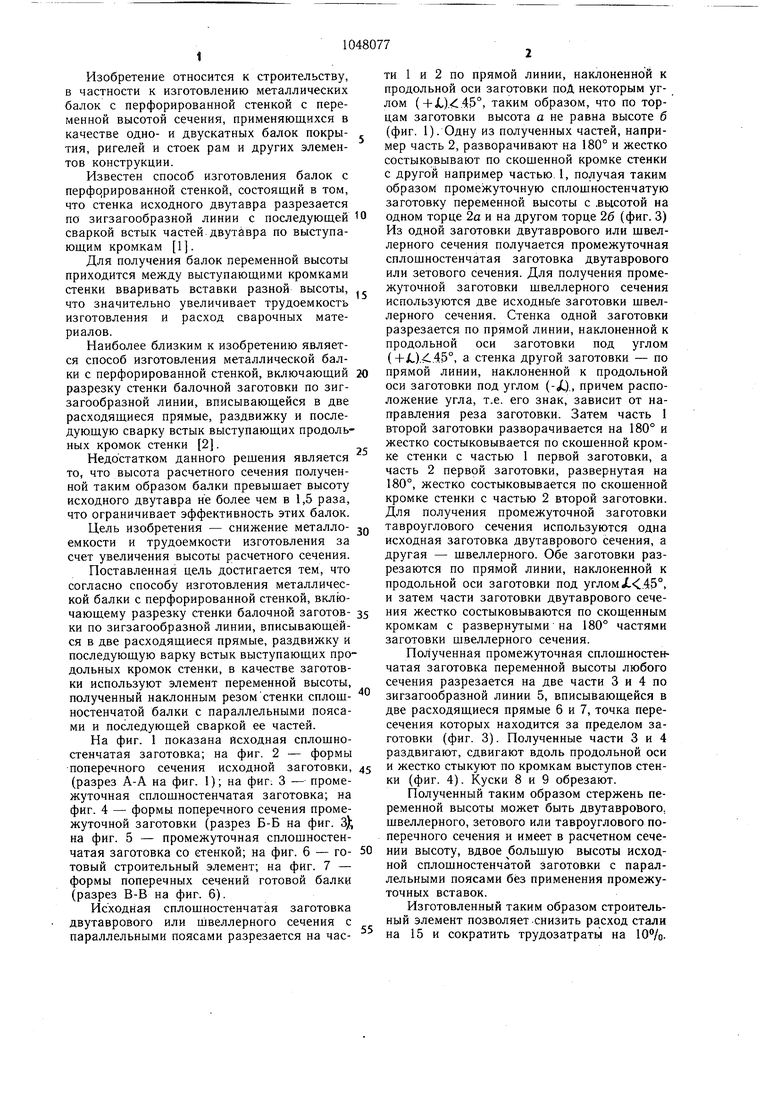
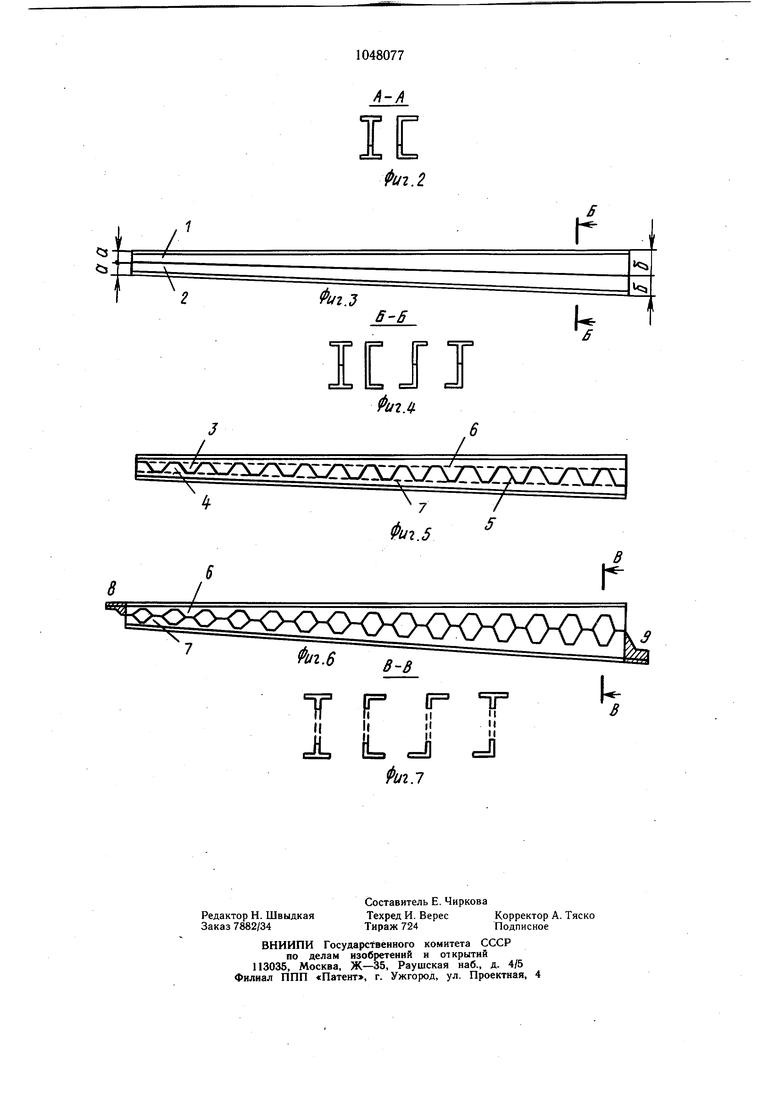
Изобретение относится к строительству, в частности к изготовлению металлических балок с перфорированной стенкой с переменной высотой сечения, применяющихся в качестве одно- и двускатных балок покрытия, ригелей и стоек рам и других элементов конструкции. Известен способ изготовления балок с перфо,рированной стенкой, состоящий в том, что стенка исходного двутавра разрезается по зигзагообразной линии с последующей сваркой встык частей двутавра по выступающим кромкам 1. Для получения балок переменной высоты приходится между выступающими кромками стенки вваривать вставки разной высоты, что значительно увеличивает трудоемкость изготовления и расход сварочных материалов. Наиболее близким к изобретению является способ изготовления металлической балки с перфорированной стенкой, включающий разрезку стенки балочной заготовки по зигзагообразной линии, вписывающейся в две расходящиеся прямые, раздвижку и последующую сварку встык выступающих продольных кромок стенки 2. Недостатком данного рещения является то, что высота расчетного сечения полученной таким образом балки превышает высоту исходного двутавра не более чем в 1,5 раза, что ограничивает эффективность этих балок. Цель изобретения - снижение металлоемкости и трудоемкости изготовления за счет увеличения высоты расчетного сечения. Поставленная цель достигается тем, что согласно способу изготовления металлической балки с перфорированной стенкой, включающему разрезку стенки балочной заготовки по зигзагообразной линии, вписывающейся в две расходящиеся прямые, раздвижку и последующую варку встык выступающих продольных кромок стенки, в качестве заготовки используют элемент переменной высоты, полученный наклонным резомстенки сплощностенчатой балки с параллельными поясами и последующей сваркой ее частей. На фиг. 1 показана исходная сплощностенчатая заготовка; на фиг. 2 - формы поперечного сечения исходной заготовки, (разрез А-А на фиг. 1); на фиг: 3 - промежуточная сплощностенчатая заготовка; на фиг. 4 - формы поперечного сечения промежуточной заготовки (разрез Б-Б на фиг. 3); на фиг. 5 - промежуточная сплошностенчатая заготовка со стенкой; на фиг. 6 - готовый строительный элемент; на фиг. 7 - формы поперечных сечений готовой балки (разрез В-В на фиг. б). Исходная сплощностенчатая заготовка двутаврового или плвеллерного сечения с параллельными поясами разрезается на части 1 И 2 ПО прямой линии, наклоненной к продольной оси заготовки поД некоторым углом (+Хх).45°, таким образом, что по торцам заготовки высота а не равна высоте б (фиг. 1). Одну из полученных частей, например часть 2, разворачивают на 180° и жестко состыковывают по скощенной кромке стенки с другой например частью. 1, получая таким образом промежуточную сплошностенчатую заготовку переменной высоты с .высотой на одном торце 2а и на другом торце 26 (фиг. 3) Из одной заготовки двутаврового или щвеллерного сечения получается промежуточная сплощностенчатая заготовка двутаврового или зетового сечения. Для получения промежуточной заготовки щвеллерного сечения используются две исходньГе заготовки щвеллерного сечения. Стенка одной заготовки разрезается по прямой линии, наклоненной к продольной оси заготовки под углом (+)...45°, а стенка другой заготовки - по прямой линии, наклоненной к продольной оси заготовки под углом (-/.)., причем расположение угла, т.е. его знак, зависит от направления реза заготовки. Затем часть 1 второй заготовки разворачивается на 180° и жестко состыковывается по скощенной кромке стенки с частью 1 первой заготовки, а часть 2 первой заготовки, развернутая на 180°, жестко состыковывается по скощенной кромке стенки с частью 2 второй заготовки. Для получения промежуточной заготовки тавроуглового сечения используются одна исходная заготовка двутаврового сечения, а другая - щвеллерного. Обе заготовки разрезаются по прямой линии, наклоненной к продольной оси заготовки под углом/,.45°, и затем части заготовки двутаврового сечения жестко состыковываются по скощенным кромкам с развернутыми на 180° частями заготовки щвеллерного сечения. Полученная промежуточная сплощностенчатая заготовка переменной высоты любого сечения разрезается на две части 3 и 4 по зигзагообразной линии 5, вписывающейся в две расходящиеся прямые 6 и 7, точка пересечения которых находится за пределом заготовки (фиг. 3). Полученные части 3 и 4 раздвигают, сдвигают вдоль продольной оси и жестко стыкуют по кромкам выступов стенки (фиг. 4). Куски 8 и 9 обрезают. Полученный таким образом стержень переменной высоты может быть двутаврового, щвеллерного, зетового или тавроуглового поперечного сечения и имеет в расчетном сечении высоту, вдвое больщую высоты исходной сплощностенчатой заготовки с параллельными поясами без применения промежуточных вставок. Изготовленный таким образом строительный элемент позволяет снизить расход стали на 15 и сократить трудозатраты на 10%.
фиг.2
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| Способ изготовления облегченных балок | 1976 |
|
SU616098A1 |
| Способ изготовления облегченных металлических балок | 1984 |
|
SU1250628A1 |
| Сварная двутавровая балка | 1985 |
|
SU1268689A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| РАМА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА-ПЛАТФОРМЫ | 2021 |
|
RU2757465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| Железнодорожный вагон-платформа | 2022 |
|
RU2795461C1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1821536A1 |
| Способ изготовления облегченных металлических конструкций | 1990 |
|
SU1807196A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ БАЛКИ С ПЕРФОРИРОВАННОЙ СТЕНКОЙ, включающий разрезку Стенки балочной заготовки по зигзагообразной линии, вписывающейся в две расходящиеся прямые, раздвижку и последующую сварку встык выступающих продольных кромок стенки, отличающийся тем, что, с целью снижения металлоемкости и трудоемкости изготовления за счет увеличения высоты расчетного сечения, в качестве заготовки используют элемент переменной высоты, полученный наклонным резом стенки сплощностенчатой балки с параллельными поясами и последующей сваркой ее частей. NU 00 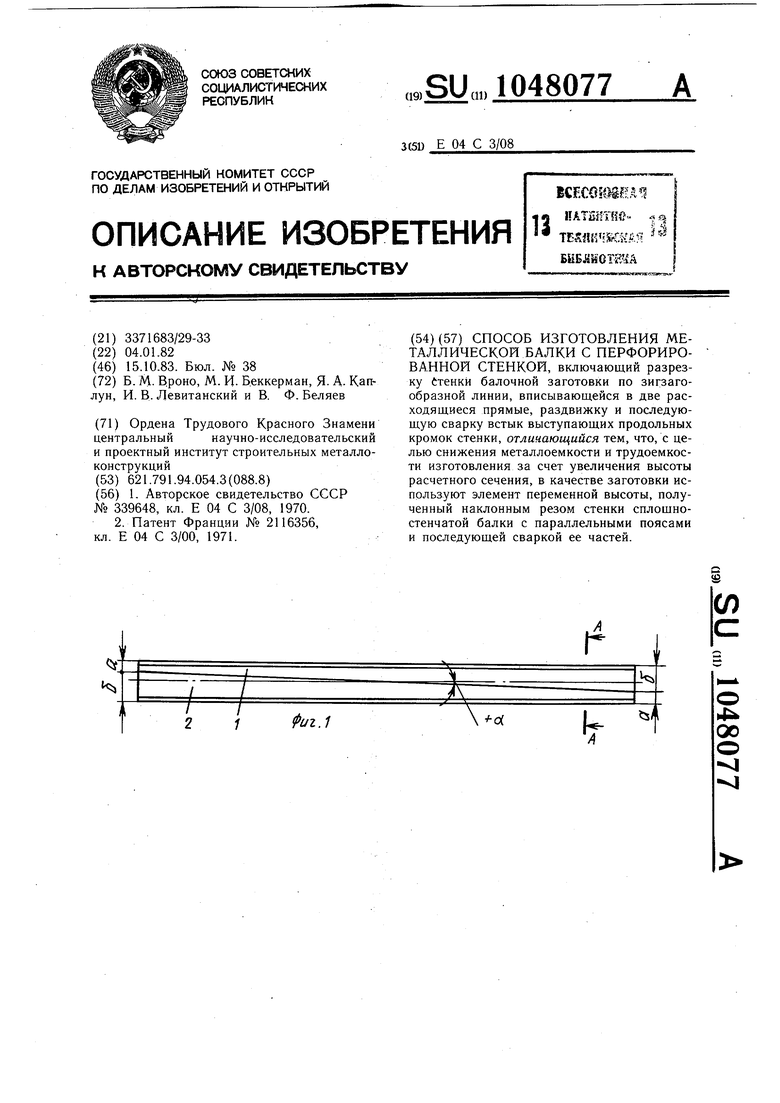
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ БАЛОК | 0 |
|
SU339648A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
