(54) УСТРОЙСТВО ДЛЯ ПОДГОНКИ СОПРОТИВЛЕНИЯ ПЛЕНОЧНЫХ РЕЗИСТОРОВ В НОМИНАЛ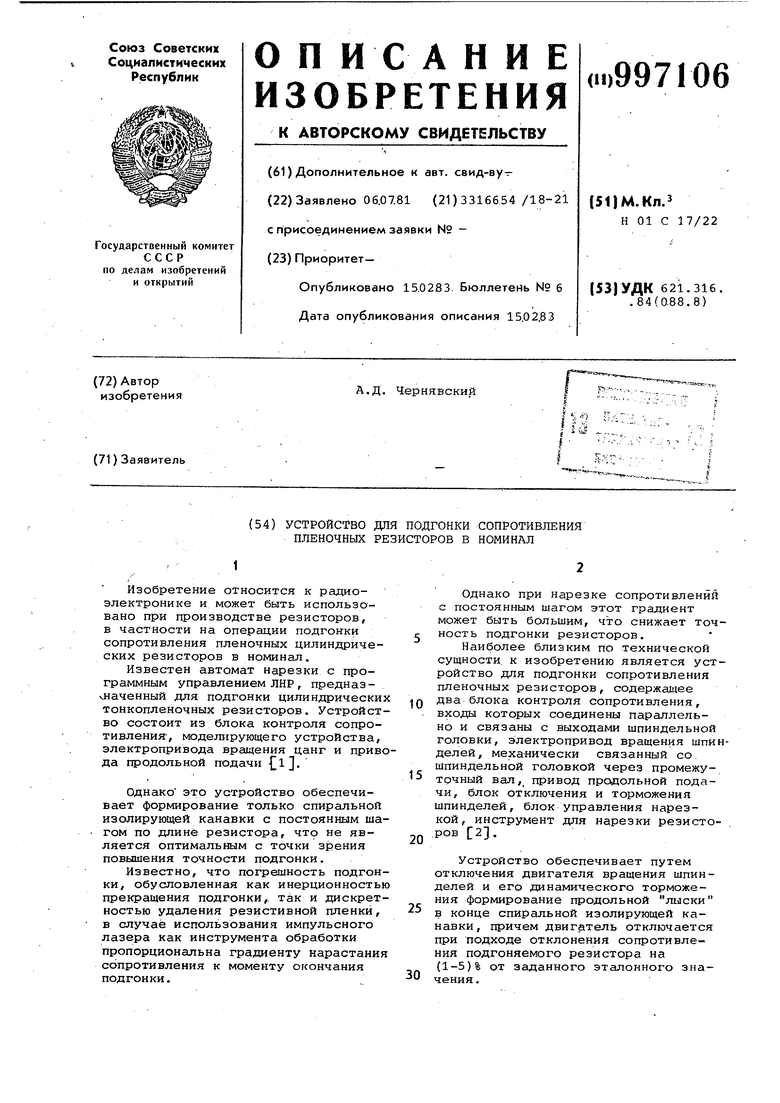
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подгонки сопротивления пленочных резисторов | 1982 |
|
SU1048524A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1977 |
|
SU729657A1 |
| Устройство для подгонки сопротивления пленочных цилиндрических резисторов | 1980 |
|
SU983765A1 |
| Способ подгонки цилиндрических пленочных резисторов | 1982 |
|
SU1038970A1 |
| Устройство для подгонки пленочных резисторов в номинал | 1980 |
|
SU942175A1 |
| Устройство для подгонки пленочныхРЕзиСТОРОВ | 1979 |
|
SU842984A1 |
| Устройство для подгонки пленочных резисторов в номинал | 1981 |
|
SU953673A1 |
| Устройство для подгонки сопротивления пленочных резисторов | 1976 |
|
SU618802A1 |
| Устройство для подгонки пленочных резисторов | 1977 |
|
SU690569A1 |
| Устройство для подгонки пленочных резисторов | 1981 |
|
SU997105A1 |
Изобретение относится к радиоэлектронике и может быть использовано при производстве резисторов, в частности на операции подгонки сопротивления пленочных цилиндрических резисторов в номинал.
Известен автомат нарезки с программным управлением ЛНР, предназчначенный для подгонки цилиндрических тонкопленочных резисторов. Устройство состоит из блока контроля сопротивления-, моделирующего устройства, электропривода вращения цанг и привода продольной подачи lJ.
Однако это устройство обеспечивает формирование только спиральной изолирующей канавки с постоянным шагом по длине резистора, что не является оптимальным с точки зрения повышения точности подгонки.
Известно, что погрешность подгонки, обусловленная как инерционностью прекращения подгонки,, так и дискретностью удаления резистивной пленки, в случае использования импульсного лазера как инструмента обработки пропорциональна градиенту нарастания сопротивления к моменту окончания подгонки.
Однако при нарезке сопротивлений с постоянным шагом этот градиент может быть большим, что снижает точность подгонки резисторов.
Наиболее близким по технической сущности к изобретению является устройство для подгонки сопротивления пленочных резисторов, содержаЛ1ее два блока контроля сопротивления,
10 входы которых соединены параллельно и связаны с выходами шпиндельной головки, Электропривод вращения шпинделей, меха-нически связанный со шпиндельной головкой через промежу15точный вал, привод продольной подачи, блок отключения и торможения шпинделей, блок управления нарезкой, инструмент для нарезки резисто.ров 2}.
20
Устройство обеспечивает путем отключения двигателя вращения шпинделей и его динамического торможения формирование продольной лыски
25 в конце спиральной изолирующей канавки, причем двигатель отключается при подходе отклонения сопротивления подгоняемого резистора на (1-5)% от заданного эталонного зна30чения.
Однако известное устройстпо обладет следующими недостатками: отключение электродвигателя вращения шпинделей и его динамическое торможение приводят к резкому переходу от спиральной к продольной и изолирующей канавке на теле резистора и тем самым создают очень малый градиент нарастания сопротивления на продольной части реза, вследствие чего в пределах зоны, составляющей по технологическим требованиям 20-30% от длины активной части резистора (между koHTaKTHHi/M узлами) не обеспечивается приращение сопротивления в указанном диапазоне (1-5)%; в случае различных шагов нарезки (суммарная ширина резистивной ленты и изолирующей канавки), что обусловлено как разбросом сопротивления исходных заготовок, так и различием коэффициентов нарезки, переход к продольной канавке неуправляем изза отсутствия контроля характеристик переходного процесса во время торможения. Это приводит к тому, что к моменту достижения номинального (программируемого) значения градиент нарастания сопротивления может оказаться в интервале
cTR I
frfR I
,o
соответгдеW(a
В случае ствует спиральной нарезке,
dl cfe
.9Ll
то никакого повыеслиge IvnaX
шения точности подгонки не происходит. Таким образом, вследствие отсутствия управляемого процесса -перехода к продольному резу повышение точности оказывается незначительным
Цель изобретения - повышение точности подгонки.
Указанная цель достигается тем, что в устройство для подгонки сопротивления пленочных резисторов в номинал, содержащее блок контроля спротивления и блок управления, входы которых соединены между собой и с электроконтактами шпинделей шпиндельной головки, механически связанной с электроприводом вращения шпинделей, электропривод продольной подачи, блок инструмента подгонки, например лазер, входом соединенный с первым выходом блока контроля сопротивления, введены сумматор и интегратор, причем первый и второй входы интегратора и первый вход сумматора соединены соответственно со вторым выходом блока контроля сопротивления, первым и вторым выходами блока управления, при этом выходы интегратора и сумматора соединены соответственно со вторым входом сумматора и входом электропривода вращения шпинделей.
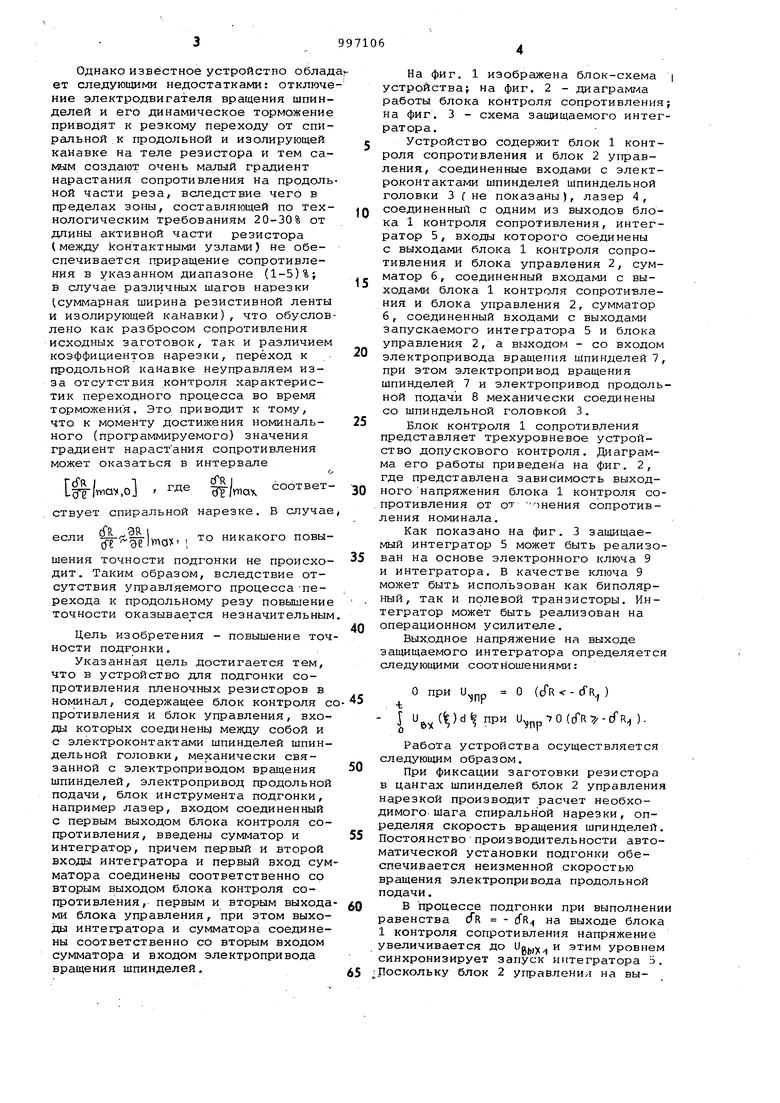
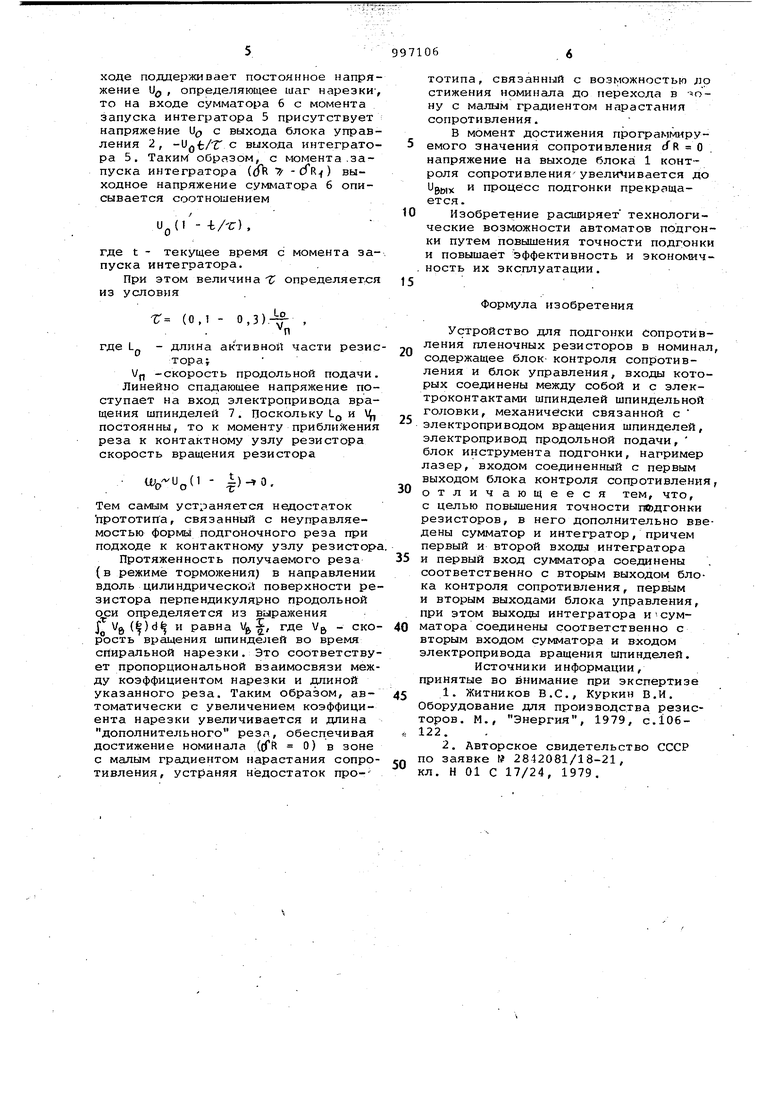
На фиг. 1 изображена блок-схема устройства; на фиг. 2 - диаграмг а работы блока контроля сопротивления на фиг. 3 - схема защищаемого интегратора.
Устройство содержит блок 1 контроля сопротивления и блок 2 управления, соединенные входами с электроконтактами шпинделей шпиндельной головки 3 f не показаны), лазер 4, соединенный с одним из выходов блока 1 контроля сопротивления, интегратор 5, входы которого соединены с выходами блока 1 контроля сопротивления и блока управления 2, сумматор б, соединенный входами с выходами блока 1 контроля сопротивления и блока управления 2, сумматор б, соединенный входами с выходами запускаемого интегратора 5 и блока управления 2, а вваходом - со входом электропривода вращения шпинделей при этом электропривод вращения шпинделей 7 и электропривод продольной подачи 8 механически соединены со шпиндельной головкой 3.
Блок контроля 1 сопротивления представляет трехуровневое устройство допускового контроля. Диаграмма его работы приведена на фиг. 2, где представлена зависимость выходного напряжения блока 1 контроля сопротивления от от онения сопротивления номинала.
Как показано на фиг. 3 защищаемый интегратор 5 может быть реализован на основе электронного ключа 9 и интегратора. В качестве ключа 9 может быть использован как биполярный, так и полевой транзисторы. Интегратор может быть реализован на операционном усилителе.
Вых.одное напряжение на выходе защищаемого интегратора определяетс следующими соотношениями:
О при 0 (Л - cf R ) - J Ug,()d при U,,((fR7/-dR ).
Работа устройства осуществляется следующим образом.
При фиксации заготовки резистора в цангах шпинделей блок 2 управлени нарезкой производит расчет необходимого шага спиральной нарезки, определяя скорость вращения шпинделей Постоянствопроизводительности автоматической установки подгонки обеспечивается неизменной скоростью вращения электропривода продольной подачи.
В процессе подгонки при выполнени равенства cfR - (fR на выходе блок 1 контроля сопротивления напряжение увеличивается до Ugj,, и этим уровнем синхронизирует запуск интегратора :з : Поскольку блок 2 уг1равлеии 1 на выходе поддерживает постоянное напряжение и , определяющее шаг нарезки, то на входе сумматора 6 с момента запуска интегратора 5 присутствует напряжение а с выхода блока управления 2, -Ugt/T с выхода интегратора 5. Таким образом, с момента .запуска интегратора (oR - сГк ) выходное напряжение сумматора 6 описывается соотношением
и(Г- -t/C),
где t - текущее время с момента запуска интегратора. .
При этом величина Г определяется из условия
LP П
Г (0,1 - 0,3)
где L- - длина активной части резисTopaj
Vf, -скорость продольной подачи. Линейно спадающее напряжение поступает на вход электропривода вращения шпинделей 7. Поскольку LQ и постоянны, то к моменту приближения реза к контактному узлу резистора скорость вращения резистора
Uo(1 - |)
О,
О-п
Тем самым устраняется недостаток прототипа, связанный с неуправляемостью формь подгоночного реза при подходе к контактному узлу резистора
Протяженность получаемого реза (в режиме торможения) в направлении вдоль цилиндрической поверхности резистора перпендикулярно продольной оси определяется из выражения fVe(f)d и равна У |, где V - скорость врацения шпинделей во время спиральной нарезки. Это соответствует пропорциональной взаимосвязи между коэффициентом нарезки и длиной указанного реза. Таким образом, автоматически с увеличением коэффициента нарезки увеличивается и длина дополнительного резп, обеспечивая достижение номинала (cfR 0) в зоне с малым градиентом нарастания сопротивления, устраняя недостаток про-тотипа, связанный с возможностью до стижения номинала до перехода в с малым градиентом нарастания сопротивления.
В момент достижения nporpaMMifpyемого значения сопротивления cTR о напряжение на выходе блока 1 контроля сопротивления увеличивается до Uguix и процесс подгонки прекращается.
Изобретение расширяет технологические возможности автоматов подгонки путем повышения точности подгонки и повышает эффективность и экономичность их эксплуатации.
15
Формула изобретения
Устройство для подгонки сопротивления пленочных резисторов в номинал,
0 содержащее блок- контроля сопр отивления и блок управления, BXOJ которых соединены между собой и с электроконтактами шпинделей шпиндельной головки, механически связанной с
5 электроприводом вращения шпинделей, электропривод продольной подачи, блок инструмента подгонки, например лазер, входом соединенный с первым выходом блока контроля сопротивления,
0 отлич ающееся тем, что, с целью повышения точности подгонки резисторов, в него дополнительно введены сумматор и интегратор, причем первый и второй входы интегратора
5 и первый вход сумматора соединены соответственно с вторым выходом блока контроля сопротивления, первым и вторым выходами блока управления, при этом выходы интегратора исум0матора соединены соответственно с вторым входом сумматора и входом электропривода вращения шпинделей.
Источники информации, принятые во внимание при экспертизе
5 Оборудование для производства резисторов. М,, Энергия, 1979, с.10б122.
0
кл. Н 01 С 17/24, 1979.
Л Фиг.З
