1
Изобретение относится к производству металлоконструкций и может быть использовано при изготовлении облегченных металлических балок.
Известен способ изготовления металлических балок, при котором стенки-двутавровой заготовки режут по двум параллельным линиям, наклоненным относительно серединной продольной оси заготовки; после резки один образовавшийся, элемент переворачивается на 180° и сваривается с другим. Полученная сквозная балка имеет переменное поперечное сечение, соответствующее нагрузкам в разных ее частях 1.
Однако дополнительная операция - обрезка концов стыкуемых элементов приводит к потере металла и увеличивает время изготовления.
Известен также способ изготовления облегченных балок из двутавровых металлических заготовок путем их резки по зигзагообразной линии и последующего соединения половин двутавров по выступающим участкам стенки 2.
Данный способ является наиболее близким по технической сущности и достигаемому результату к изобретению.
Недостатком конструкций, полученных таким способом изготовления является изЛишний запас прочности у опор по концам балки.
Для обеспечения оптимальной несущей способности по всей длине пролета и снижения отходов металла резку по продольным участкам зигзагообразных линий производят по линиям, сходящимся от середины заготовки к ее краям, а перед сваркой однотипные элементы перегибают в средней части в плоскости стенки.
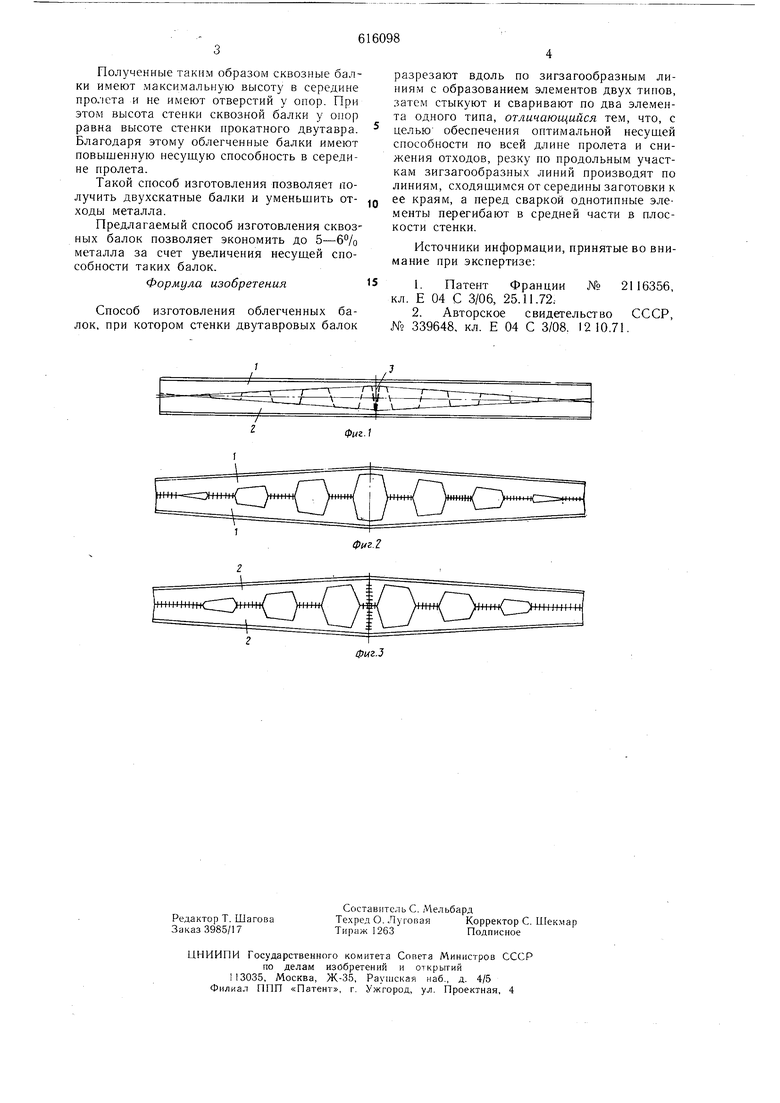
На фиг. 1 изображена двутавровая балка с линией реза; на фиг. 2 и 3 показаны облегченные балки, полученные из двутавровых.
Двутавровые балки режут на две части 1 и 2 по зигзагообразной линии, при этом продольные участки линии реза располагают на наклонных прямых, сходящихся от середины загоговкп к ее концам. Точку пересечения сходящихся линий назначают, как правило, над опорами балки. В части 2 заготовки вырезается клиновидный участок 3, боковые стороны которого перпендикулярны к продольным участкам линий реза. Облегченные балки (см. фиг. 2 и фиг. 3) получают путем двух одинаковых частей 1 нли 2, предварительно изогнув их 5 в середине пролета.
Полученные таким образом сквозные балки имеют максимальную высоту в середине пролета и не имеют отверстий у онор. При этом высота стенки сквозной балки у опор равна высоте стенки прокатного двутавра. Благодаря этому облегченные балки имеют повышенную несущую способность в середине пролета.
Такой способ изготовления позволяет получить двухскатные балки и уменьшить отходы металла.
Предлагаемый способ изготовления сквозных балок позволяет экономить до 5-6% металла за счет увеличения несуш,ей способности таких балок.
Формула изобретения
Способ изготовления облегченных балок, при котором стенки двутавровых балок
разрезают вдоль по зигзагообразным линиям с образованием элементов двух типов, затем стыкуют и сваривают по два элемента одного типа, отличающийся тем, что, с целью обеспечения оптимальной несущей способности по всей длине пролета и снижения отходов, резку по продольным участкам зигзагообразных линий производят по линиям, сходящимся от середины заготовки к ее краям, а перед сваркой однотипные элементы перегибают в средней части в плоскости стенки.
Источники информации, принятые во внимание при экспертизе:
1.Патент Франции № 2116356, кл. Е 04 С 3/06, 25.11.72.2.Авторское свидетельство СССР, № 339648. кл. Е 04 С 3/08. 12 10.71.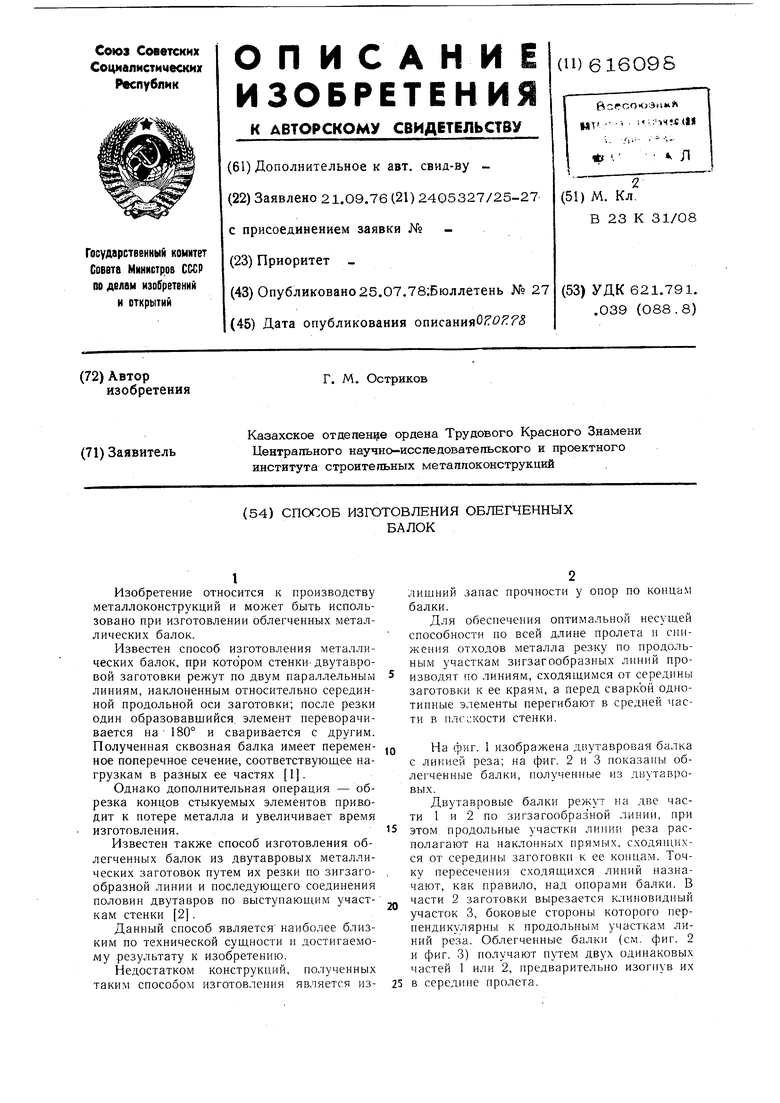
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МЕТАЛЛИЧЕСКОЙ БАЛКИ | 1992 |
|
RU2046902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| Способ изготовления металлической перфорированной балки | 1988 |
|
SU1609529A1 |
| Способ изготовления облегченныхдВуТАВРОВыХ бАлОК | 1979 |
|
SU804297A1 |
| Способ изготовления облегченных балок | 1982 |
|
SU1097766A1 |
| Способ изготовления облегченной металлической балки | 1990 |
|
SU1754374A1 |
| Способ изготовления металлической балки с перфорированной стенкой | 1982 |
|
SU1048077A1 |
| Способ изготовления облегченных металлических балок | 1984 |
|
SU1250628A1 |
| Способ изготовления облегченной металлической конструкции | 1988 |
|
SU1606631A1 |
