J
СП Изобретение относится к производству резино-технических изделий и предназначено для изготовления зластомерных полых изделий, например диа4|рагм; в том числе армированных тканью или волокном на основе органи ческих и неорганических материалов. Известен способ изготовления аластомернвк полых изделий, согласно которому на дорне собирают трубчатую эа.готовку путем последовательного нанесения на дорн составляющих изделие слоев и вулканизуют под давлением в пресс-форме- tlj. Данным способом можно изготавлиг вать крупногабаритные изделия, но для его осуществления необходимо наличие пресс-форм для каждого типЬразмера изделия и мощных)прессов. Наиболее близким к изобретению по технической сущности и.достигаемому реэульта.ту является .способ изготовления зластомерных полых изделий, согласно которому собирают трубчатую заготовку изделия путем последо-ва- . тельного нанесения на оправку состав ляющих его слоев, фиксируют торцы заготовки концентрично расположенными жесткими формующими .элементами и затем вулканизуют с фиксацией заготовки по внутреннему диаметру С2 Однако при изготовлении изделий известным способом во время вулканизации их в автоклаве возможно затекание теплоносителя под формирующие элементы и искажение формы торцов изделий/ что снижает их качество. Целью изобретения является повышение качества изделий. Поставленная цель достигается тем, что согласно способу изготовления эластомерных полых изделий собирают трубчатую заготовку изделия путем последовательного нанесения на оправку составляющих его слоев, фиксируют торцы заготовки концентрично расположенными жесткими формующими элементами и затем вулканизуют с фиксацией заготовки по внутреннему диаметру, торцы заготовки фиксируют Перед нанесением последнего слоя., а затем накладывают последний слой, с .перекрытием его кромками обращенных навстречу друг другу торцов наружных формующих элементов. На чертеже изображена заготовка перед вулканизацией. Способ осуществляют следующим образом. Собирают трубчатую заготовку изделия путем последовательного нанесения на оправку 1 составляющих его слоев - резины 2 и 3 и арматуры 4, кроме последнего слоя 5 эластомера. Затем торцы фиксируют между концами оправки 1 и концентоично им расположенными жесткими формующими элементами 6 и 7, внутрейняя поверхность которых точно соответствует заданньм наружным размерам горловин изделия. После этого накладывают последний слой 5 изделия с. перекрытием его кромками обращенных навстречу друг тругу торцов формующих элементов 6 и 7 для предотвращения попадания теплоносителя при вулканизации к торцам изделия. При необходимости исключения контакта слоя 5 эластомера с теплоносителем при вулканизации понерх него наносят слой термоусаживанвдейся пленки, или устанавливают трубку из фторопласта. Для предотвращения привулканизации изделия к формующим элементам и оправке на них наносят слой антиадгезионной смазки, например кремнийорганической смазки типа ПМС-300. Под воздействием температуры и давления теплоносителя эластомер растекается по поверхности изделия, заполняя все неплотности под наружными формующими элементами 6 и 7. При этом последний слой 5 эластомера не позволяет проникнуть теплоносителю под элементами 6 и 7, обеспечивая тем самым получение точных размеров как с внутренней, так и с наружной стороны горловин изделия. Пос.ле 1вулканизацйи элементы б и 7 снимают, снимают готовое изделие с оправки 1 и срезают облой или заусенцы, образующиеся в зоне кон та к Та наружного слояС формующими элементами. Предлагаемый способ обеспечивает высокое качество изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированныхТРубчАТыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU852623A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Устройство для непрерывного изготовления длинномерных изделий | 1981 |
|
SU1028526A1 |
| Способ изготовления армированных резиновых рукавов | 1973 |
|
SU592344A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2450927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2147519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2406608C2 |
| Вибрационная головка червячного пресса для полимерных композиций | 1990 |
|
SU1736726A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ, при котором собирают трубчатую заготовку изделия путем последовательного нанесения на оправку составляющих его слоев, фиксируют торцы заготовки концентрично расположенными жесткими формующими элементами и затем вулканизуют с фиксацией заготовки по внутреннему диаметру, отличающийся тем, что, с целью повышения качества изделий, торцы заготовки фиксируют перед нанесением порледнего слоя, а затем накладывают последний слой с перекрытием его кромками обращенных навстречу друг другу наружных формующих элементов. S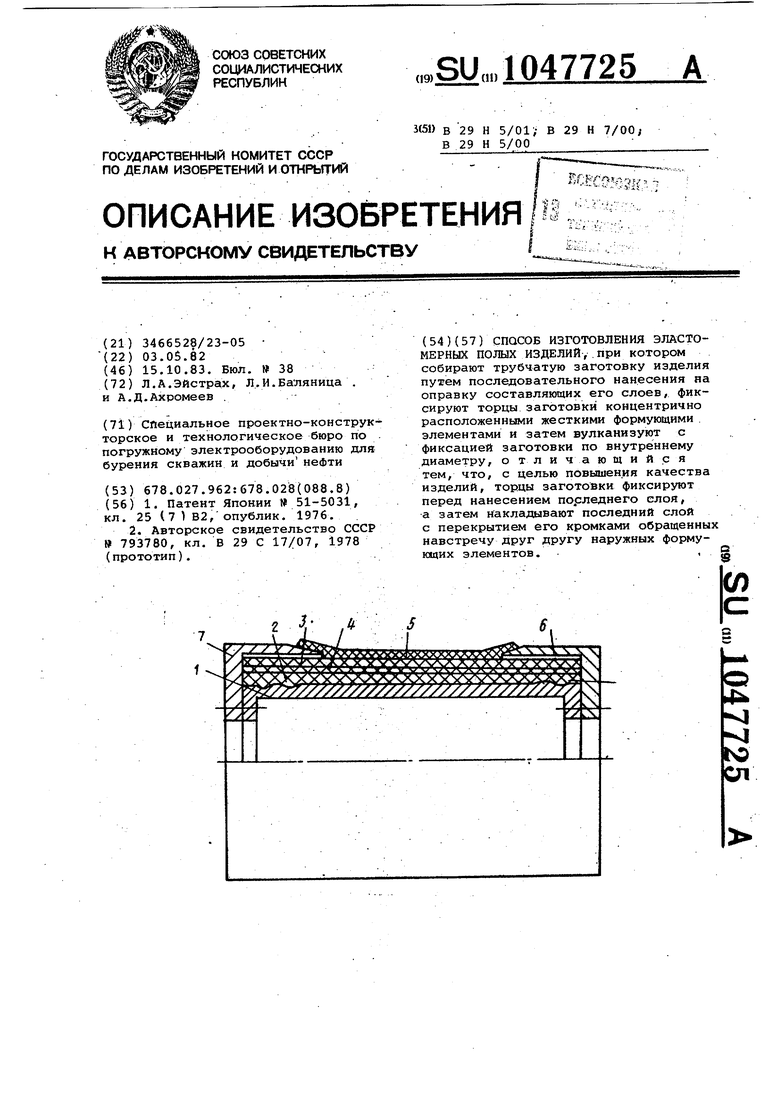
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
