литеры 14 и. 18 находятся в окн модели 5 и цифры иа литерах дают от печатки на форме. Упор 34опущен вниз и рычаг 35 под действием пру-, жины 38 повернут вниз до упора. Перед снятием готовой полуформы с модели необходимо убрать выступающие из модели литеры. Для этого сжатый воздух подается в нижнюю полость пневмоцилиндра 32 и шток 31 с кулисами 28 и 29 перемещается вверхJ в результате чего строка литер 14 и 18 втягивается в пазы дисков 7-11. После этого пазы 27 переходят на прямолинейные участки пазов 33 и движение ригелей останавливается. При дальнейшем движении кулис 28 и 29 вверх упор 34 посредством поводкового эалика 37 и храповика 36 поворачивает рычаг 35 до упора 39. Происходит поворот диска 8 на один шаг и на позицию перед окном в моделе 5 поворачиваются литеры 14 с числом на единицу больше предыдущего. . Перед засыпкой формовочного состава для получения очередной полуформы сжатый воздух подается в верхнюю полость пневмоцилиндра 32, и кулисы 28 и 29 и упор 34 перемещаются вниз. Рычаг 35 под действием пружины 38 поворачивается вниз до упора и храповик 36 проходит через зуб храпового колеса 12. При дальнейшем опускании кулис ригели 19 и 20 перемещают строку литер 14 и 18 с новым числом через окно в моделе 5. Цикл формовки повторяется. Включение пнёвмйцилиндра 32 может быть сблокировано известными способами с пусковой аппаратурой формовочной машины. Одновременно может быть обеспечно ручное управление при наладке. . , Использование изобретения позволяет автоматизировать процесс клеймения отливок и упростить контроль их качества.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Модель для формовки деталей сложного профиля | 1953 |
|
SU102325A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
