Изобретение относится к обработке металлов давлением в частности к способам и устройствам для соединения нескольких металлических листов в пакет суммарной толщиной от 1,0 до 5,0 мм. А именно, когда один из листов охвачен двумя другими или они наложены друг на друга, имеют угловую П- или Г-образную форму, а также для крепления листов из неметаллических материалов, а также фильтрующих материалов из ткани размещенных между двумя металлическими листами при изготовлении карманных фильтров грубой и тонкой очистки. Может быть использовано в машиностроении, производстве сельскохозяйственной техники, строительной индустрии, в энергетике, при изготовлении и монтаже вентиляции, аспирации, покрытий кровли, торгового оборудования, а также при сооружении металлического слоя изоляционных покрытий нефтехимических емкостей, технологического оборудования, трубопроводов и резервуаров.
Известен способ соединения листовых деталей устройством фирмы ТРУМПФ экспонировавшийся на выставке металлообработка 2002 г. в г. Москве TF-350 (см. Каталог ТРУМПФ). Известный способ и устройство для его осуществления успешно используется повсеместно с электрическим приводом. При его использовании габаритные размеры впадины соединяемых листов составляет не более 4×3 мм, поэтому для обеспечения требуемой прочности при креплении фланца из шин к воздуховоду необходимо произвести большое количество соединений с небольшим расстоянием друг от друга. Для получения более прочных соединений работающих на сдвиг, например, с габаритными размерами впадины от 6×4 мм до 10×4 мм с целью сокращения общего количества соединений при креплении листов в пакет необходимо либо увеличивать габаритные размеры всего устройства и мощность электродвигателя и размеры пуансона, либо в способе процесс продавливания пакета листов пуансоном должен вестись с использованием импульсно-прерывистых ударов. Этот механизм отсутствует в устройстве. Кроме того, по паспорту инструмента расстояние хода пуансона до контакта с пакетом, установленного для крепления между собой листов составляет всего 6,5 мм. По этой причине при габаритных размерах фланцев из шин от 15×15×8 мм до 35×35×10 мм при каждой очередной установке на фланец воздуховода вышеупомянутого инструмента необходимо произвести поворот пуансонодержателя на угол от 0 до 90 градусов. Затем завести в образованный проем вышеупомянутый фланец из шин, повернуть пуансонодержатель в исходное положение и только затем установить пуансон напротив пакета соединяемых листов. Кроме того, что известным способом соединение трех или четырех листов в пакет производится не составным, ступенчатым пуансоном, а цельнометаллическим пуансоном. Это требует увеличения прилагаемых сил на пуансон устройства. При реализации способа известным с применением цельнометаллического пуансона исключается переналадка его вышеупомянутым инструментом, в случаях имеющих место, когда одна из сторон фланца из шин 15×15×8 мм; 35×35×10 мм расположена наклонно относительно другой. В этих случаях во избежание подрезов, не плотностей соединения приходится устанавливать другой цельнометаллический пуансон с площадкой давления расположенной под углом соответствующим отклонению одной стороне фланца из шин, которая расположена наклонно по отношению к пуансону. В корпусе инструмента расположен статор электродвигателя, что снижает его показатель ремонтопригодности, в сравнении с инструментами, у которых электродвигатель или пневматический привод выведены из корпуса инструмента. Например, приводы в виде электродрели, или пневматической дрели, которые при выходе их строя можно оперативно заменить на другие. Кроме того, известным способом и устройством затруднено крепление фланцев из шин воздуховодов сечением с размерами до 400 мм, с внутренней стороны воздуховодов, из-за его габаритных размеров. К недостаткам следует отнести невозможность использования способа и известного устройства для крепления фильтрующего материала, заведенного между двумя металлическими листами, при изготовлении карманных фильтров. Во первых, исключается использование способа из-за невозможности его установки на внутренние секции фильтров, а во вторых металлические листы имеют толщину от 1,0 мм до 5,0 мм и разделены неметаллическим фильтрующим материалом, например тканью, что не способствует их кинематическому зацеплению между собой поэтому такие соединения ненадежны.
Известен способ соединения и устройство для его осуществления наложенных друг на друга металлических листов (см. Патент 2106219 Кл. В21Д 39/00). Полученные соединения известным способом имеют круглую форму, незначительно выступают за пределы листовой поверхности, но имеют недостаточную прочность против кручения. Кроме того, при давлении на металл двумя прямоугольными каналами без смещенных режущих кромок для соединения трех или четырех листов необходимо прилагать большие усилия. Для этого используют относительно удлиненные шланги с гидравлическими станциями с пневмогидравлическими усилителями. Это обстоятельство не позволяет использовать устройство мобильно на монтажной площадке. Кроме того, известным способом невозможно качественно произвести крепление металлического каркаса с неметаллическим фильтрующим материалом из ткани карманных фильтров очистки воздуха.
Известен способ крепления листов реализуемый устройством (А.с 977141 В25В 7/00), в котором в одном листе вначале сверлят отверстие и только затем заводят в него пуансон и соединяют с другим листом за счет полученных лепестков просечек прижимаемых к листу. Однако произвести крепление секций карманных фильтров, в которых металлические листы соединяют с неметаллическими листами из ткани фильтрующего элемента толщиной пакета от 1,0 мм до 5 мм и фланцев из шин П- или Г-образной формы с воздуховодом толщиной от 1,0 мм до 5 мм известным способом невозможно. Невозможно из-за отсутствия необходимого приложения сил на пуансон и не возможности установки устройства на фильтры и фланцы из шин. Кроме того, просверлить отверстие в фильтрующем, неметаллическом синтетическом материале из ткани невозможно. Соединения полученные устройством с ручным приводом неоднородны с различными показателями прочности.
Известен способ и устройство для его осуществления см. (А.с 1838930 В21В 39/03), в котором используется цельнометаллический пуансон и цельнометаллический формующий элемент. Прямоугольное поперечное сечение из четырех режущих кромок пуансона и четырех отгибающих кромок формующего элемента в устройстве образованы вогнутыми фасками. Благодаря этому происходит защита от уменьшения размеров толщины охватывающих лепестков. Однако, произвести крепление листов в пакет суммарной толщиной от 1,0 мм до 5,0 мм фланцев из шин с воздуховодом известным способом невозможно из-за отсутствия возможности установки на них устройства и недостатка прилагаемых сил. Это вызвано использованием в устройстве цельнометаллического пуансона, которым невозможно ступенчато продавить листы в пакет. Кроме того, при креплении карманных фильтров после надрезания цельнометаллическим пуансоном листов в пакет окончания выведенных металлических лепестков с листом из ткани фильтра остаются не продавленными, что приводит к снижению плотности соединений. Известен способ и устройство для его осуществления (см. Патент 2089317 1995 г.) которым соединяют металлические листы с неметаллическими листами воздуховодов. Однако соединить секции из листов толщиной от 1,0 мм до 5,0 мм расположенных внутри карманных фильтров известным способом нельзя из-за недостатка прилагаемых сил на рычаги и невозможности установки на вышеупомянутые секции устройства. Кроме того, известным способом с ручным приводом невозможно произвести крепление фланцев из шин П- или Г-образной формы с воздуховодом суммарной толщиной от 1,0 мм до 5,0 мм. К недостаткам известного способа следует отнести необходимость многократного нанесения ударов по просечным частям лепестков пакета листов толщиной от 1,0 мм до 5,0 мм. К недостаткам следует отнести тот факт, что пакет из одного листа ткани фильтра, размещенный между двумя металлическими листами, надрезают не составным, а сплошным пуансоном острой режущей кромкой вертикально расположенной к плоскости пуансона в результате окончания образовавшихся лепестков остаются не продавленными.
Известен способ соединения листовых конструкций (Патент 2467820 В21В 39/03 опубликован 27.11.2012 г.), в котором для снижения прилагаемых нагрузок на рычаги и повышения прочности соединения, когда три или четыре листа соединяют в пакет с использованием ступенчатого, составного плавающего пакета пуансонов. Известный способ и устройство для его осуществления успешно используют в различных отраслях промышленности под известной маркой ХТС-1, 2, 3, ежегодно экспонирующимся на выставке. Известным способом три или четыре листа суммарной толщиной от 2,0 мм до 4,5 мм продавливают в начале усеченной площадкой выступающей средней части, а затем двумя крайними частями пакетов пуансонов. В результате при креплении фланцев из шин с размерами, находящимися в пределах от 15×15×8 мм до 35×35×10 мм, к воздуховодам получают соединения, у которых габаритные размеры впадин находятся в пределах от 6×4 мм до 10×4 мм. Вышеупомянутые соединения соответствует требуемой номинальной прочности и нормативному приложению физических сил при креплении листов на рычаги устройства с размерами находящимися в пределах от 400 до 600 мм. Это создает возможность использования его с ручным приводом. Из-за повышенной прочности полученных соединений сокращается их общее количество по периметру фланца из шин, присоединяемого к воздуховоду. Однако, при каждом цикле соединения листов в пакет известным способом плавающий пакет пуансонов устройства не всегда проходит при продавливании расстояние определенное ему глубиной врезания. Известный способ не исключает случаев неполного надрезания и продавливания листов в пакет из-за различной глубины вхождения плавающего пакета пуансонов в матрицу. Это происходит из-за различного приложения сил на рычаги устройства в связи с использованием способа и устройства различными людьми. Наблюдения показали, что при реализации известного способа, в основном операторы полностью сводят навстречу друг другу рычаги устройства до смыкания серьги с вилкой. Однако, бывают случаи, когда этого не происходит. Некоторые операторы по разным причинам, например, из-за утомляемости в конце рабочей смены не сводят рычаги устройства до полного смыкания друг с другом. Кроме того, по этой же причине в момент снятия устройства с фланца из шин уже качественно присоединенного к воздуховоду снятие инструмента происходит в защемленном на фланце состоянии пуансона. Вопреки техническим требованиям рычаги не разводят до упора в разные стороны для вывода пуансона из соединения и в результате имеются случаи разрушения пакета пуансонов устройства. Соответственно скорость надрезания, продавливания металла соединяемых листов всякий раз при каждом цикле соединения ведут с различным приложением сил на рычаги устройства. Отсюда геометрические размеры, плотность металла при формировании днища одного соединения может отличаться от геометрических размеров и плотности металла днища ранее произведенных смежных с ним других соединений. Соответственно и показатели прочности каждого из соединений по периметру фланца из шин иногда существенно отличаются друг от друга. К недостаткам известного способа и устройства для его осуществления следует отнести невозможность получения импульсно-прерывистых передач на плавающий пакет пуансонов, необходимых для снижения прилагаемых нагрузок. Соответственно отсутствует возможность для получения однородных соединений с относительно небольшой разностью показателей прочности на сдвиг. А также отсутствует резерв для уменьшения величины прилагаемых нагрузок на пакет пуансонов и на уменьшение габаритных размеров привода, присоединяемого к вышеупомянутому устройству. Известным способом не возможно качественно произвести крепление ткани фильтрующего материала, размещенного между двумя металлическими листами с толщиной пакета от 1,0 мм до 5,0 мм секций карманных фильтров очистки воздуха. Расположение листа фильтрующего элемента из ткани между металлическими листами отрицательно влияет на их взаимозацепляемость при креплении между собой в пакет. К недостаткам следует отнести отсутствие возможности для установки зева устройства на внутренние секции карманных фильтров, по этой причине известным способом произвести соединения невозможно.
Известен способ реализуемый устройством (см. Ав. св №1155439 В25В 27 00 1985 год). Известный способ реализуют при помощи устройства, в котором корпус, соединен с внешне размещенным электрическим или пневматическим приводом с кнопкой пуска, что улучшает и сокращает сроки ремонта устройства. В корпусе расположен червячный редуктор, на валу которого установлен профилированный кулачек взаимодействующий с исполнительным механизмом в виде двуплечих рычагов, на одном конце которого размещена матрица, на другом пуансон. Тормозной барабан обеспечивает исключение инерционного крутящего момента от вала электропривода, благодаря наличию, колодки насаженной на вал червячного колеса с диском, имеющим впадину на периферии и размещенного в ней подпружиненного штока с двумя другими рычагами, которые связанны тягой с кнопкой включения привода. Известным способом соединяют два плоских листа в пакет суммарной толщиной до 1,6 мм. Получают соединения с равными числовыми значениями показателей номинальной прочности и обеспечивают получение однородных соединений с равными геометрическими размерами в результате устранения влияния человеческого фактора. Существенно улучшаются условия труда. Однако, крепление листов в пакет суммарной толщиной от 1,0 мм до 5,0 мм, Г или П-образной формы известным способом, в том числе оппозитных соединений, производимых с внутренней и наружной стороны фланца из шин с размерами от 15×15××8 мм и 35×35×10 мм невозможно. Из-за отсутствия возможности заведения фланца из шин под пуансон для выполнения соединений. А так же по причине недостатка расстояния необходимого рабочего хода для перемещения пуансона, который должен находиться, по крайней мере, в пределах от 19 мм до 24 мм. А так же из-за недостатка прилагаемых сил на цельнометаллический пуансон приводом известного устройства. В результате реализации известного способа с выполнением привода в известном устройстве с профилирующим кулачком и червячным редуктором не может быть использовано для крепления фланцев из шин П- или Г-образной формы с воздуховодом. И для создания мобильного переносного инструмента с приводом из-за его чрезмерного веса и габаритных размеров. Причина в том, что использование червячного редуктора в приводе известного устройства исключает получение импульсно-прерывистых передач при выполнении соединений.
В результате исключается возможность снижения прилагаемых нагрузок при надрезании и продавливании листов с увеличенной суммарной толщиной пакета листов более 1,6 мм.
К недостаткам известного способа следует отнести невозможность крепления в пакет металлических листов с фильтрующей тканью суммарной толщиной от 1,0 мм до 5,0 мм, из-за недоступности установки на них устройства и отсутствия необходимого количества прилагаемых сил на пуансон. Известным способом невозможно осуществить крепление ответных фланцев из шин с патрубками под вентиляторы и другое оборудование, закрепляемых в плоскости зданий из легких металлических конструкций, например, когда пространство между листами заполнено изолирующим материалом. К недостаткам следует отнести то, что при осуществлении известного способа для соединения листов в устройстве используется цельнометаллический пуансон. Его площадка для давления на листы не может переналаживаться под требуемый угол. По этому при креплении фланцев из шин, у которых одна из сторон расположена наклонно относительно другой стороны к листу воздуховода, цельнометаллический пуансон необходимо переустановить на другой пуансон, который будет соответствовать требуемому углу наклона. Этот способ является наиболее близким к заявленному способу крепления листов в пакет.
Вышеперечисленные недостатки устраняются заявленным способом с использованием устройства, у которого вынесен и закреплен за пределами границы корпуса пневматический или электрический привод, питаемый от сети или аккумулятора смонтированного на электродвигателе. С противоположной стороны корпуса расположена монолитная силовая головка, которая выставлена за пределами внешних кромок корпуса. В частном случае использования способа, двигатель может переустанавливаться на двух плоскостях по обе стороны корпуса привода и одной плоскости сверху соединяющей боковые, вдоль поперечной оси корпуса привода. На валу двигателя закрепляют коническую ведущую шестерню, а ведомую коническую шестерню закрепляют на косой шайбе, обеспечивающую прием крутящего момента от введенной в нее ведущей шестерни, которую переустанавливают в той плоскости на которой закрепляют двигатель. При этом для соединения тяги с кнопкой пуска устанавливают вкладыши устраняющие разницу расстояний между ними в связи с изменением местоположения двигателя на корпусе привода. Два паза силовой головки предназначены для заведения фланцев из шин П- или Г-образной формы для их крепления с наружной и внутренней стороны с листом воздуховода, а также для соединения металлических листов с неметаллическими, а также трех листов в пакет карманных фильтров очистки воздуха. Карманный фильтр представляет собой несколько последовательно соединенных между собой секций, в которых средний лист является фильтрующим и выполнен из листа ткани, а два других крайних листа являются металлическими. Вышеупомянутые два металлических листа могут быть в виде полосы с шириной сечения от 15 мм до 30 мм и размером толщины каждой полосы до 2,5 мм. При этом для возможности установки устройства не только на наружные, но и внутренние секции карманных фильтров грубой и тонкой очистки воздуха продольную ось пакета пуансонов на ползуне в силовой головке параллельно смещают относительно продольной оси штока кулисы, и выводят за пределы корпуса привода. Выше паза в монолитной силовой головки для размещения П- или Г-образного ребра фланца из шин за перемычкой, выполнен другой паз узла регулировки глубины врезания. Фиксирование и освобождение матрицы на силовой головке ведут подпружиненным фиксатором, в виде валика, соединенного со стержнем. Стержень подпружинен двумя пружинами, одни концы которых введены в матрицу, другие концы заведены на валик. Стержень периодически входит и выходит в одно из нескольких отверстий неразъемной матрицы. При необходимости в пазу силовой головки размещают и разъемную матрицу с аналогичным отверстием для ввода стержня. Кроме того, на вышеупомянутом пазе с возможностью независимого перемещения и фиксирования выполнены элементы формовки в виде плавающих пакетов пуансонов, состоящих из трех частей закругленной формы. Размер радиуса закругления пластин крайних частей пакетов пуансонов меньше размера радиуса закругления пластин средней части. Пластины крайних частей после закрепления на пазе силовой головки выступают за пределы пластин средних частей пакетов пуансонов. В результате образуют закругленные канавки, используемые для сохранения толщины при развальцовке лепестков просечных частей, соединяемых в пакет двух металлических листов с листом ткани карманных фильтров. Вдоль продольной оси напротив неразъемной матрицы располагают плавающий пакет пуансонов с двумя рабочими участками, закрепленными в пуансонодержателе. Один рабочий участок предназначен для крепления фланцев из шин с воздуховодом, листов металлических с листами из неметаллических материалов, например, картона, а другой рабочий участок предназначен для крепления двух металлических листов с листом из ткани размещенным между ними вышеупомянутых карманных фильтров. Оба рабочих участка при необходимости могут быть выставлены и закреплены в пуансонодержателе напротив паза неразъемной матрицы путем поворота на угол от 0 до 180 градусов относительно продольной оси силовой головки.
Пуансонодержатель выполнен с возможностью перемещения по направляющим силовой головки и связан ползуном со штоком, входящим внутрь корпуса привода и соединенным с кулисой. В пазу кулисы размещают толкатель, в отверстии которого размещают кривошип, неподвижно закрепленный на храповом колесе. Для обеспечения достаточного количества импульсно-прерывистого приложения сил на плавающий пакет пуансонов диаметр храпового колеса должен находиться в пределах от 75 мм до 135 мм. Количество зубьев на храповом колесе должно находиться в интервале от 50 до 90 единиц, что установлено экспериментально во время испытания опытных образцов. При этом, каждый зуб храпового колеса расположенный на периферии по его окружности за один полный оборот испытывает импульсно-прерывистое давление с частотой от 50 до 90 циклов от толкающей собачки, расположенной на сухаре. Сухарь закреплен подвижно на оси храпового колеса вместе с роликом и толкающей собачкой совершают в радиальном направлении качающее возвратно-поступательно движение. Одновременно возвратно-поступательное движение ролику, сухарю, толкающей собачки придает косая шайба, закрепленная на валу пневматического или электрического двигателя вдоль продольной оси корпуса привода в общем случае использования способа. При этом храповое колесо на своей оси вращается неравномерно, а с перерывами за счет импульсно-прерывистых передач толкающей собачки на каждый зуб храповика, их число равняется числу зубьев на храповом колесе и находится в пределах от 50 единиц до 90 единиц. Косая шайба при вращении на один полный оборот от 0 до 360 градусов давит своей конусной поверхностью на ролик. Ролик перемещая сухарь, заставляет толкающей собачкой, заведенной в зуб, совершать поворот храпового колеса на один зуб по часовой стрелки. Одновременно другая тормозная собачка, закрепленная на корпусе привода, фиксирует перемещение храпового колеса вокруг своей оси на один зуб. В зависимости от расчетной частоты импульсно-прерывистых передач передаваемых сил на пакет пуансонов необходимых для продавливания листов в пакет, храповое колесо может быть выполнено в нескольких вариантах. Например, для крепления листов в пакет суммарной толщиной от 2,0 мм до 2,5 мм диаметр храпового колеса выбирают равным 75 мм. Число импульсно-прерывных передач прилагаемых сил на пакет пуансонов должно равняться 50 на один полный оборот храпового колеса. Число зубьев храпового колеса должно равняться 50 единицам. А для крепления листов в пакет суммарной толщиной, например, находящихся в пределах от 3,0 мм, до 3,5 мм диаметр храпового колеса выбирают равным 108 мм. Число зубьев на храповом колесе должно составлять 72 единицы, что будет соответствовать числу частоты импульсно-прерывистых передач на пакет пуансонов. Испытания способа и устройства для его осуществления показали следующее. При мощности пневматического или электрического двигателя в 1,0 киловатт, с числом оборотов приводного вала от 800 до 1500 в минуту, расстояния прямого и обратного хода пакета пуансонов 24 мм, при одном полном обороте вокруг своей оси храпового колеса диаметром 108 мм и числом зубьев 72 единицы, и числом импульсно-прерывистых передач воздействующих на пакет пуансонов равным 72 передачам, выполнение одного соединения листов в пакет суммарной толщиной до 3,0 мм происходит в течении от 2,0 до 5,0 секунд. При этом используется минимальное приложением сил на надрезание и продавливание металла соединяемых листов. Для крепления секций карманных фильтров, состоящих из неметаллических материалов из ткани, размещенных между двумя пластинами из металлических листов в пакет, неразъемную матрицу располагают с возможностью независимого неподвижного или подвижного перемещения по пазу вдоль продольной оси силовой головки. Это достигается за счет размещенного между двух винтов регулировки глубины врезания матрицы подпружиненного стержня пронизанного валиком. Стержень вводят в одно из нескольких отверстий, выполненных в нижней части неразъемной матрицы, или выводят из них. Вышеупомянутые отверстия выполнены на расстоянии друг от друга с шагом равным расстоянию переустановки при смене притупленных участков неразъемной матрицы на острые. Тем самым фиксируют неразъемную матрицу от перемещения и освобождают ее для перемещения в процессе крепления вышеупомянутых листов в пакет. Это достигается за счет конусов на выступах вилки, соединенной и перемещаемой одновременно с пуансонодержателем, а также за счет навитых на валик пружин установленных по обе стороны от стержня. Одни концы пружин заведены во впадины, выполненные на короткой стороне неразъемной матрицы, а другие концы пружин закреплены под валиком.
На этапе передачи импульсно-прерывистых надрезаний, продавливания листов пакетом пуансонов и выводе образовавшихся лепестков за пределы соединяемых листов неразъемная матрица находится в неподвижном состоянии. На следующем этапе, при прямом импульсно-прерывистом ходе пакета пуансонов, закрепленного в пазу пуансонодержателя вместе с закрепленной на нем вилкой, своими конусами давят на валик. И по вертикально расположенному к продольной оси сквозному пазу силовой головки, преодолевая усилия пружин, валик перемещают и вместе со стержнем и выводят его из отверстия неразъемной матрицы. Тем самым обеспечивают совместное перемещение пуансонодержателем неразъемной матрицы вдоль продольной оси корпуса вместе с выведенными лепестками соединяемых листов навстречу элементам формовки, закрепленных на пазе в корпусе силовой головки, канавками которых развальцовывают совместно стальные лепестки с лепестками ткани фильтра. На этапе освобождения из готового выполненного соединения при обратном неравномерном импульсно-прерывистом ходе пакета пуансонов, конуса вилки отводят с валика. За счет действия пружин приподнимают валик по сквозному пазу силовой головки и заводят стержень в одно из нескольких отверстий неразъемной матрицы, тем самым фиксируют ее неподвижно от продольного перемещения на силовой головке. На рабочем участке пакета пуансонов предназначенного для крепления фланцев из шин или металлических листов с неметаллическими листами не из ткани с одной стороны на выступе пластины средней части выполнена усеченная площадка, на пластинах крайних частей пакета пуансонов выполнены режущие кромки со ступенькам, которые располагают параллельно режущим кромкам паза неразъемной матрицы. На рабочем участке для крепления двух металлических листов с листом их ткани карманных фильтров на пластине средней части пакета пуансонов размещают выступающую усеченную площадку выполненную в плоскости расположенной вертикально по отношению к плоскости средней части пакета пуансонов. С помощью вышеупомянутой усеченной площадки в начале листы продавливают, а затем надрезают. В результате окончания образовавшихся двух металлических охватывающих лепестков будут плотно продавлены с тканью фильтра. По обе стороны от оси симметрии на пластине средней части пакета пуансонов дополнительно выполняют скругленные участки радиусом от 8 мм до 10 мм. На пластинах крайних частей пакета пуансонов по обе стороны от оси симметрии выполняют по одной режущей кромки в плоскости, расположенной вертикально по отношению к плоскостям пластин крайних частей. Дополнительно на каждой из пластин крайних частей для обеспечения надрезания лепестков и вывода их за пределы соединяемых листов по обе стороны от оси симметрии выполняют по две режущие кромки с радиусом закругления находящимся в пределах от 6 мм до 8 мм. В результате разницы размеров закругленных участков на вышеупомянутых режущих кромках пластин крайних частей и скругленных участков пластины средней части пакета пуансонов, крайние части пакета пуансонов при закреплении на пуансонодержателе будут выступать за пределы закругленных участков средней части образуют канавки для заведения лепестков и сохранения их толщины при надрезании. В пуансонодержателе пластины крайних частей пакета пуансонов с вышеупомянутыми элементами выставляют в одной плоскости. Таким образом режущие кромки окажутся выставленными по одной линии расположенной вертикально по отношению к плоскостям вышеупомянутых пластин, а затем их закрепляют. Аналогично закругленные режущие кромки пластин крайних частей пакета пуансонов выставляют в одной плоскости и затем закрепляют в пуансонодержателе. На пластинах средней части дополнительно выполнены подрезы по обе стороны от оси симметрии, чем образуют дополнительные короткие канавки для ввода в них металла при надрезании и продавливании вышеупомянутых лепестков, сохраняя их толщину.
Необходимый зазор между тормозящей собачкой, входящей в зуб храпового колеса, находящийся в пределах от 0,1 мм до 0,3 мм выставляют за счет продольного перемещения кинематической связи двигателя с косой шайбой. Двигатель вместе с закрепленной вдоль продольной оси на валу косой шайбой заводят в корпус привода, преодолевая усилие пружин, давят на ролик и толкающую собачку, закрепленных на сухаре вдоль продольной оси устройства. Зуб толкающей собачки плотно без зазора заводят в зацепление с зубом храпового колеса таким образом, что между зубом тормозящей собачки и другим зубом храпового колеса будет зазор в пределах от 0,1 мм до 0,3 мм. Выставленный зазор фиксируют закреплением вышеупомянутой кинематической связи при помощи двух гаек навинченных на выступающей части двигателя снаружи и изнутри к стенке корпуса.
На графических материалах схематически тфиведено устройство для осуществления способа.
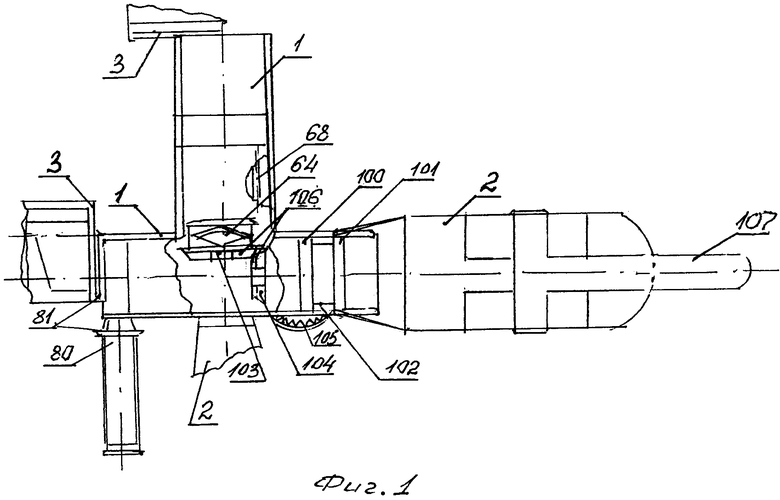
На Фиг.1. - приведен общий вид устройства с выступающей за корпус силовой головки и двигателя с возможностью их переустановки вдоль продольной и поперечной оси на корпусе привода.
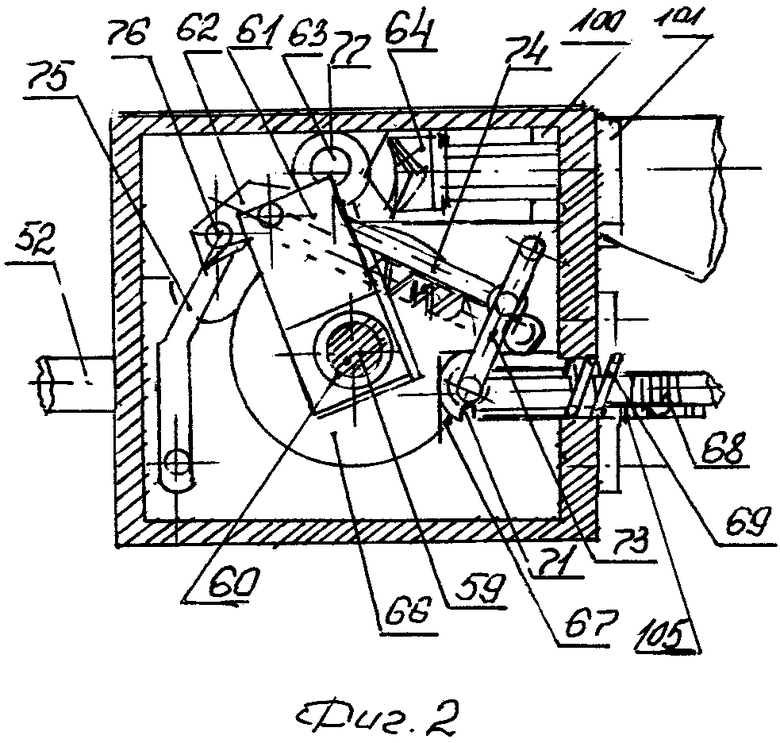
На Фиг.2. - приведен вид корпуса привода устройства сбоку.
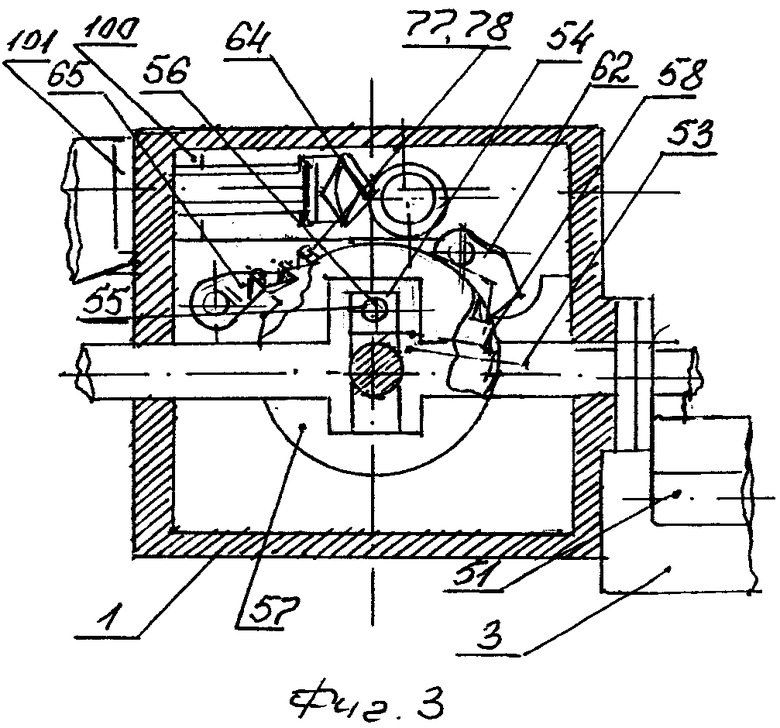
На Фиг.3. - приведен вид корпуса привода с другой стороны.
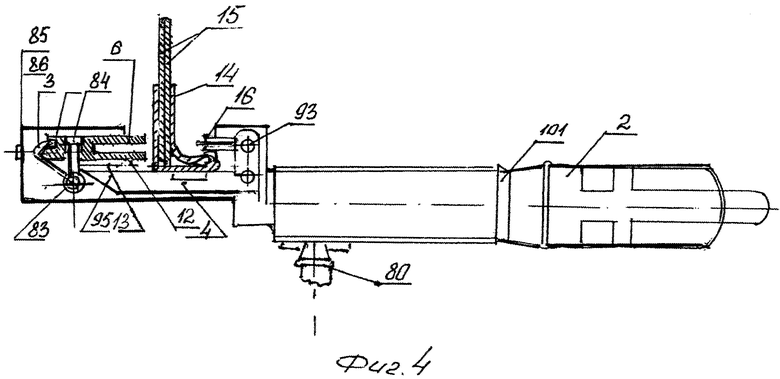
На Фиг.4. - приведен вид крепления фланцев из шин с воздуховодом со смещенной и закрепленной силовой головкой.
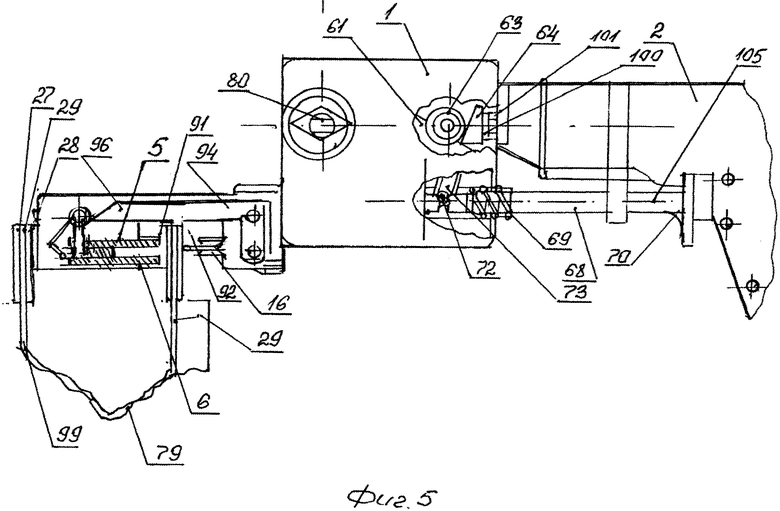
На Фиг.5. - приведен вид смещенной силовой головки, установленной для крепления металлических листов и листом из ткани карманного фильтра.
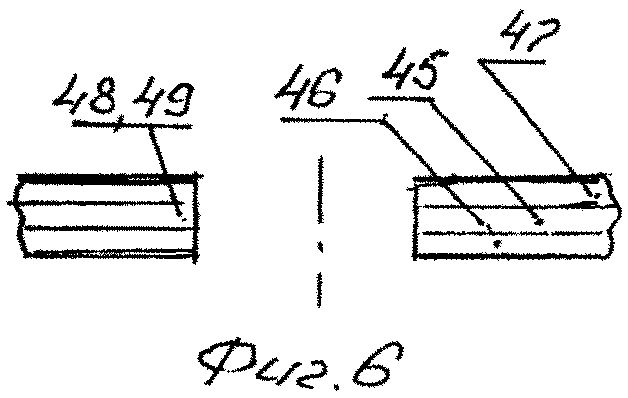
На Фиг.6 - приведен вид канавки, образованной составным элементом формовки с пластинами крайних частей и пластиной средней части плавающего пакета пуансонов.
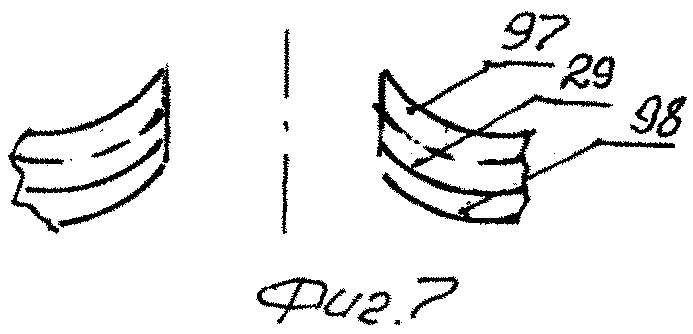
На Фиг.7 - приведен вид плавающего пакета пуансонов элементов формовки, закрепленного на пазе силовой головки.
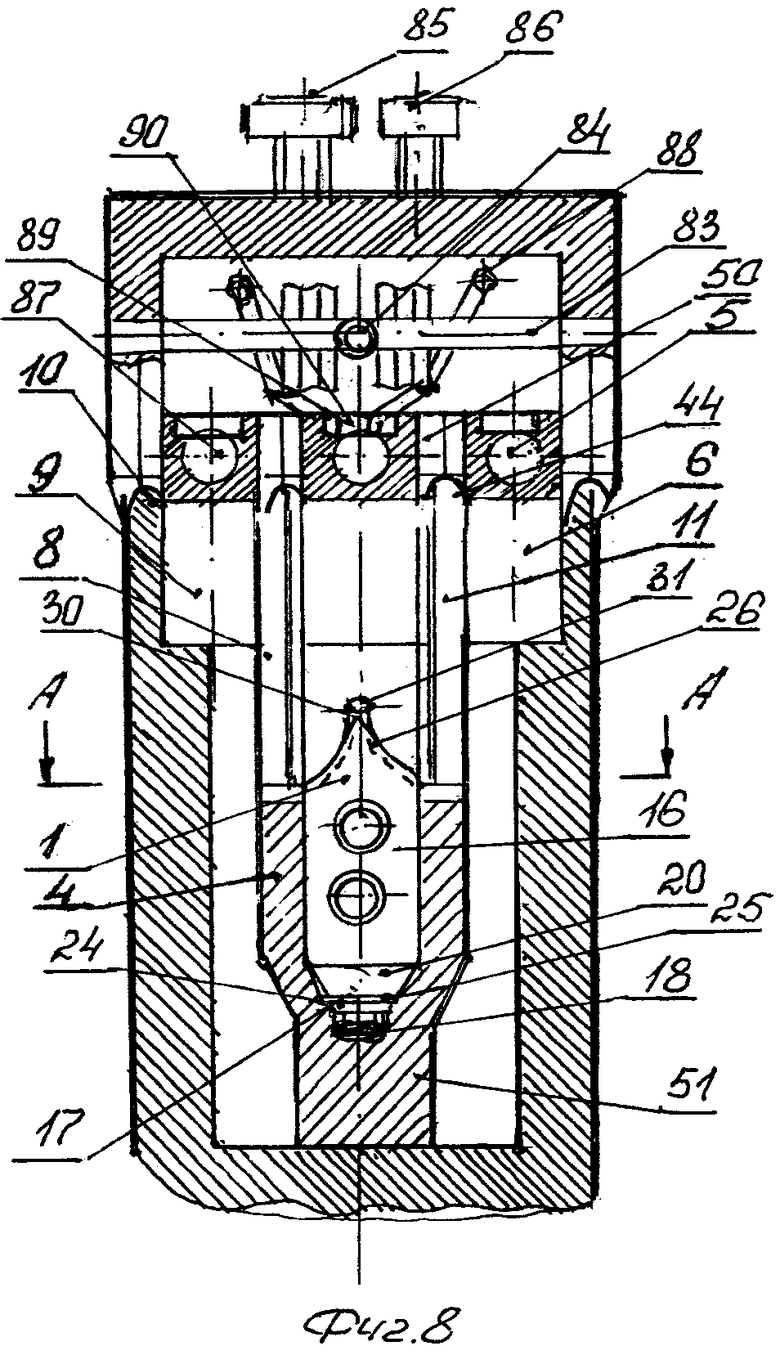
На Фиг.8 - приведен вид двух рабочих участков пакета пуансонов закрепленных на пуансонодержателе, трех выступающих частей неразъемной матрицы закрепленных подвижно в направляющих, образованных плавающими пакетами пуансонов элементов формовки.
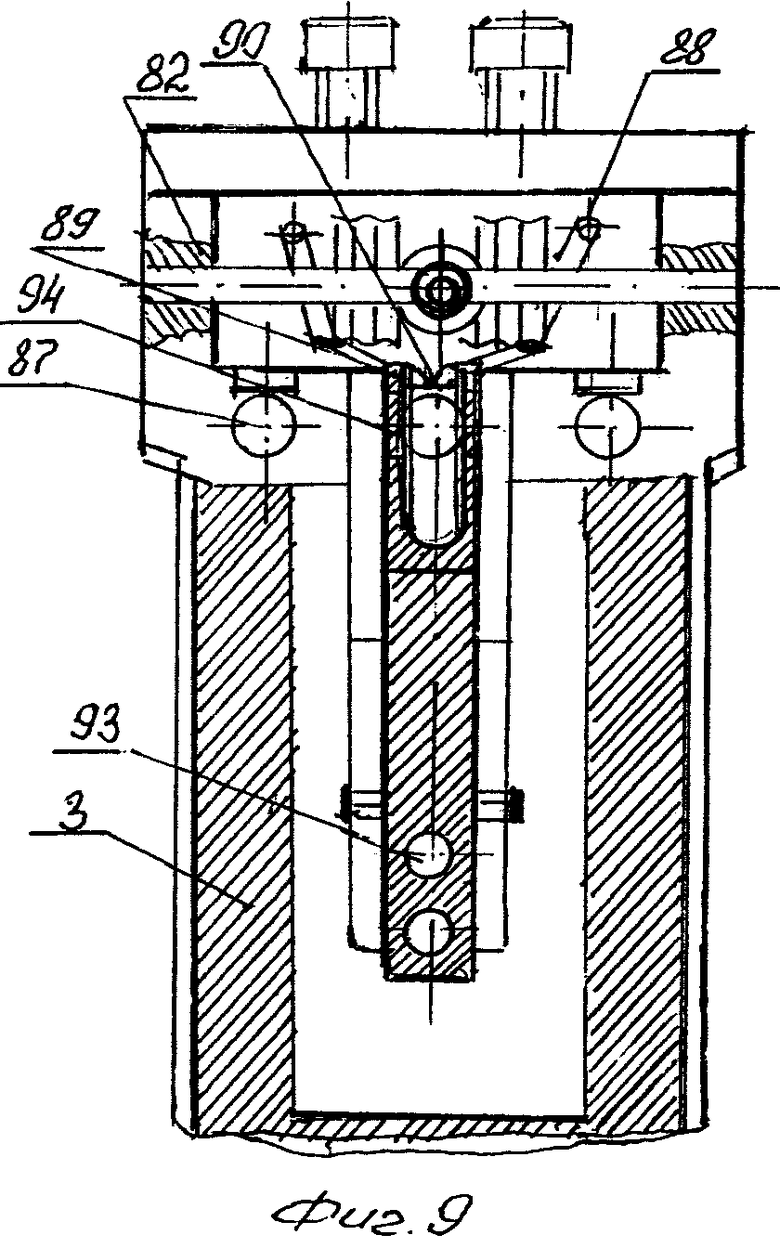
На Фиг.9 - приведен вид с другой стороны вилки с клиньями, закрепленной на пуансонодержателе и валик установленный в сквозном пазе соединенный со стержнем.
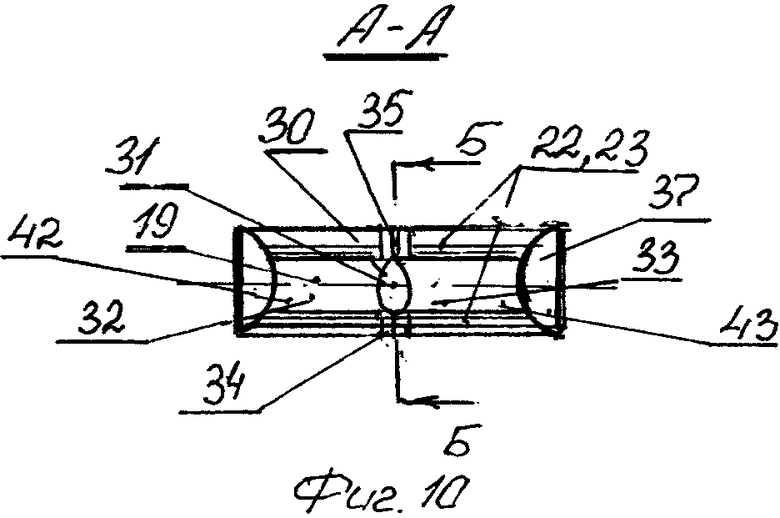
На Фиг.10 - вид сечения А-А рабочего участка плавающего пакета пуансонов для крепления листов карманных фильтров.
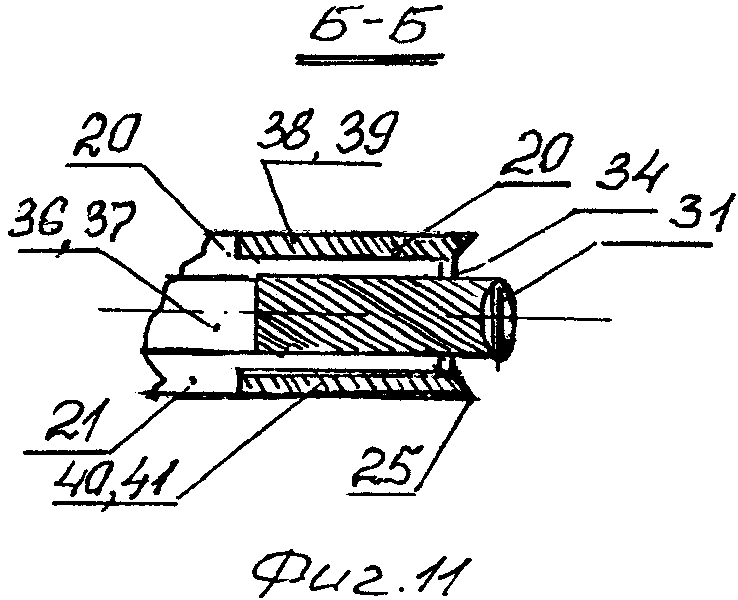
На Фиг.11 - сечение Б-Б рабочего участка плавающего пакета пуансонов для крепления металлических листов с листом из ткани фильтра.
Устройство для реализации заявленного способа содержит корпус привода 1 на котором закреплен пневматический или электрический двигатель 2 (см. Фиг.1), например в виде электродрели. С другой стороны вдоль продольной оси на корпусе привода 1 закреплена монолитная силовая головка 3, выступающая за габаритные размеры корпуса привода 1 на расстояние, обеспечивающее ее свободную установку. Ось симметрии плавающего пакета пуансонов, установленного в пуансонодержателе 4, смещена на ползуне и расположена в плоскости параллельной оси штока кулисы привода 1 (см. Фиг.4, 5). Силовая головка 3 снабжена узлом регулировки глубины врезания с пазом 5, в котором размещена неразъемная матрица 6 с возможностью переустановки затупленных режущих кромок на острые, а так же при необходимости размещена и разъемная матрица 7. На неразъемной матрице 6 выполнены проточки 8 и выступающие части 9, в которых размещены элементы формовки 10 служащие в качестве ее направляющих 11 закрепленных на пазе 5 корпуса 1 силовой головки 3 для перемещения выступающих частей 9 неразъемной матрицы 6 (см. Фиг.8, 9). Элементы формовки 10 представляют собой плавающие пакеты пуансонов из пластин средней части и пластин крайних частей, выставленных в проточках 8 с возможностью независимого перемещения и фиксирования на пазе 5. Пластины средней части имеют закругленную часть с радиусом от 3 мм до 5 мм, а пластины крайних частей имеют закругленную часть с радиусом от 2 мм до 4 мм. За счет разницы закругленных частей получают регулируемые по глубине канавки. Под перемычкой 12 (см. Фиг.4) выполнен другой паз 13 для размещения П-образного ребра фланца из шин 14 при его креплении с внутренней стороны к листу воздуховода 15. В пазах силовой головки 3, напротив, вдоль продольной оси по обе стороны от оси симметрии вышеупомянутых матриц 6 или 7 расположен пакет пуансонов 16. На одном рабочем участке 17 пакета пуансонов 16, предназначенной для крепления фланцев из шин 14 с воздуховодом 15, а так же металлических листов с неметаллическими выполнен выступ с усеченной площадкой 18, пластины средней части 19 и две пластины крайних частей 20 и 21 со ступеньками 22 и 23, режущими кромками 24 и 25. расположенными в плоскости горизонтально по отношению к вышеупомянутым пластинам (см. Фиг.8, 10, 11). С другой стороны пакета пуансонов 16 выполнен другой рабочий участок 26 предназначенный для крепления двух металлических листов 27 и 28 и установленного между ними листа 29 из ткани фильтра (см. Фиг.5, 8). На этом рабочем участке 26 на пластине средней части 19 выполнен выступ 30 с усеченной площадкой 31, выполненной в плоскости расположенной вертикально по отношению к плоскости пластины средней части 19. По обе стороны от оси симметрии выполнены закругленные участки 32 и 33 размером радиуса, находящимся в пределах от 8 мм до 10 мм. На пластинах крайних частей 20 и 21 по обе стороны от оси симметрии выполнены режущие кромки 34 и 35, выполненные в плоскости вертикально расположенной по отношению к плоскости вышеупомянутых пластин крайних частей. На пластине средней части 19 в начале радиусов закругления выполнены подрезы 36 и 37. Дополнительно по обе стороны от оси симметрии на каждой из пластин крайних частей 20 и 21 выполнены по две режущие кромки 38, 39 и 40, 41 с размером радиуса закругления находящимся в пределах от 6 мм до 8 мм. (см. Фиг.10, 11). При установке и закреплении пластин крайних частей 20 и 21 в пуансонодержателе 4 над средней частью 19 режущие кромки 38, 39 и 40, 41 за счет разницы размеров радиусов закругления будут выставлены за пределы закругленных участков 32 и 33 пластины средней части 19 и подрезов 36 и 37. В результате получают канавки 42 и канавки 43 для вывода просечных лепестков за пределы листов 27, 28 и 29 с сохранением их толщины. Рабочие участки 17 и 26 пакета пуансонов 16 могут переустанавливаться на угол от 0 до 180 градусов на пуансонодержателе 4 (см. Фиг.8). А так же закрепляться с возможностью независимого перемещения и фиксирования на пуансонодержателе 4. Рабочие участки 17 и 26 плавающего пакета пуансонов 16 выставляют напротив пазов выступающих частей 9 неразъемной матрицы 6. В пазах неразъемной матрицы 6 размещены другие плавающие пакеты пуансонов 44 элементов формовки 10. Выставленными элементами формовки 10 состоящих из пластин средней части 45 с радиусом закругления от 3 до 5 мм и пластин крайних частей 46 и 47 с радиусом закругления от 2 до 3 мм образуют канавки 48, 49 (см. Фиг.6, 7). Элементы формовки 10 размещены внутри, в пазах выступающих частей 9 неразъемной матрицы 6 и закреплены в промежутках выступающих частей 9 в проточках 8 на пазе 5 корпуса силовой головки, которыми образуют канавки 48 и 49. Канавками 48 и 49 развальцовывают просечные части лепестков листов 27, 28 и 29, выведенных за пределы соединяемых листов без уменьшения их толщины. Кроме того, канавки 48 и 49, закрепленные по обе стороны от оси симметрии выступающих частей 9 неразъемной матрицы 6, используют в качестве направляющих 50 ориентирующих ее при перемещении. Ползун 51 соединен со штоком 52, кулисы 53 (см. Фиг.2 и 3), расположенной внутри корпуса привода 1. В пазу кулисы 53 установлен толкатель 54, в отверстие 55 которого введен кривошип 56, закрепленный неподвижно на храповом колесе 57. Для обеспечения воздействия оптимального количества импульсно-прерывистых передач на плавающий пакет пуансонов 16 вышеупомянутой кинематической связью диаметр храпового колеса 57 должен находиться в пределах от 75 мм до 135 мм. Количество зубьев 58 на храповом колесе 57 должно быть в пределах от 50 до 90 единиц. Соответственно и частота импульсно прерывистых передач на пакет пуансонов 16 должна находиться в пределах от 50 до 90 циклов, при прохождении одного полного оборота храповым колесом 57 вместе с валом 59 относительно подшипника 60 посаженным в корпусе 1 на угол от 0 до 360 градусов. На одном валу 59 с храповым колесом 57 подвижно расположен сухарь 61, на котором с возможностью вращения на своей оси закреплена толкающая собачка 62, а так же на своей оси закреплен ролик 63, взаимодействующий с косой шайбой 64, закрепленной на валу пневматического или электрического привода 2. Каждый зуб 58 на храповом колесе 57 при повороте по часовой стрелке, с одной стороны взаимодействует с закрепленной на сухаре 61 толкающей собачкой 62, которая периодически заходит, толкает и выходит из зуба 58. С другой стороны двенадцатый по счету от вышеупомянутого зуба 58 храпового колеса 57, считая против часовой стрелки, аналогичный зуб 58 взаимодействует с другой фиксирующей тормозящей собачкой 65, закрепленной на корпусе 1, которая так же периодически заходит, тормозит и выходит из зуба 58. В результате приложения сил в радиальном направлении на каждый зуб 58 вращение храпового колеса 57 происходит толчками. Толкающей собачкой 62, периодически входящей в зацепление с зубом 58 перемещают по окружности ведомое храповое колесо 57 и осуществляют одновременное периодическое торможение храпового колеса 57 фиксирующей тормозящей собачкой 65, закрепленной на своей оси к корпусу 1. Этим создают импульсно-прерывистое приложение сил на храповое колесо 57. Для устойчивой работы крепление фиксирующей, тормозящей собачки 65 производят на длине окружности равной сумме шага двенадцати зубьев 58, считая от толкающей собачки 62. За счет перемещения толкателя 54, кривошипом 56 по пазу кулисы 53 радиальное импульсно-прерывистое приложение сил с храповика 57 передают и преобразуют в возвратно-поступательное импульсно-прерывистое приложение сил на шток 52, ползун 51, пуансонодержатель 4 и непрерывно передают их на плавающий пакет пуансонов 16. На одной оси с храповиком 57 неподвижно закреплен тормозной барабан с диском 66, с впадиной 67 на периферии, в которой установлена тяга 68 подпружиненная пружиной 69 и соединенная с кнопкой 70 пуска пневматического или электрического двигателя 2 (см. Фиг.1, 2, 3, 5). В тяге 68 выполнена проточка 71, в которую заведен зацеп 72, соединенный с пластиной 73, шарнирно закрепленной на своей оси с корпусом 1. Пластина 73 соединена осью с коромыслом 74, с рычагом 75, который на своей оси шарнирно закреплен на корпусе 1. При нажатии на кнопку 70 пуска двигателя 2 за счет приведенной выше кинематической связи рычаг 75 поворачивают и винт 76, закрепленный на толкающей собачке 62, отводят в сторону кнопки 70 пуска двигателя 2. В результате подпружиненная пружинами 77 и 78 толкающая собачка 62 входит в зацепление с зубом 58 храпового колеса 57 с одновременным запуском двигателя 2 пусковой кнопкой 70 и одновременным выходе из впадины 67 тяги 68 с переходом на диск 66 тормозного барабана. С этого момента отключить вращающийся двигатель 2 будет невозможно из-за давления тяги 68 на пусковую кнопку 70 до тех пор, пока храповое колесо 57 не сделает один полный оборот в течении времени от 2 до 5 секунд и пакетом пуансонов 16 не произведется крепление листов в пакет в автоматизированном режиме. В устройстве предусмотрена остановка двигателя 2 после прохождения полного оборота храповым колесом 57 по времени совпадающая с окончанием выполнения крепления фланца из шин 14 с воздуховодом 15 или листов из неметаллических материалов с металлическими листами или металлических листов с тканью карманного фильтра 79 суммарной толщиной от 1,0 мм до 5,0 мм. Когда впадина 67 диска 66 тормозного барабана окажется при вращении напротив тяги 68, она войдет с диска 66 во впадину 67 под давлением пружины 69, при этом тяга 68, мгновенно переместится в сторону силовой головки 3, снимет нагрузку с кнопки 70 пуска и двигатель 2 остановится. Вал может некоторое время вращаться, что не вызывает движения деталей привода. Одновременно, за счет давления тяги 68, на зацеп 72, через проточку 71 на пластину 75 и коромысло 74, закрепленным на толкающей собачке 62 винтом 76, толкающую собачку 62 выводят из зацепления с зубом 58 и храповое колесо 57 останавливают. Со стороны храпового колеса 57 толкающая собачка 62 и фиксирующая собачка 65 соединены пружиной 77 (см Фиг.3), а со стороны сухаря 61 (см. Фиг.2) толкающую собачку 62 дополнительно прижимают к зубьям 58 храпового колеса 57 пружиной 78. На корпусе 1 закреплена рукоятка 80. Для обеспечения безопасности оператора от воздействия вибрационных нагрузок и в процессе соединения листов между силовой головкой 3, рукояткой и корпусом 1 установлены демпферные прокладки 81 из синтетических материалов. На валу 59 жестко закреплен храповик 58 и тормозной барабан с диском 66. Вал 59 размещен в подшипнике 60 установленном в корпусе 1. При этом сухарь 61 закреплен на валу 59 подвижно (см. Фиг.1, 2, 3). Для возможности независимого перемещения и фиксирования неразъемной матрицы 6 на силовой головке 3 в ее корпусе выполнен сквозной паз 82. Валик 83, закреплен в пазу 82 соединенным с ним стержнем 84. Стержень 84 установлен между двумя винтами 85 и 86 узла регулировки глубины врезания неразъемной матрицы 6 с возможностью входить и выходить в одно из нескольких отверстий 87, выполненных вдоль оси симметрии на каждой из трех выступающих частях неразъемной матрицы 6 (см Фиг.8, 9). Неразъемная матрица 6 размещена с возможностью независимого подвижного и неподвижного перемещения и фиксирования в пазу 5 вдоль продольной оси силовой головки 3, а также с возможностью ее переустановки в поперечном направлении при смене затупленных участков на острые. Одни концы пружин 88 и 89 установлены на валик 83, а другие концы пружин 88 и 89 заведены в одно из трех отверстий 90, выполненных в поперечном сечении неразъемной матрицы 6. Усилиями пружин 88 и 89 валик 83 вместе со стержнем 84 удерживают в одном из трех отверстии 90 неразъемной матрицы 6. С двух сторон пуансонодержателя 4 ниже сечений пазов 91 и 92 (см. Фиг.5. 8, 9) для заведения фланцев из шин с возможностью независимого перемещения и возможностью независимого закрепления винтами 93 размещена вилка 94. На конечных частях вилки 94 выполнены клинья 95 и 96, которые при перемещении пуансонодержателя 4 периодически заводят на валик 83 и за счет них перемещают его вместе со стержнем 84 по сквозному пазу 82. Стержень 84 может быть выведен из одного из трех отверстия 87 неразъемной матрицы 6, освободив ее от фиксирования для перемещения относительно направляющих 50 образованных из элементов формовки 10 на силовой головке 3. А может быть заведен в одно из трех отверстий 87 неразъемной матрицы 6 зафиксировав ее на силовой головке 3 от перемещения. При перемещении пуансонодержателя 4 при обратном ходе после выполнения соединения листов 27, 28 и 29 с развальцованными лепестками 97 и 98 охватывающими лист 29 из ткани карманного фильтра 99 соединенных в пакет, клинья 95 и 96 перемещают от валика 83. В результате усилиями пружин 88 и 89 валик 83 и стержень 84 заводят в одно из трех отверстий 87 неразъемной матрицы 6 и фиксируют ее от продольного перемещения вдоль оси корпуса силовой головки 3 и пакет пуансонов 16 выводят из полученного соединения. Для регулировки глубины врезания неразъемной матрицы 6 предусмотрены два винта 85 и 86. Регулировку необходимого зазора между тормозящей собачкой 65 находящегося в пределах от 0,1 мм до 0,3 мм, обеспечивающего стабильный вход и выход в зацепление толкающей собачки 62 и тормозящей собачки 65, в зубья 58 храпового колеса 57 ведут с помощью двух круглых гаек 100 и 101. Гайки 100 и 101 установлены на резьбе 102 выступающей части двигателя 2, заведенной в корпус привода 1 с возможностью независимого перемещения и фиксирования на корпусе привода 1 вдоль продольной оси (см. Фиг.1). Для возможности использования способа в частном случае, в стесненных условиях, на косой шайбе 64 периодически закрепляют ведущую шестерню 104, а на валу двигателя 2 закрепляют с ведомой шестерней 103, двигатель 2 периодически переустанавливают и закрепляют на каждой из двух сторон на плоскостях корпуса привода 1 и на плоскости расположенной сверху корпуса привода. Ведущую шестерню 104 вводят в зацепление с ведомой шестерней 103, при этом тягу 68 периодически закрепляют с вкладышем 105 соединенным с кнопкой пуска 70. Для упрощения простоты конструкции вкладыша 105 для соединения с тягой 68 предусмотрена возможность использования способа когда двигатель 2 переустанавливают за рукоятку 107 на самое близкое расстояние от тяги 68 до кнопки пуска 70. Это осуществляется за счет ослабления гаек 100 и 101, поворота двигателя 2 относительно корпуса 1 и его последующего закрепления гайками на корпусе привода. Оси 106 на косой шайбе и валу двигателя во время переустановки постоянно закреплены (см. Фиг.1, 2).
Предложенный способ в варианте крепления фланцев из шин 14 с воздуховодом 15 и металлических листов с листами из синтетических неметаллических материалов используют следующим образом.
Освобождают круглые гайки 100 и 101 поворотом на резьбе 102, косую шайбу 64, закрепленную на валу вместе с двигателем 2 затем перемещают вдоль продольной оси устройства, преодолевая усилия пружин 77 и 78 и перемещают ролик 63 с сухарем 61 и закрепленной на нем толкающей собачкой 62 в положение когда зазор между тормозящей собачкой 65 и зубом 58 будет находится в пределах от 0,1 мм до 0,3 мм. Затем круглые гайки 100 и 101 заворачивают по резьбе 102 и двигатель 2 с вышеупомянутой кинематической связью надежно закрепляют в стенке корпуса привода 1. При необходимости в частном случае выбирают плоскость на корпусе привода 1 для закрепления на ней двигателя 2 в положении, обеспечивающим выполнение соединения в стесненных условиях. На выбранной плоскости корпуса привода 1 двигатель 2, с ведущей шестерней 104 на валу, закрепляют вдоль поперечной оси корпуса 1. Ведущую шестерню 104 вводят в зацепление с ведомой шестерней 103, жестко закрепленной с валом косой шайбы 64, а тягу 68 с вкладышем 105 соединяют с кнопкой пуска 70. При этом ось плавающего пакета пуансонов 16 будет смещена на ползуне относительно параллельно расположенной продольной оси штока 52 и кулисы 53. Вышеупомянутые элементы рабочей части 17 так же будут выведены за пределы внешней кромки привода (см. Фиг.1, 3, 4). Неразъемную матрицу 6 с выступающими частям 9 по проточкам 8 выводят за пределы элементов формовки 10 по направляющим 50. Винтами 85 и 86 перемещают неразъемную матрицу 6 навстречу рабочему участку 17 плавающего пакета пуансонов 16 предназначенного для крепления фланцев из шин 14 к воздуховоду 15 настроенному на определенную величину глубины врезания вышеупомянутых листов. Тем самым обеспечивают возможность установки силовой головки 3 для крепления фланцев из шин 14 к воздуховоду 15. Вилку 94 с клиньями 95 и 96, не участвующими на этом этапе при креплении листов в пакет, перемещают в крайнее положение в сторону корпуса привода 1 и фиксируют на пуансонодержателе 4 ниже сечений пазов 90 и 91. После этого неразъемная матрица 6 будет надежно закреплена стержнем 84 в одном из ее отверстий 87 и винтами 85 и 86 от продольного перемещения. За рукоятку 80 на приводе 1 и другую рукоятку 107 электропривода 2 устройство устанавливают пазом с номинальным размером, находящимся в пределах от 18 мм до 50 мм, на фланец из шин 14 с листом воздуховода 15 находящимся в пределах от 15×15×8 мм до 35×35×10 мм с суммарной толщиной соединяемых в пакет листов от 1,0 до 5,0 мм. Затем нажимают на кнопку 70 пуска двигателя 2, например, электродрели, в результате тягу 68 по впадине 67 перемещают в сторону кнопки 70 пуска, которая зацепом 72 через проточку 71, пластину 73, поворачивает относительно корпуса 1, преодолевая усилие пружины 69. В результате перемещают пластину 73. коромысло 74, и рычаг 75, закрепленный на оси в корпусе 1 и удерживающий винт 76, закрепленный на толкающей собачке 62, перемещают в сторону пусковой кнопки 70. За счет давления пружин 77 и 78 винт 76, закрепленный на толкающей собачке 62, смещают в сторону рычага 75 и толкающая собачка 62 входит в зацепление с зубом 58 храпового колеса 57. Продолжают нажимать на кнопку 70 пуска до упора. После этого начнет свое вращение вал двигателя 2 вместе с закрепленной на валу косой шайбой 64, которая возвратно-поступательно воздействует на ролик 63. Ролик 63, толкающая собачка 62, закрепленные на сухаре 61 размещенным подвижно на валу 59, возвратно-поступательно перемещают. Это перемещение сухаря 61 с роликом 63 и толкающей собачкой 62 происходит при каждом полном обороте косой шайбы 64 в радиальном направлении. Одновременно неподвижно закрепленные на валу 59 храповое колесо 57 и диск 66 тормозного барабана с толкающей собачкой 62 при каждом полном обороте косой шайбы 64 перемещают по часовой стрелке на расстояние размера одного зуба 58. Сделав определенное количество оборотов косой шайбой 64, сферическую поверхность тяги 68, преодолевая усилие пружины 69, выводят из впадины 67 и заводят на диск 66, замыкают кнопку 70 пуска в режим «Включено». 3атем пусковую кнопку 70 отпускают и ждут окончания проведения соединения в течении времени от 2 до 5 секунд в автоматизированном режиме. В этот промежуток времени двигатель 2 остановить невозможно до прохождения вместе с валом 59 одного полного оборота храповым колесом 57 и диском 66 тормозного барабана. Одновременно закрепленной на сухаре 61 прижатой пружинами 77, 78 толкающей собачкой 62 заведенной в зуб 58 храповое колесо 57, неподвижно закрепленный на валу 59, поворачивают по часовой стрелке относительно корпуса 1 в подшипнике 50 на расстояние равное размеру длины одного зуба 58. Одновременно подпружиненную пружинами 77 и 78 фиксирующую собачку 65, заводят в зацепление в другой зуб 58 храпового колеса 57 и фиксируют храповое колесо 57 от поворота против часовой стрелки. В результате создается одна передача из общего числа, находящихся в пределах от 50 до 90 передач, предназначенных для импульсно-прерывистого воздействия на храповое колесо 57 для его поворота вместе с валом 59 в подшипнике 60. Одновременно кривошипом 56, неподвижно закрепленным на вращающемся храповом колесе 57, при помощи толкателя 54, подвижно установленном на кривошипе 56 и размещенным в пазу кулисы 53 вращательное приложение импульсно прерывистых сил с храпового колеса 57 преобразуют в возвратно-поступательное на шток 52. Получив от 50 до 90 импульсно-прерывистых передач, воздействующих через шток 52, кулису 53, и ползун 51 на пакет пуансонов 16, фланец 14 из шин 15×15×8 мм; 20×20×8 мм; 35×35×10 мм с воздуховодом 15 суммарной толщиной от 1,0 до 5,0 мм, закрепляют в пакет. При этом фланец из шин 14 с воздуховодом 15 с габаритными размерами от 15×15×8 мм до 35×35×10 мм надрезают, продавливают импульсно, толчками и соединяют между собой в пакет выступающей усеченной площадкой пластины средней части. Затем двумя режущими кромками и ступеньками двух пластин крайних частей одновременно закрепляют и пакет пуансонов 16 в днище и во впадине выполненного соединения. При дальнейшем ходе пакета пуансонов 16 в обратном направлении готовое соединение вместе с фланцем из шин 16 и воздуховодом 15 вынимают из неразъемной матрицы 6, затем перемещают к стенкам зева силовой головки 3, а затем выводят пакет пуансонов из впадины выполненного соединения. В этот момент сферическая поверхность тяги 68 до сих пор скользящая по поверхности вращающегося тормозного диска 66, описываемого один полный оборот, окажется напротив впадины 67, под действием пружины 69 упадет во впадину 67 и снимет усилие с пусковой кнопки 70, которая займет положение «Отключено». Одновременно проточкой 71 с зацепом 72 перемещают пластину 73. соединенную коромыслом 74 с рычагом 75, перемещают в сторону силовой головки 3. Рычагом 75 приподнимают винт 76, закрепленный на толкающей собачке 62, которую выводят из зацепления с зубом 58 и храповое колесо 57 совершившим один полный оборот останавливают. Аналогично соединяют в пакет металлические листы с размещенным между ними листом из неметаллического материала. В результате получают однородные холодные точечные соединения с одинаковыми геометрическими размерами и одинаковыми показателями механической прочности. Одновременно этим улучшают условия труда, а за счет снижения потребляемой мощности, снижения габаритных размеров получают возможность создания мобильного переносного автоматизированного устройства. В варианте крепления металлических листов с размещенными между ними листами из ткани секций карманных фильтров, способ реализуют в следующем порядке. Для обеспечения крепления вышеупомянутых листов в пакет прямым ходом, плавающий пакет пуансонов 16 переворачивают на угол от 0 до 180 градусов вдоль продольной оси силовой головки 3. Вилку 94, закрепленную на пуансонодержателе 4, освобождают от фиксирования, перемещают и снова закрепляют на пуансонодержателе 4 в положении для воздействия клиньев 95 и 96 на валик 83. Винты 85 и 86 узла регулировки глубины врезания выворачивают освобождая от закрепления неразъемную матрицу 6. Переводят неразъемную матрицу 6 в положение независимого перемещения и фиксирования на корпусе силовой головки 3. Это достигают за счет периодического ввода и вывода стержня 84 в одно из трех отверстий 87. Листы 27, 28 и 29 устанавливают в зев силовой головки 3 (см. Фиг.5). В момент продавливания и последующего надреза выступающей усеченной площадкой 31 пластины средней части 19, последующего надрезания и продавливания режущими кромками 34 и 35 пластин крайних частей 20, 21, расположенных вертикально по отношению к пластинам пакета пуансона 16, стержень 84 введен в одно из нескольких отверстий 87, а неразъемная матрица 6 будет находиться в неподвижном состоянии (см. Фиг 8, 9, 10, 11). Неразъемная матрица 6 находится в неподвижном состоянии и на этапе надрезания листов 27, 28 и 29 закругленными режущими кромками 38, 39 и 40 и 41, выполненными на пластинах крайних частей 20 и 21, и выводе образованных лепестков за пределы вышеупомянутых листов канавками 42 и 43 пакета пуансонов 16 и закреплена на силовой головке 3 неподвижно стержнем 84 в отверстии 87. На этом этапе выступающие рабочие части неразъемной матрицы 6 еще выставлены за пределы элементов формовки 10 и размещены в направляющих 11 образованными пластинами средних частей 45 и пластинами крайних частей 46 и 47 плавающих пакетов пуансонов элементов формовки 10, закрепленных в силовой головке 3. Направляющие 11 выполнены в форме закругленных канавок 97 (см. Фиг.6, 7, 8). Размеры сечений элементов формовки 10 равны сечению паза матрицы 6 и частично расположены внутри в ее пазах. Устройство за рукоятки 80 и 107 зевом устанавливают на стык для закрепления между собой в пакет, состоящий из двух металлических листов 27, 28 и одного листа 29 фильтра из ткани одной из нескольких секций карманного фильтра установленного на стапель (см. Фиг.5). Нажимают на кнопку 70 пуска двигателя 2 и затем отпускают ее. При этом выступающей усеченной площадкой 31 средней части 19 пакета пуансонов 16 вышеупомянутые листы продавливают, затем надрезают режущими кромками 34 и 35 пластин крайних частей 20 и 21 в плоскости вертикальной по отношению к вышеупомянутым пластинам и оставляют окончания лепестков продавленными. Затем закругленными режущими кромками 38 и 39, 40 и 41 пластин крайних частей 20 и 21 металлические листы 27 и 28 с листом 29 из ткани надрезают по обе стороны от оси симметрии. Надрезанные участки выводят в виде лепестков без уменьшения размера их толщины за пределы листов соединяемых в пакет по обе стороны от оси симметрии во внутрь паза матрицы 6. При дальнейшем воздействии импульсно-прерывистых передач на пакет пуансонов 16 листы 27 и 28 и лист 29 из ткани вместе с пакетом пуансонов 16, выведенными лепестками перемещают для развальцовки к канавкам 48, образованным другими плавающими пакетами пуансонов 44 элементов формовки 10. Одновременно клинья 95 и 96 вилки 94 заходят и давят на валик 83, перемещают его преодолевая усилия пружин 88 и 89 по сквозному пазу 82 (см. Фиг.8, 9). Соединенный с валиком 83 стержень 84 выводят из отверстия 87 неразъемной матрицы 6 и освобождают ее от фиксирования в пазу 5 силовой головки 3. В этот момент канавками 48, образованными плавающими пакетами пуансонов 44 на элементах формовки 10, лепестки 98, 99 и 29 развальцовывают и получают готовое соединение (см. Фиг.7). В этот момент пакет пуансонов 16 начнет перемещаться в обратную сторону. Клинья 95 и 96 отойдут от валика 83. Пружинами 88 и 89 валик 83 перемещают по сквозному пазу 82, а соединенный с ним стержень 84 заводят в отверстие 87 неразъемной матрицы 6, которая будет закреплена неподвижно в пазу силовой головки 3. Пакет пуансонов 16 вместе с соединенными в пакет листами 27 и 28 с листом 29 из ткани отводят до упора в съемник паза силовой головки и выводят из полученного соединения (см.Фиг.5).
Использование способа обеспечивает достижение следующих технических результатов.
Вынос выступающих частей неразъемной матрицы силовой головки за пределы внешней кромки корпуса привода обеспечивает установку устройства на соединяемые листы. Возможность переустановки двигателя на плоскости корпуса по обеим его сторонам и плоскости верней части вдоль поперечной оси с закрепленной ведущей шестерней на вале, входящей в зацепление с ведомой шестерней, закрепленной на косой шайбе, обеспечивает реализацию способа в стесненных условиях. Создание приводом импульсно-прерывистых передач в радиальном направлении и преобразование их в возвратно-поступательное движение с оптимальной частотой воздействия от 50 до 90 единиц в течении времени от 2 до 5 секунд на периодически переустанавливаемые рабочие участки плавающего пакета пуансонов позволяет произвести крепление листов в пакет толщиной от 1,0 мм до 5,0 мм. При этом используется наименьшее приложение сил на пакет пуансонов. Расширяются технологические возможности при креплении листов из неметаллических материалов с металлическими листами при отделке зданий. А так же, при креплении листов в пакет при возведении ограждающих конструкций, при изготовлении быстровозводимых палаток при чрезвычайных ситуациях. Позволяет создавать переносные устройства с наименьшими габаритными размерами и массой, что улучшает условия труда. В связи с тем, что соединение листов в пакет ведется в автоматизированном режиме, получают однородные соединения по показателям механической прочности и габаритным размерам впадин соединений, находящихся в пределах от 6×4 мм до 10×4 мм.
Известно множество способов используемых в переносных устройствах, например, в дрелях, перфораторах с ударно-вращательными механизмами при сверлении и разрушении бетонных конструкций. Однако свойства, проявляемые в вышеприведенных способах, не совпадают со свойствами заявленного способа. А именно, при реализации известных способов не используется применение сил с частотой импульсно-прерывистых передач на пакет пуансонов от 50 до 90 циклов, которыми воздействуют на соединяемые листы наложенные друг на друга. Известные способы не учитывают того факта, что когда говорят, что соединяемые в пакет листы плотно прилегают друг к другу на самом деле этот признак условен. Всегда между листами присутствует микроскопический зазор и факт неплотного прилегания соединяемых листов в пакет П- или Г-образной формы. Это обстоятельство положительно влияет на обеспечение последовательного надрезания и продавливания листов от одного к другому без разрушения устройства, что доказано испытанием опытного образца. В известных способах при реализации устройства, в котором обычно используется храповое колесо в качестве ведущей детали, например, в лебедках, в заявленном способе храповое колесо используется в качестве ведомой детали, перемещаемой качающейся толкающей собачкой. В других известных способах с использованием храповых механизмов их можно использовать только при эксплуатации устройств стационарно. Кроме того, применяемые в известных переносных инструментах способы передачи сил с использованием ударно-вращательных механизмов не преобразуют их в возвратно-поступательные с перемещением штока. На основании вышеизложенного можно сделать вывод, что свойства, проявляемые заявленным способом не совпадают со свойствами известных способов. Точечное продавливание двух металлических листов и фильтрующего материала, заключенного между ними, в начале выступающей усеченной площадкой в плоскости, расположенной вертикально к пластине средней части пакета пуансонов, обеспечивает плотность окончаний лепестков. А их последующее надрезание режущими кромками, расположенными в плоскости вертикально по отношению к пластинам пакета пуансонов, обеспечивает ввод лепестков в паз неразъемной матрицы и вывод из нее без разрушения их окончаний. Надрезание и продавливание выступающими закругленными режущими кромками пластин крайних частей, выставленными за пределы закругленных участков пластин средней части плавающего пакета пуансонов, обеспечивают формирование закругленных канавок для сохранения толщины при выводе лепестков. При этом в заявленном способе канавки образуются без трудоемкой операции заточки. Кроме того, вышеупомянутые канавки могут менять свои размеры по глубине за счет переустановки пластин плавающего пакета пуансонов элементов формовки. Эти размеры можно выбирать в зависимости от суммарной толщины соединяемых листов в пакет. Развальцовка выведенных в паз неразъемной матрицы металлических охватывающих лепестков и фильтрующего материала из ткани заключенного между ними по обе стороны от оси симметрии закругленными канавками, образованными другими плавающими пакетами пуансонов элементов формовки обеспечивают сохранность толщины металлических лепестков и регулирование глубины канавок. Для надежного вхождения в зацепление и выхода из зацепления с зубом храпового колеса толкающей собачки, закрепленной на сухаре, тормозящая собачка, закрепленная на корпусе, должна иметь зазор находящийся в пределах от 0,1 мм до 0,3 мм при зацеплении с другим зубом храпового колеса.
Регулировка зазора осуществляемая путем перемещения и фиксирования всей кинематической связи включающей в себя: косую шайбу, ролик, толкающую собачку которые закреплены на качающемся сухаре вдоль продольной оси устройства при помощи двух круглых гаек обеспечивает простоту выставления вышеупомянутого зазора. А так же позволяет надежно закрепить вышеупомянутую кинематическую связь и выступающую часть электрического или пневматического двигателя, заведенную внутрь корпуса привода к его стенке. Важным техническим результатом при реализации способа является получение соединений с габаритными размерами впадин, находящимися в пределах от 6×4 мм до 10×4 мм, с механической прочностью соединений в полтора, два раза превышающими механическую прочность аналогичных известных соединений.
Известно устройство (см. патент 2467820), в котором за счет вынесенной усеченной площадки пластины средней части, режущими кромки, ступеньками крайних частей плавающего пакета пуансонов три или четыре листа суммарной толщиной от 2 до 4,5 мм успешно закрепляют давлением на рычаги в ручную. Однако известным устройством невозможно получить однородные холодные точечные соединения с одинаковой механической прочностью ввиду присутствия человеческого фактора. Кроме того, известным устройством нельзя надежно и плотно закрепить в пакет несколько металлических листов и одного неметаллического листа из ткани фильтра размещенного между ними. Такое размещение неметаллического листа между металлическими листами отрицательно влияет на их взаимозацепляемость.
Известно устройство (см. А.с 1155439) содержащее корпус, размещенные в нем двигатель с кнопкой пуска, соединенный с ним червячный редуктор, на валу червячного колеса которого установлен профилированный кулачок и исполнительные элементы, выполненные в виде двуплечих рычагов, взаимодействующих одним плечом с кулачком, на валу червяка закреплен тормозной барабан с диском с впадиной на периферии контактирующей с тягой соединенной с копкой включения двигателя. Известным устройством закрепляют два листа суммарной толщиной до 1,6 мм и получают однородные соединения с почти одинаковыми показателями механической прочности в автоматизированном режиме. К недостаткам известного устройства следует отнести невозможность его установки на фланцы из шин для крепления с воздуховодом. Невозможность его установки на стыки из металлических листов с неметаллическими, металлических листов с листом из ткани, например, карманных фильтров очистки воздуха, на патрубки для крепления к плоскости зданий из легких конструкций. Применение известного устройства для крепления листов в пакет толщиной от 1,0 до 5,0 мм исключает его использования в качестве переносного автоматизированного инструмента из-за веса и габаритных размеров. Известное устройство является наиболее близким аналогом.
Вышеперечисленные недостатки устраняются заявленным устройством, которое реализуют в общем случае его использования. Для установке необходимого зазора между тормозящей собачкой и зубом храпового колеса находящегося в пределах от 0,1 мм до 0,3 мм в устройстве перемещают кинематическую связь вдоль продольной оси. В кинематическую связь входит двигатель на вале которого жестко закреплена косая шайба, которой преодолевая усилия пружин перемещают ролик, толкающую собачку, и сухарь на котором они закреплены. После выставления необходимого зазора вышеупомянутую кинематическую связь жестко закрепляют в стенке корпуса привода гайками установленными на резьбе корпуса двигателя. При креплении фланцев из шин с воздуховодом или двух металлических листов с одним листом из неметаллического материала заключенного между ними выбирают соответствующий для этого рабочий участок плавающего пакета пуансона переустанавливают и закрепляю на пуансонодержателе (см. Фиг.4 и 5). Устройство в общем случае его использования состоит из корпуса привода, электрического или пневматического двигателя и силовой головки, вынесенной за внешние кромки привода. При этом, выходящая ось штока из корпуса привода смещена от оси плавающего пакета пуансонов для удобства установки зева устройства на соединяемые в пакет листы. В корпусе привода вращательное движение вала двигателя с косой шайбой перемещают, преодолевая усилия пружин ролик и толкающую собачку закрепленных на сухаре. При этом храповое колесо получает вращение от сухаря через закрепленную на нем толкающую собачку. При вращении косой шайбой на один оборот толкающая собачка, заведенная в зуб, поворачивает храповое колесо на один зуб. Исходное положение устройства определяется отключающим механизмом. При нажатии оператором на кнопку пуска двигателя тяга, преодолевая усилие пружины и связанная с кнопкой пуска выходит из впадины на тормозной диск, жестко сидящий на одном валу с храповым колесом. Одновременно включается двигатель и кнопка пуска отпускается оператором. При этом пластина, соединенная с коромыслом, связанным с рычагом поворачивает его и уводит винт закрепленный на толкающей собачке. В этот момент подпружиненная по обе стороны толкающая собачка войдет в зацепление с зубом храпового колеса. Тормозной диск успевает повернуться, надавить на тягу и замыкает кнопку пуска в режиме «Включено», не давая отключить двигатель. Пусковая кнопка будет оставаться нажатой до тех пор, пока не пройдет весь цикл крепления листов в пакет. То есть один полный оборот кривошипа с храповым колесом. После выполнения крепления листов в пакет тяга западает при помощи пружины во впадину тормозного диска и перестает нажимать на пусковую кнопку, переводит двигатель в положении «Отключено». Одновременно поворачивают через пластину и коромысло рычаг, шарнирно закрепленный на оси в корпусе привода, который вторым концом приподнимает винт соединенный с толкающей собачкой и разрывает силовую цепь. Толкающая собачка выйдет из зацепления с зубом и храповое колесо остановится. Двигатель может некоторое время вращаться, что не вызывает движения рабочих органов привода. При совершении одного полного оборота храповым колесом оно циклично перемещается и останавливается при каждом перемещении на один зуб толкающей и тормозящей собачками. В результате создаются импульсно-прерывистые передачи в радиальном направлении, которые преобразуются в возвратно-поступательные, за счет толкателя, кривошипа, кулисы и штока. При непрерывном, постоянным, получении импульсно-прерывистых передач плавающим пакетом пуансонов, вышеупомянутые листы закрепляют в пакет вышеописанным способом. При этом, испытания опытного образца показали, например, что при креплении трех листов в пакет фланца из шин с суммарной толщиной 3,0 мм диаметр храпового колеса должен быть 108 мм. На храповом колесе должно быть 72 зуба, это количество зубьев будет соответствовать 72 импульсно-прерывистым передачам при одном полном обороте храповика. Листы фланца из шин с воздуховодом с суммарной толщиной 3,0 мм не идеально плотно прижатые друг с другом были соединены одним рабочим участком пакета пуансонов за один полный оборот в течении 3,0 секунд при мощности двигателя 1050 ватт. Вес переносного устройства составил не более 5,0 кг.
Габаритные размеры впадин соединений находятся в пределах от 6×4 мм до 10×4 мм. Данные по результатам испытаний образцов на сдвиг соединенных фланцев из шин с воздуховодом показали превышение механической прочности в полтора, два раза в сравнении с прочностью аналогичных соединений. В другом частном случае, когда необходимо произвести крепление листов в пакет в стесненных условиях, в устройстве используют переустановку и закрепление двигателя с двух сторон на плоскости корпуса привода по обе стороны вдоль поперечной оси и на одной плоскости соединяющей две первые. При этом на вале двигателя закрепляют коническую ведущую шестерню, входящую в зацепление с аналогичной ведомой шестерней, жестко закрепленной на косой шайбе (см. Фиг.1). Появившийся в результате переустановки двигателя зазор между тягой и кнопкой пуска устраняют установкой вкладыша равного размеру появившегося зазора. В результате таких переустановок получают дополнительные возможности для закрепления листов в пакет в стесненных условиях. Затем листы фланцев из шин с листом воздуховода закрепляют в пакет вышеописанным способом.
В другом частном случае при креплении двух металлических листов и одного неметаллического листа из ткани, расположенного между ними, устройство используют в следующем порядке. Для этого на пластине средней части плавающего пакета пуансона выполнена усеченная площадка, закругленные участки с радиусом от 8 мм до 10 мм и подрезы по обе стороны от оси симметрии. А на двух пластинах крайних частей по оси симметрии выполнены по одной режущей кромки в плоскости расположенной вертикально по отношению к ним. А так же по две режущих кромки по обе стороны от оси симметрии расположенные горизонтально к пластинам крайних частей с радиусом закругления от 6,0 мм до 8,0 мм. Напротив вышеупомянутого рабочего участка плавающего пакета пуансонов на силовой головке закреплена с возможностью независимого перемещения и фиксирования неразъемная матрица. В проточках неразъемной матрицы выполнены другие плавающие пакеты пуансонов элементов формовки, закрепленные в пазу силовой головки, частично входящие в пазы выступающих частей неразъемной матрицы. Элементы формовки, предназначенные для развальцовки выведенных лепестков, одновременно выполняют функцию направляющих для обеспечения перемещения выступающих частей неразъемной матрицы. Независимое перемещение и фиксирование неразъемной матрицы обеспечивает валик соединенный со стержнем, размещенный в сквозном отверстии силовой головки, подпружиненный пружинами, одни концы которых заведены в отверстия в короткой стороны матрицы, а другие концы заведены под валик. Подпружиненный, соединенный с валиком стержень периодически заводят и выводят в одно из нескольких отверстий в матрице при помощи клиньев вилки периодически воздействующих на валик и перемещают его вместе со стержнем по сквозному пазу. Отверстия в матрице для закрепления пружин и заведения стержня и направляющие в виде элементов формовки для ее перемещения выполнены с шагом на расстоянии кратным шагу переустановки неразъемной матрицы при замене затупленных режущих кромок на острые. Два металлических листа с листом из ткани, заключенным между ними, устанавливают в зев устройства и нажимают на кнопку пуск. За время на прохождение храповым колесом половины оборота от 0 до 180 градусов выступающей усеченной площадкой пластины средней части пакета пуансонов листы продавливают в плоскости расположенной вертикальной по отношению к пластине средней части. Затем по обе стороны от продавленного участка двумя режущими кромками пластин крайних частей листы надрезают и выводят за пределы соединяемых листов. Затем четырьмя закругленными режущими кромками, выступающими за закругленные участки средней части пакета пуансонов по обе стороны от оси симметрии пакет листов надрезают и выводят канавками полученные лепестки за пределы соединяемых листов. При дальнейшем перемещении выведенных лепестков вместе с листами, вместе с пакетом пуансонов в сторону элементов формовки, клинья вилки преодолевая усилия пружин надавят на валик и выведут из отверстия неразъемной матрицы стержень. Стержень, выведенный из отверстия неразъемной матрицы, перемещаясь с валиком по сквозному пазу поперек силовой головки освободит неразъемную матрицу для перемещения вдоль силовой головки относительно неподвижно закрепленных плавающих пакетов пуансонов элементов формовки в сторону от привода. И настроенными пластинами средних частей с пластинами крайних частей на соответствующую глубину канавками элементов формовки лепестки развальцовывают и продавливают. За время прохождения храповым колесом полного оборота от 0 до 360 градусов плавающий пакет пуансонов постоянно испытывающий импульсно-прерывистые передачи начнет движение в обратную сторону к приводу вместе с соединенными в пакет листами. В этот момент клинья вилки отойдут от прижатого ими валика с закрепленным на нем стержнем. Двумя пружинами стержень заводят в отверстие неразъемной матрицы и закрепляют ее неподвижно в силовой головке (см. Фиг.5, 8, 9). Плавающий пакет пуансонов с соединенными листами и развальцованными лепестками отводят от элементов формовки из отверстия полученного соединения. Тягой заведенной во впадину тормозного диска пусковую кнопку освобождают и двигатель останавливают вышеописанным способом.
Предлагаемое устройство обеспечивает достижение следующих технических результатов.
Улучшаются условия труда и устраняется влияние человеческого фактора при креплении листов в пакет в автоматизированном режиме. Соединения получаются однородные с небольшим отклонением показателей механической прочности.
Расширяются технологические возможности в применении устройства при креплении множества металлических листов с листами из неметаллических материалов или ткани. Например, при отделки промышленных и гражданских строительных объектов, при отделке покрытий пластинами из синтетических материалов, при креплении патрубков с фланцами для установки оборудования крышечных вентиляторов, окон, лазов, люков на плоскостях зданий из облегченных конструкций.
Снижается общий вес устройства и время выполнения соединений в сравнении с применением для этих же целей приводов других известных устройств при креплении листов в пакет суммарной толщиной от 1,0 мм до 5,0 мм. Габаритные размеры впадин выполненных соединений с применением устройства находятся в пределах от 6×4 мм до 10×4 мм.
Переносное автоматизированное устройство может быть выполнено в идентичном или эквивалентном варианте, с расположением двигателя вдоль продольной оси корпуса привода для крепления в пакет фланцев из шин с воздуховодом.
Переносное автоматизированное устройство может быть выполнено в идентичном или эквивалентном варианте для крепления в пакт металлических листов с листами из неметаллических материалов, с расположением двигателя вдоль продольной оси привода.
Переносное автоматизированное устройство может быть выполнено в идентичном или эквивалентном варианте с расположением двигателя вдоль продольной оси корпуса привода, для крепления в пакет металлических листов с размещенным между ними листа их ткани карманных фильтров. В частных случаях применения устройства двигатель может быть расположен вдоль поперечной оси корпуса привода.
Во всех вышеперечисленных вариантах устройство может быть использовано в стационарном режиме, например, на стойке с вынесенной на расстояние силовой головкой относительно корпуса привода, а также использовано в качестве переносного инструмента закрепляющего в пакет крупногабаритные детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| Штамп с отключаемыми пуансонами | 1982 |
|
SU1103924A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ КОРОНОК | 1992 |
|
RU2043755C1 |
| Устройство для опрессовки одиночных наконечников на жилах многожильных кабелей | 1978 |
|
SU703879A1 |
Изобретение относится к обработке металлов давлением, в частности, для соединения деталей. Производят соединение листов в пакет суммарной толщиной от 1,0 мм до 5,0 мм с использованием привода, создающего вращательные импульсно-прерывистые передачи и преобразующего их в возвратно-поступательные, воздействуя на пакет пуансонов с частотой от 50 до 90 передач на выполнение одного соединения в автоматизированном режиме. На пакете пуансонов выполнены два рабочих участка, закрепляемые с возможностью независимого перемещения и фиксирования в пазу пуансонодержателя и с возможностью переустановки на угол от 0 до 180 градусов вдоль продольной оси устройства. Одним рабочим участком закрепляют фланцы из шин к воздуховодам и два металлических листа с неметаллическим листом, а другим рабочим участком закрепляют металлические листы с тканью карманных фильтров очистки воздуха. Расширяются технологические возможности закрепления листов в пакет суммарной толщиной от 1,0 мм до 5 мм с получением однородных соединений и с одинаковой механической прочностью. 2 н. и 5 з.п. ф-лы, 11 ил.
1. Устройство для соединения листовых деталей в пакет суммарной толщиной от 1,0 мм до 5,0 мм, содержащее корпус привода, закрепленный на нем пневматический или электрический двигатель, редуктор которого имеет возможность регулировки зазора, расположенную вдоль продольной оси привода и выступающую за габаритные размеры корпуса привода силовую головку со штоком и кулисой, расположенный внутри корпуса и соединенный со штоком кулисы ползун, закрепленный на нем плавающий пакет пуансонов, выполненный с возможностью переустановки и содержащий пластину средней части и пластины крайних частей, на которых с разных сторон выполнены два рабочих участка, неразъемную матрицу, выставленную по одной оси с плавающим пакетом пуансонов в плоскости, параллельной оси штока, толкатель с отверстием, установленный в пазу кулисы, храповое колесо, выполненное диаметром от 75 мм до 135 мм и количеством зубьев от 50 до 90, закрепленный на нем неподвижно кривошип, введенный в отверстие толкателя, закрепленную на корпусе привода на оси тормозящую собачку, расположенный подвижно на одном валу с храповым колесом сухарь, закрепленные на нем с возможностью вращения каждый на своей оси толкающую собачку и ролик, закрепленную на валу привода косую шайбу, взаимодействующую с упомянутым роликом, закрепленный на одной оси с храповым колесом тормозной барабан, диск которого имеет впадину, установленную в ней подпружиненную тягу, кнопку пуска, соединенную с упомянутой тягой, пластину, шарнирно закрепленную на своей оси на корпусе и соединенную зацепом с упомянутой тягой, коромысло, закрепленное на толкающей собачке винтом и соединенное с упомянутой пластиной, рычаг, шарнирно закрепленный на оси на корпусе и служащий для заведения и выведения в зуб храпового колеса толкающей собачки, при этом толкатель с кривошипом выполнены с возможностью перемещения по пазу кулисы и передачи и преобразования в возвратно-поступательное импульсно-прерывистое приложение сил на шток, ползун, пуансонодержатель и на плавающий пакет пуансонов, толкающая собачка выполнена с возможностью поворота храпового колеса на один зуб при вращении косой шайбы на один оборот, а тормозящая собачка установлена с регулируемым зазором относительно зубьев храпового колеса с помощью двух круглых гаек, установленных на резьбе выступающей части редуктора двигателя, заведенной в корпус привода, с возможностью независимого перемещения и фиксирования на корпусе привода.
2. Устройство по п. 1, в котором для соединения фланцев из шин с листом воздуховода или металлических листов с неметаллическими листами один из упомянутых рабочих участков плавающего пакета пуансонов содержит выступ с усеченной площадкой, пластину средней части и две пластины крайних частей со ступеньками и режущими кромками, расположенными горизонтально относительно упомянутых пластин.
3. Устройство по п. 1 или 2, которое снабжено закрепленной на валу электропривода конической ведущей шестерней и жестко закрепленной на косой шайбе ведомой шестерней и вкладышем, установленным между тягой и кнопкой пуска, при этом двигатель с ведущей шестерней выполнен с возможностью периодической переустановки и закрепления на каждой плоскости из двух сторон корпуса привода и на плоскости, соединяющей упомянутые две плоскости для периодического заведения в зацепление ведущей шестерней с ведомой вдоль поперечной оси корпуса привода.
4. Устройство по п. 1, в котором для соединения в пакет двух металлических листов с листом из ткани фильтра, размещенным между ними, плавающий пакет пуансонов установлен с возможностью независимого перемещения и фиксирования на пазу силовой головки, размещения в пазах выступающих частей неразъемной матрицы и образования канавок, выполненных с возможностью регулирования их глубины и служащих направляющими неразъемной матрицы, при этом радиус закругления пластин крайних частей плавающего пакета пуансонов меньше радиуса закругления пластины средней части, один из рабочих участков плавающего пакета пуансонов выполнен с усеченной площадкой на выступающей части пластины средней части, расположенной в вертикальной плоскости по отношению к плоскости пластины средней части, с закругленными участками радиусом от 8 мм до 10 мм и подрезами, расположенными по обе стороны от оси симметрии пластины средней части плавающего пакета пуансонов, на пластинах крайних частей плавающего пакета пуансонов по обе стороны от оси симметрии выполнены режущие кромки, расположенные в вертикальной плоскости по отношению к упомянутым пластинам, и дополнительными закругленными режущими кромками радиусом от 6 мм до 8 мм, выполненными на пластинах крайних частей в горизонтально расположенной к пластинам крайних частей плоскости, с образованием при установке вышеупомянутых пластин друг на друга по обе стороны от оси симметрии регулируемых по глубине канавок.
5. Способ соединения листовых деталей в пакет суммарной толщиной от 1,0 мм до 5,0 мм с помощью устройства по любому из пп. 1-4, включающий размещение соединяемых листовых деталей в силовой головке корпуса привода, их соединение рабочим участком плавающего пакета пуансонов путем импульсно-прерывистого надрезания и продавливания и последующее закрепление.
6. Способ по п. 5, в котором осуществляют соединение в пакет фланцев из шин с листом воздуховода или металлических листов с неметаллическими с помощью рабочего участка плавающего пакета пуансонов, при этом неразъемную матрицу перемещают навстречу упомянутому рабочему участку, надрезание и продавливание осуществляют выступающей усеченной площадкой пластины средней части рабочего участка, а закрепление осуществляют режущими кромками и ступеньками двух пластин крайних частей упомянутого рабочего участка.
7. Способ по п. 5, в котором осуществляют соединение в пакет двух металлических листов и одного листа из ткани фильтра, размещенного между ними с помощью рабочего участка плавающего пакета пуансонов, при этом неразъемную матрицу закрепляют с возможностью независимого перемещения и закрепления на силовой головке, надрезание и продавливание осуществляют по обе стороны от оси симметрии плавающего пакета пуансонов усеченной площадкой средней части рабочего участка, а затем режущими кромками пластин крайних частей, одновременно закругленными режущими кромками и закругленными участками пластины средней части получают две закругленные канавки по обе стороны от оси симметрии, с помощью которых выводят надрезанные части лепестков за пределы соединяемых листов с сохранением их толщины по всей длине, а развальцовку выведенных лепестков осуществляют плавающим пакетом пуансонов.
| Устройство для соединения листовых деталей | 1983 |
|
SU1155439A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1992 |
|
RU2025176C1 |
| Устройство для соединения листовых конструкций преимущественно при монтаже вентиляционных систем | 1989 |
|
SU1712034A1 |
| СПОСОБ КОНТРОЛИРОВАНИЯ РАСПЫЛИТЕЛЬНОЙ СУШИЛКИ И РАСПЫЛИТЕЛЬНАЯ СУШИЛКА, СОДЕРЖАЩАЯ ОДНУ ИЛИ БОЛЕЕ ИНФРАКРАСНЫХ ВИДЕОКАМЕР | 2009 |
|
RU2508161C1 |
| US 3930297 A, 28.12.1971 | |||

