Изобретение относится к полимерному и резиноперерабатывающему машиностроению, в частности, к экструзионному оборудованию, и может быть использовано в линиях по производству электрических кабелей для нанесения на металлический сердечник (жилу) резиновой или полимерной изоляции.
Известна вибрационная экструзионная головка, содержащая полый корпус, установленный в нем с образованием кольцевого зазора вибровоздействия дорн и генератор осевых колебаний дорна
Данная головка относительно проста, однако она обладает рядом недостатков. Основной из них - получение волнообразной поверхности (либо поперечных полос) на готовом изделии из-за неравномерного расхода композиции, обеспечиваемого продольно вибрирующим дорном. Кроме того, отсутствует возможность регулировать длину участка вибровоздействия дорна на материал, что ограничивает использование головки при переработке различных композиций.
vi со о |
к
Os
Наиболее близким к предлагаемому является вибрационная головка червячного пресса, содержащая полый корпус, установленный в нем с образованием кольцевого зазора вибровоздействия дорн и генератор круговых колебаний дорна
Данная головка обеспечивает лучшее по сравнению с аналогом сцепление изоляции с металлическим сердечником формируемого кабеля, Однако она не обеспечи- вает высококачественную поверхность из- делкя, так как на его поверхности образуется елочный узор, получаемый вследствие непрерывного движения кабеля и круговых колебаний наконечника дорна. Кроме того, цилиндрическая форма дорна на участке вибровоздействия обеспечивает эффективное воздействие лишь на внутренние слои композиции.
Целью изобретения является повыше- ние производительности и качества продукции за счет увеличения эффективности вибровоздействия на полимерную композицию.
Поставленная цель достигается тем, что вибрационная головка червячного пресса для полимерных композиций, содержащая полый корпус, установленный в нем с образованием кольцевого зазора вибровоздействия дорн и генератор круговых колебаний дорна, снабжена неподвижно смонтированным относительно корпуса наконечником дорна и средством для регулировки длины участка вибровоздействия, выполненным в виде размещенной концентрично дорну втулки, смонтированной в кольцевом зазоре вибровоздействия с возможностью осевого перемещения посредством регулировочных элементов.
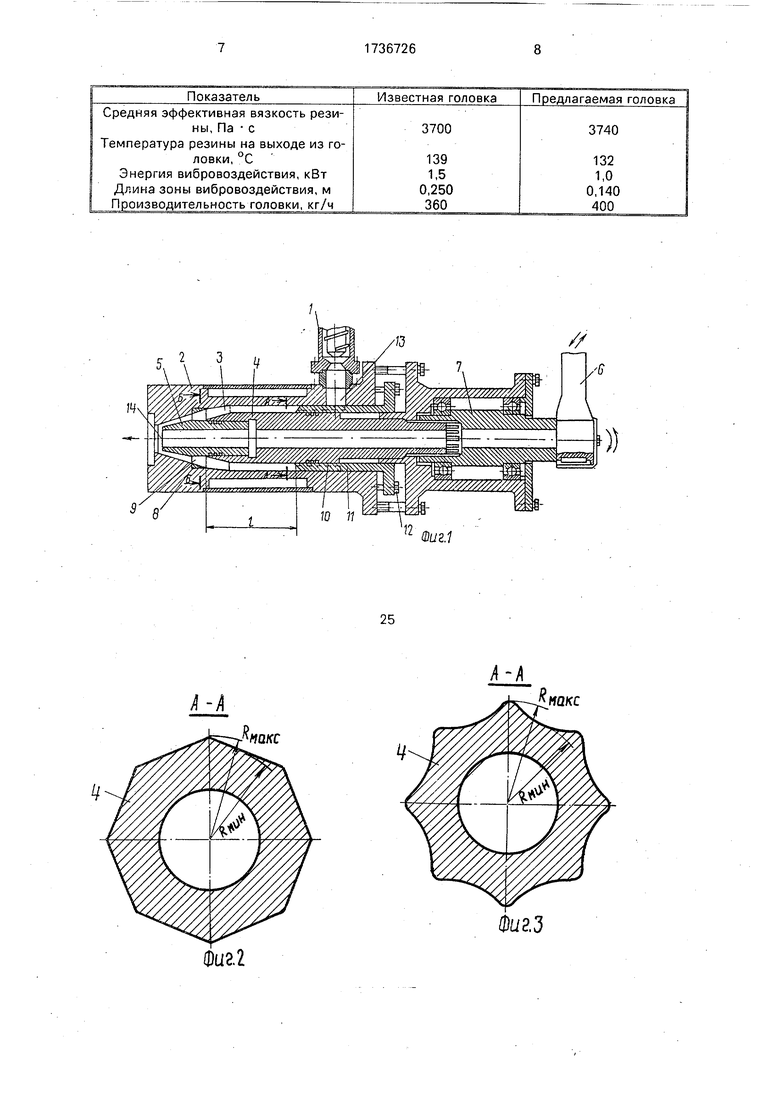
Предпочтительно сечение дорна в обла- сти вибровоздействия имеет форму правильного многоугольника или гипотрохоиды со скругленными вершинами.
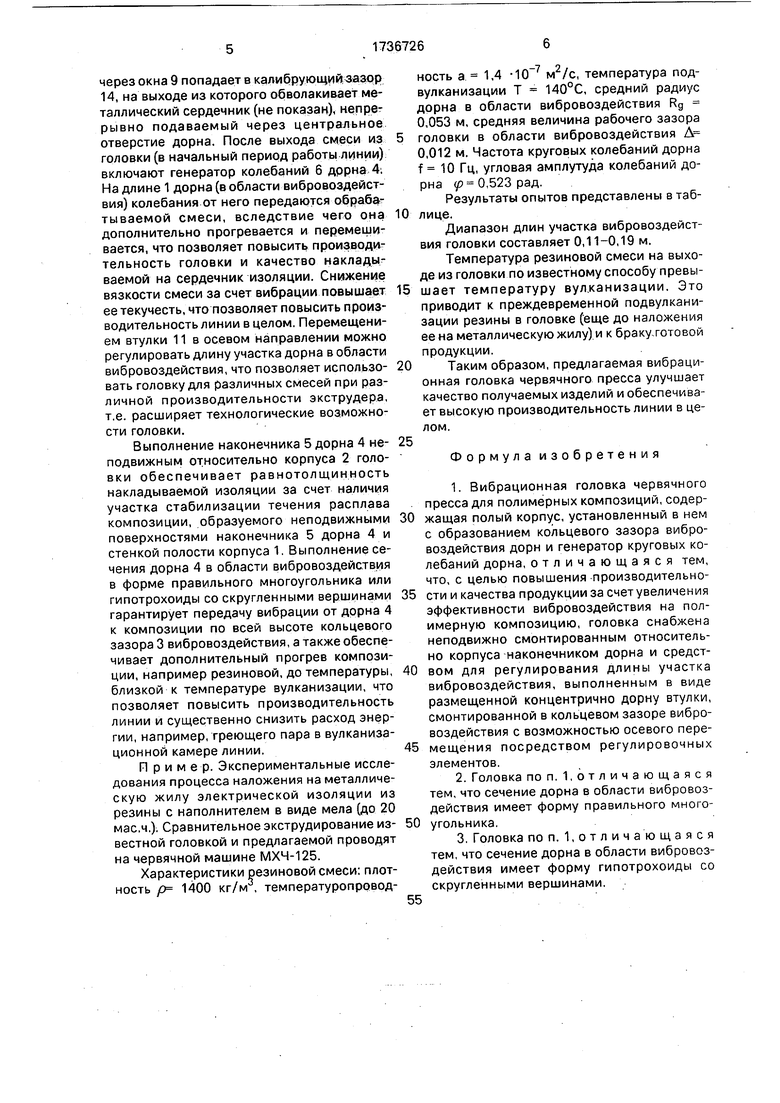
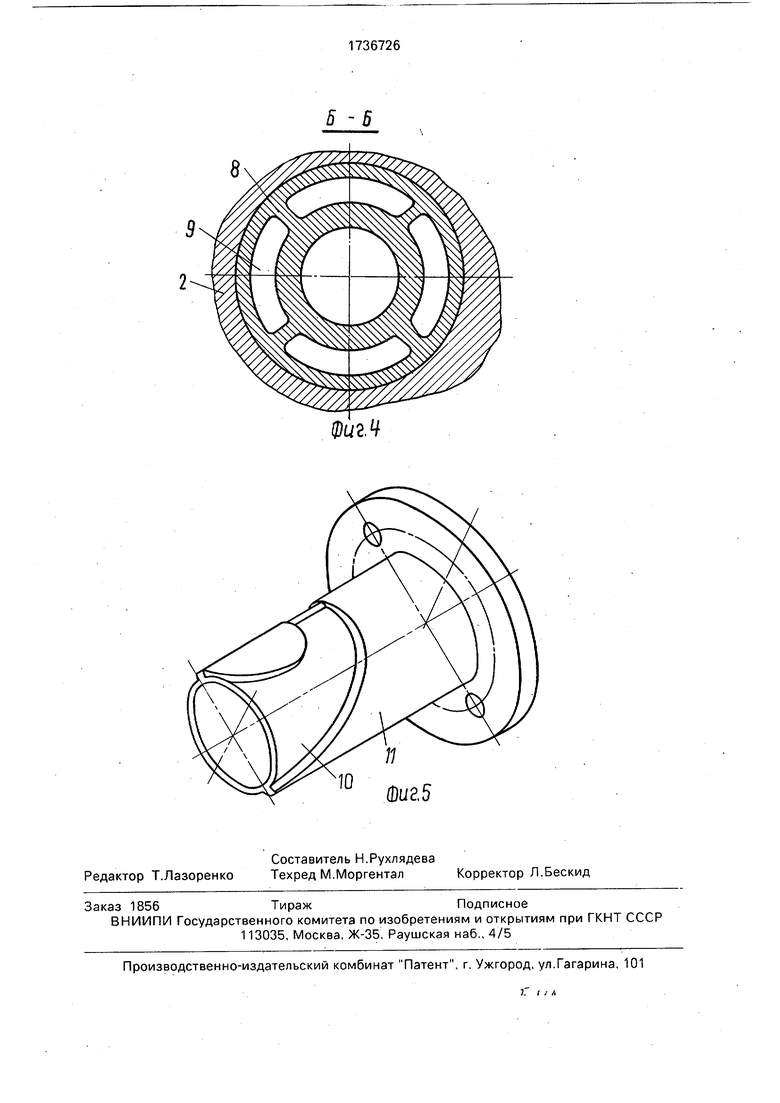
На фиг. 1 изображена головка, продольный разрез; на фиг. 2 - разрез А-А на фиг.
1,сечение в виде многоугольника; на фиг. 3 - то же, сечение в виде гипотрохиоды; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - втулка, аксонометрия.
Вибрационная экструзионная головка червячного пресса 1 содержит полый корпус
2,установленный в нем с образованием кольцевого зазора 3 вибровоздействия дорн 4 с наконечником 5 и генератор 6 круговых колебаний дорна 4, содержащий при- водной рычаг, соединенный со шлицевой втулкой 7, установленной в корпусе 2 и взаимодействующей с хвостовиком дорна 4 Наконечник 5 дорна 4 установлен в корпусе
1 неподвижно посредством кольца 8 с окнами 9. Дорн 4, его наконечник 5 и шлицевая втулка 7 выполнены полыми. Червячный пресс 1 сообщен с кольцевым зазором 3 вибровоздействия посредством распределительных каналов 10 втулки 11, смонтированной в указанном зазоре с возможностью осевого перемещения при помощи регулировочных элементов 12, которые вместе с втулкой 11 представляют собой средство для регулирования длины участка вибровоздействия. Для подвода тепла к головке (или отвода тепла от нее) в корпусе 2 выполнены каналы для циркуляции теплоносителя (не показаны). Сечение дорна 4 в пределах- кольцевого зазора 3 вибровоздействия выполнено в виде правильного многоугольника (фиг. 2) либо гипотрохоиды со скругленными вершинами (фиг. 3). Использование дорна 4, имеющего сечение в виде правильного многсугольника, целесообразно при переработке высоковязких композиций, а в виде гипотрохоиды - при переработке композиций, имеющих невысокую вязкость.
Головка работает следующим образом.
В зависимости от свойств композиции и режима переработки определяют длину кольцевого зазора 3 вибровоздействия по зависимости
Г
К1,
Q;UA
г
. /Л I (С /Uyl-t Ј
У 1р f a ( Rg + Д)7 f/5 f a ( Rg + A)
где Q - производительность червячного пресса, м/с;
i- эффективная вязкость композиции, Па -с;
А- средняя величина кольцевого зазора вибровоздействия, м;
р- амплитуда круговых колебаний дорна, рад;
f - частота круговых колебаний дорна, Гц;
а - коэффициент температуропроводности композиции, м /с;
Rg - средний радиус дорна в пределах кольцевого зазора вибровоздействия, м;
Ki 0,0004 - коэффициент, (Н/м)05 -с;
К2 0,0007 - коэффициент, (Н/м)05 -с.
При помощи регулировочных элементов 12 (и соответственно осевого перемещения втулки 11) обеспечивают рассчитанную длину кольцевого зазора вибровоздействия.
Резиновая смесь (полимерная композиция), подвергшаяся обработке в экструдере
1,подается через отверстие корпуса головки к втулке 11. Достигнув втулки 11, смесь заполняет распределительные каналы 10 и поступает в кольцевой зазор 3 между до- рном 4 и наружной стенкой полости корпуса
2.Достигнув наконечника 5 дорна 4, смесь
через окна 9 попадает в калибрующий зазор 14, на выходе из которого обволакивает металлический сердечник (не показан), непрерывно подаваемый через центральное отверстие дорна. После выхода смеси из головки (в начальный период работы линии) включают генератор колебаний 6 дорна 4. На длине 1 дорна (в области вибровоздействия) колебания от него передаются обрабатываемой смеси, вследствие чего она дополнительно прогревается и перемешивается, что позволяет повысит производительность головки и качество накладываемой на сердечник изоляции. Снижение вязкости смеси за счет вибрации повышает ее текучесть, что позволяет повысить производительность линии в целом. Перемещением втулки 11 в осевом направлении можно регулировать длину участка дорна в области вибровоздействия, что позволяет использовать головку для различных смесей при различной производительности экструдера, т.е. расширяет технологические возможности головки.
Выполнение наконечника 5 дорна 4 неподвижным относительно корпуса 2 головки обеспечивает равнотолщинность накладываемой изоляции за счет наличия участка стабилизации течения расплава композиции, образуемого неподвижными поверхностями наконечника 5 дорна 4 и стенкой полости корпуса 1. Выполнение сечения дорна 4 в области вибровоздействия в форме правильного многоугольника или гипотрохоиды со скругленными вершинами гарантирует передачу вибрации от дорна 4 к композиции по всей высоте кольцевого зазора 3 вибровоздействия, а также обеспечивает дополнительный прогрев композиции, например резиновой, до температуры, близкой к температуре вулканизации, что позволяет повысить производительность линии и существенно снизить расход энергии, например, греющего пара в вулканиза- ционной камере линии.
Пример. Экспериментальные исследования процесса наложения на металлическую жилу электрической изоляции из резины с наполнителем в виде мела (до 20 мае.ч.). Сравнительное экструдирование известной головкой и предлагаемой проводят на червячной машине МХЧ-125.
Характеристики резиновой смеси: плотность р 1400 кг/м , температуропроводность а 1,4 -10 7 м2/с, температура под- вулканизации Т 140°С, средний радиус дорна в области вибровоздействия Rg 0,053 м, средняя величина рабочего зазора
головки в области вибровоздействия А 0,012 м. Частота круговых колебаний дорна f 10 Гц, угловая амплутуда колебаний дорна р 0,523 рад.
Результаты опытов представлены в таблице.
Диапазон длин участка вибровоздействия головки составляет 0,11-0,19 м.
Температура резиновой смеси на выходе из головки по известному способу превышает температуру вулканизации. Это приводит к преждевременной подвулкани- зации резины в головке (еще до наложения ее на металлическую жилу) и к браку готовой продукции.
Таким образом, предлагаемая вибрационная головка червячного пресса улучшает качество получаемых изделий и обеспечивает высокую производительность линии в целом.
Формула изобретения
1.Вибрационная головка червячного пресса для полимерных композиций, содержащая полый корпус, установленный в нем с образованием кольцевого зазора вибровоздействия дорн и генератор круговых колебаний дорна, отличающаяся тем, что, с целью повышения производительности и качества продукции за счет увеличения эффективности вибровоздействия на полимерную композицию, головка снабжена неподвижно смонтированным относительно корпуса наконечником дорна и средством для регулирования длины участка вибровоздействия, выполненным в виде размещенной концентрично дорну втулки, смонтированной в кольцевом зазоре вибровоздействия с возможностью осевого перемещения посредством регулировочных элементов.
2.Головка поп. 1,отличающаяся тем, что сечение дорна в области вибровоздействия имеет форму правильного многоугольника.
3.Головка по п. 1,отличающаяся тем, что сечение дорна в области вибровоздействия имеет форму гипотрохоиды со скругленными вершинами.
//
П
Фиг1
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационная экструзионная головка | 1990 |
|
SU1717394A1 |
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная головка для полимер-НыХ МАТЕРиАлОВ | 1979 |
|
SU797901A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
Использование: переработка полимерных композиций в химической и резинопе- рерабаты вающей промышленности. Изготовление на экструзионном оборудовании электрических кабелей, нанесение на металлический сердечник полимерной изоляции. Сущность изобретения: в корпусе вибрационной головки установлен с образованием кольцевого зазора вибровоздействия дорн. Он соединен с генератором круговых колебаний. Неподвижно относительно корпуса смонтирован наконечник дорна. Концентрично дорну размещена в кольцевом зазоре вибровоздействия втулка. Она установлена с возможностью осевого перемещения посредством регулировочных элементов. Перемещением втулки регулируют длину участка вибровоздействия. Дорн в области вибровоздействия в сечении имеет форму правильного многоугольника или гипотрохоиды со скругленными вершинами. 2 з.п. ф-лы, 1 табл., 5 ил сл С
паке
Шиг2
макс
Фы гЗ
6 -6
8
Фиг Ч
| Любартович С.А., Столбов В.В | |||
| Применение вибрационного воздействия при изготовлении и переработке полимерных материалов | |||
| - Электрическая промышленность: Научн.-техн | |||
| реферат, сб | |||
| М., 1982, № 12, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Басов Н.И., Любартович С.А | |||
| Виброформование полимеров | |||
| Л.: Химия, 1979, с 57- 59, р | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
