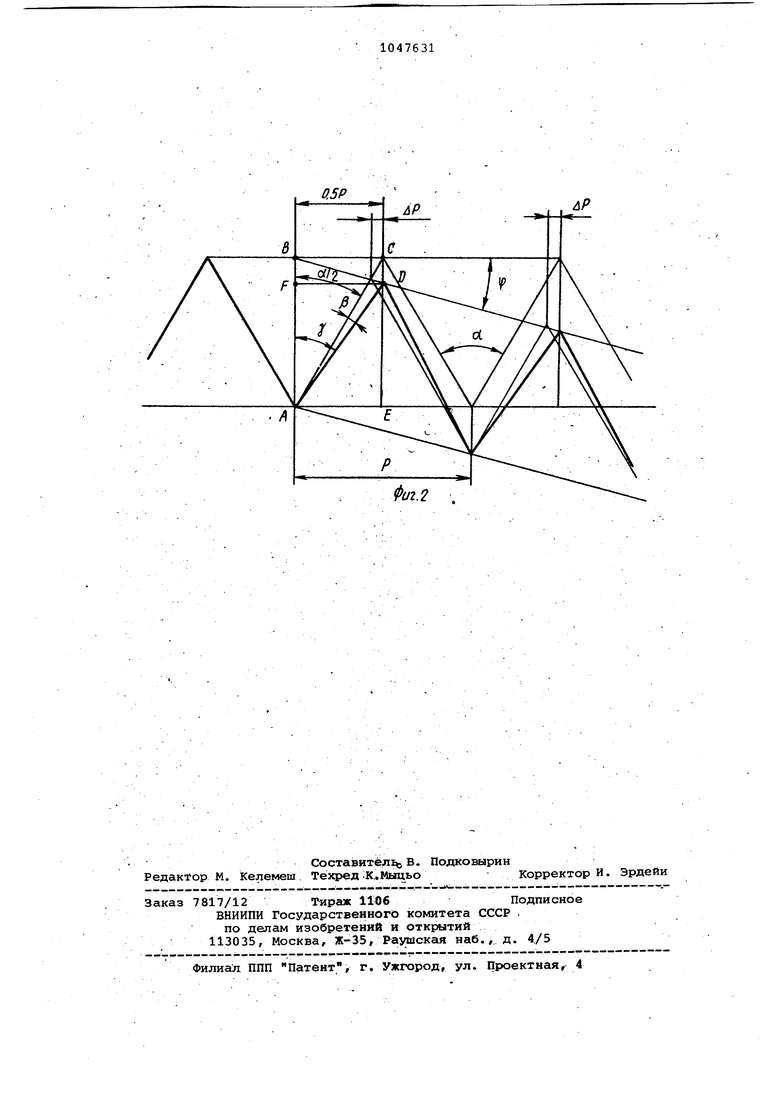
Изобретение относится к машиностроению и может быть использовано при получении внутренних резьб. Известен метчик, заборная часть которого выполнена с коррегированным профилем, одна половина угла профиля (/2 равна половине угла профиля получаемой резьбы, а вторая Qiv2 меньше половины угла профиля получаемой резьбы. Углы аС/2 расположены со сто роны калибрующей части метчика l . Недостатком этого метчика является то, что коррегирование одной поло вины угла профиля не исключает смещение вершин резьбы заборной части, т.е. сохраняется погрешность по шагу присущая всем метчикам с полнопрофильной- резьбой на заборной части. В этом случае перегружается не первый калибрующий виток, а виток, расположенный перед ним, т.е. осевая нагрузка не уменьшается, что вызывает поломки последних витков заборной части. Цель изобретения - увеличение стойкости метчика. Поставленная цель достигается тем, что в -метчике, содержащем полнопрофильную заборную часть с корре гированным профилем резьбы и следую щую за ней калибрующую часть, полови на угла профиля резьбы заборной час ти со -стороны переднего торца выполнена меньше половины угла профиля получаемой резьбы,-а половина угла профиля со .стороны калибрующей-част больше половины угла профиля получа емой резьбы, причем величина уменьшения половины угла профиля резьбы заборной части выполнена равной величине увеличения половины угла про филя и определяется зависимостью ,,п , tgq -. 9-Р 1 - tgcptg4 /2 где 0 - угол профиля резьбы; (fi - угол уклона заборной части метчика, град. На фиг. 1 показан участок резьбы заборной и калибрующей частей метчи ка; на фиг. 2 - виток,резьбы с коррекцией. Метчик состоит из заборной 1, ка либрующей 2 частей и хвостовика (не показан). Заборная часть выполнена с полнопрофильной резьбой, которая им ет коррегированный профиль. Одна по ловина угла прЬфиляо./2 выполнена ме ньше половины угла профиля оЬ /2 получаемой резьбы. Углы Л /2 расположены со стороны переднеготорца метчика. Вторая половина угла профиля и /2 выполнена больше полойнны угла профиля ai /2 получаемой резьбы. Углы Qt /2 расположены со стороны к ибрукадей части, причем , т.е. полный угол профиля резьбы на заборной части равен углу об профиля получаемой резьбы. Величина угла р уменьшения и увеличения половин углов профиля резьбы метчика определяется по вышеприведенной зависимости. Выполнение коррекции .на всех вит.ках заборной части так, их вершины совпадают по .шагу с калибрующей частью, ведет к ускорению , дополнительных усилий. Переходной виток не испытывает односторонней осевой нагрузки и не выкрашивается во время работы, что и подтверждает длительная эксплуатация этих метчиков. Из Д вед СД BCtgCf , . г Из Л ВСА AF АВ - FB, НО FB СД/следовательно, AF АВ - СД i, ; i |.. - 0,5PtgCp 0/5Р(1 - tgcftg ) 19 ot/ 2 Из л AFD Jf arctg| arctqi l 4la /2 3 0.5P(1-tg(ptgei/2) arctg 1-tg(ptgo672 HO .. . Следовательно, tgB . . tg(otg ft:/2 l-tgc| tg-i /2 y l-tgtptgM/2 Метчик работает следующим образом.. Во время рабочего хода витки за-борной части формируют резьбу с углом профиля Л . Поскольку на витках ни по вершинам резьбы, ни по впадинам нет погрешности шага, то в процессе работы дополнительных осевых усилий на ви-тки как заборной, так и калибрующей частей не возникает. Калибрующая часть окончательно формирует профиль резьбы.. При реверсе метчик выходит из обработанной резьбы. Предлагаемое конструктивное выполнение заборной части метчика может применяться как для бесстружечных м.етчиков, так и для режущих .метчиков с полнопрофильной резьбой на . заборной части. Исключение погрешности по вершинам витков резьбы заборной части позволяет увеличить стойкость метчиков путем исключения выкрашивания витков заборной и калибрующей частей,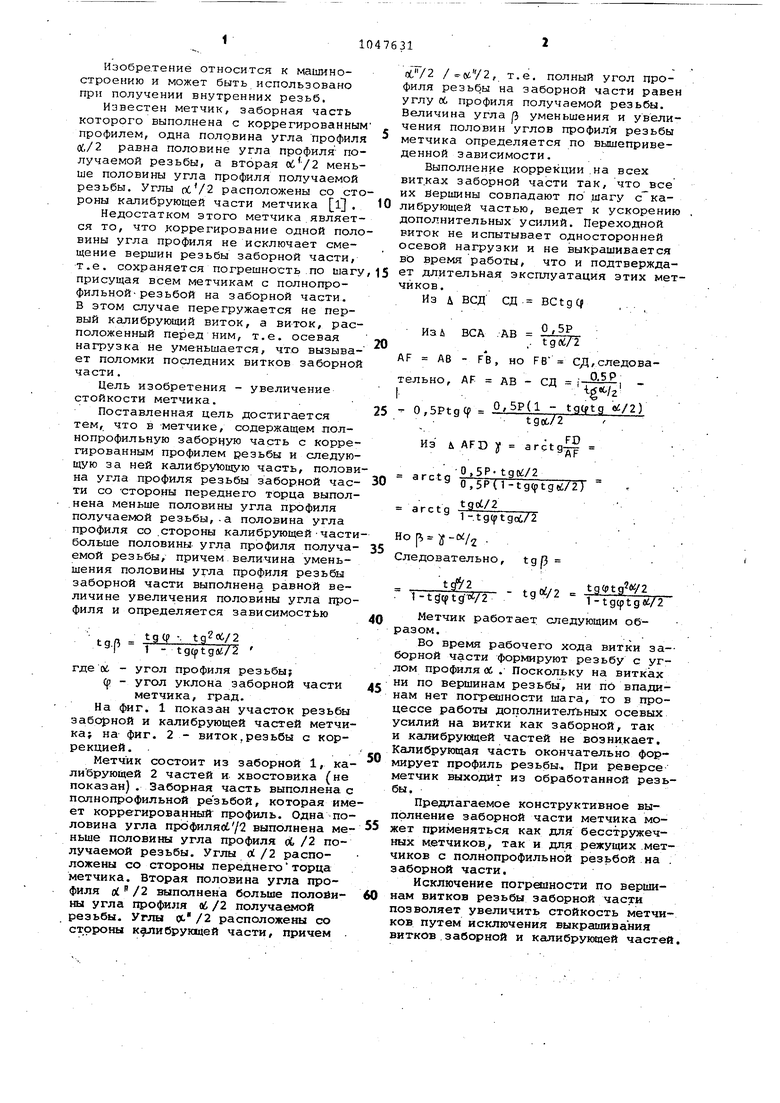
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик бесстружечный | 1981 |
|
SU1090513A1 |
| Метчик | 1986 |
|
SU1411105A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Метчик | 1989 |
|
SU1763113A1 |
| МЕТЧИК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1970 |
|
SU264130A1 |
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| МЕТЧИК | 1998 |
|
RU2151673C1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик | 1986 |
|
SU1466859A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
МЕТЧИК содержащий полн опрофильную заборную часть скоррегированным профилем резьбы иследукицую за ией калибрующую часть/ о т л и ч а ю т щи и с я тем, что, с целью увеличения стойкости метчика, половина угла профиля резьбы заборной части. со стор,оны переднего торца выполнена меньше половины угла профиля получаемой резьбы, а половина угла профиля резьбы со стороны калибрующей части, больше половины угла. профиля получа- , емой резьбы, причем величина уменьшенНя половины угла профиля резьбы заборной части выполнена равной величине увеличения половины угла профиля и определяется зави.сямостью .. tg($tg iif/2 tgp 1 (it/2 где oi - угол профиля резьбы; СР - угол уклона заборной части метчика,град. О 4 0д 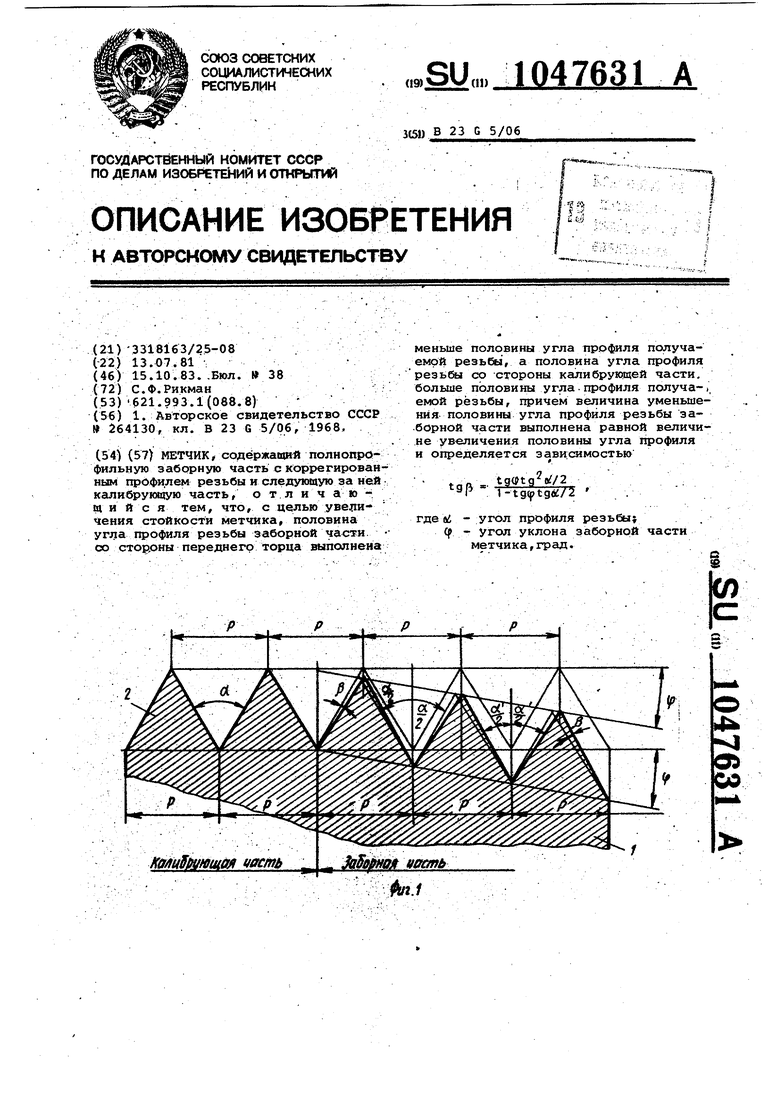
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕТЧИК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 0 |
|
SU264130A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
