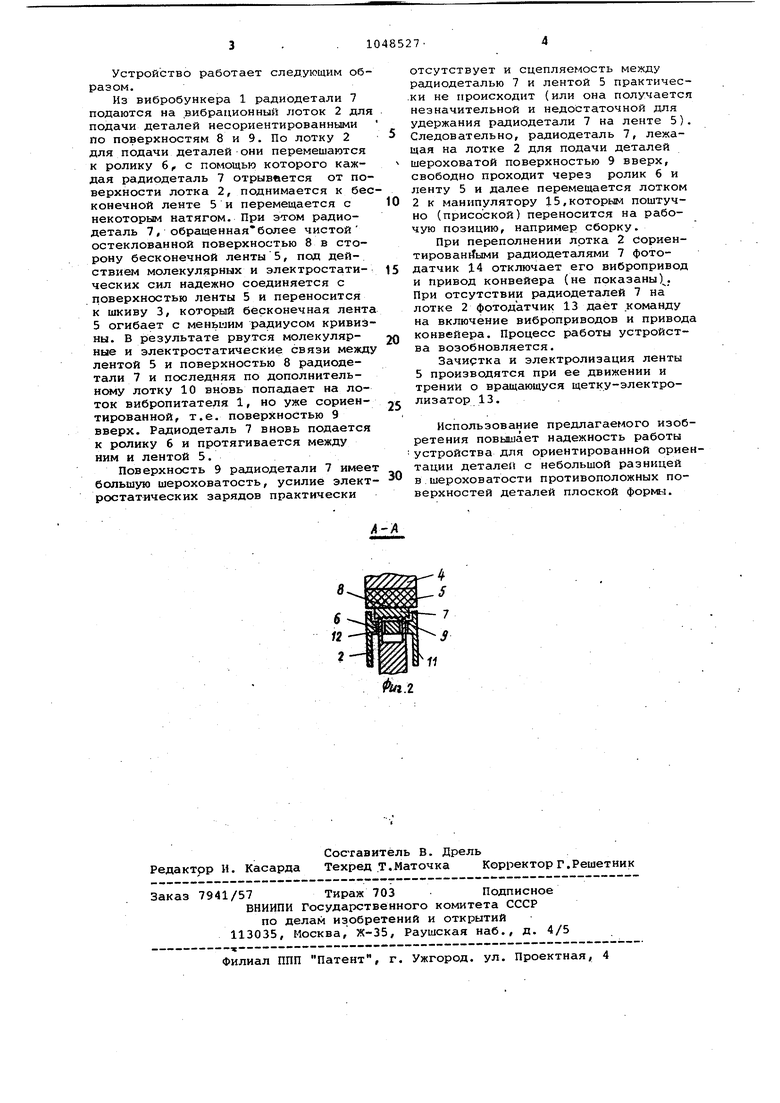
Изобретение относится к электро ной технике, в частности к устройс вам для ориентированной подачи пло ких миниатюрных радиодеталей, напр мер миниатюрных подстроечных конде саторов, Известно устройство для ориенти рованной подачи плоских радиодеталей с металлизированным покрытием на противоположных сторонах, содер жащее вибробункер с лотком для под чи дателей и механизм ориентации, выполненный в виде ориентирующего упора, установленного на лотке и ко тактных элементов, соединенных с эл тромагнитом сброса 1. Недостатками этого устройства яв ляются низкая надежность вследствии ненадежного контактирования деталей и ограниченные функциональные возмо ности, так как оно не обеспечивает ориентации деталей с различной шеро ховатостью противоположных поверхностей. Наиболее близким по технической сущности к предлагаемому является устройство для ориентированной пода чи деталей, преимущественно.плоской формы с различной шероховатостью противоположных поверхностей, содер жащее лоток для подачи деталей и ме ханизм ориентации, выполненный в ви де транспортера с бесконечной ленто из эластичного материала, установленный под лотком для подачи детале таким образом, что расстояние между бесконечныгии лентами не превьлшает толщины детали, причем бесконечные ленты транспортеров установлены с возможностью перемещения в противоположные стороны 2. Недостатком этого устройства является низкая надежность в работе при ориентации плоских деталей с не большой разницей шероховатс сти противоположных поверхностей.При этом надежно ориентируются только детали с значительной разницей в шероховатости деталей с заусенцами на одной из поверхностей. Цель изобретения - повышение . надежности в работе. Указанная цель достигается тем, что устройство для ориентированной подачи деталей-, преимущественно плоской формы с различной шероховатостью на противоположных поверхностях, содержащее лоток для подачи деталей и механизм ориентации, выполненный в виде транспортера с бесконечной лентой из эластичного материала, снабжено механизмом прижима деталей к бесконечной ленте, установленным под лотком для подачи деталей, а транспортер установлен над лотком. В лотке выполнено окно, а механизм прижима деталей к бесконечной ленте выполнен в виде размещенного в окне лотка ролика. На фиг. .1 изображено устройство, общий вид; на фиг. 2 - разрез Л-А на фйг.1. Устройство для ориентированной подачи деталей содержит вибробункер 1 с вибрационным лотком 2 для подачи деталей и механизм ориентации,выполненный в виде транспортера с бесконечной лентой из эластичного материала, состоящего из шкивов 3 и 4 и ленты 5. Транспортер установлен над лотком 2 для подачи деталей, а под лотком 2 установлен механизм прижима деталей к бесконечной ленте 5, выполненной в виде опорного ролика 6, размещенного в окне, выполненным в лотке 2 для подачи деталей. Ролик 6 кинематически соединен со шкивом 4 транспортера и предназначен для прижима к бесконечной ленте 5радиодеталей 7. Радиодетали 7 имеют плоскую форму и различную шероховатость на противоположных поверхностях, одна из поверхностей 8 в радиодетали 7 гладкая остеклованная, а друдругая поверхность 9 шероховатая с серебрянным покрытием. Бесконечная лента 5 транспортера выполнена из полимерного электризуемого материала, например полиуретана, обладающего свойствами вакуумно-молекулярного сцепления с поверхностью 8 радиодетали 7, которая имеет меньшую шероховатость поверхности 9. Для съема радиодеталей 7 с бесконечной ленты 5 транспортера под ней наклонно установлен лоток 10. Ролик 6выполнен с буртами 11, расположенными в окне лотка для подачи деталей, выполненном в виде пазов 12, причем бурты 11 введены в пазы 12 на величину большую максимальной величины вертикальной составляющей амплитуды колебаний лотка 2 для подачи деталей, от плоскости перемещения по не-. му радиодеталей 7. Для повьвиения надежности удержания радиодеталей 7 на бесконечной ленте 5, под ней установлена щетка-электризер 13. Скорость перемещения ленты 5 синхронизирована со скоростью переметения радиодеталей 7 по лотку 2 для подачи деталей, а расстояние между лентой 5 и роликом 6 выдержано несколько меньше толщины радиодетали 7. С целью устранения переполнения лотка 2 для подачи деталей радиодеталями 7 на нем установлен фотодатчик 14, Для съема сориентированных радиодеталей 7 с виброблока 2 для подачи деталей в конце его расположен манипулятор 15.
Устройство работает следующим образом.
Из вибробункера 1 радиодетали 7 подаются на вибрационный лоток 2 для подачи деталей несориентированными по поверхностям 8 и 9. По лотку 2 для подачи деталей они перемешаются к ролику 6 f с помощью которого каждая радиодеталь 7 отрывается от поверхности лотка 2, поднимается к бесконечной ленте 5 и перемещается с некоторым натягом. При этом радиодеталь 7, обращеннаяболее чистой остеклованной поверхностью 8 в сторону бесконечной ленты 5, под действием молекулярных и электростатических сил надежно соединяется с поверхностью ленты 5 и переносится к шкиву 3, который бесконечная лента 5 огибает с меньшим радиусом кривизны. В результате рвутся молекулярные и электростатические связи между лентой 5 и поверхностью 8 радиодетали 7 и последняя по дополнительному лотку 10 вновь попадает на лоток вибропитателя 1, но уже сориентированной, т.е. поверхностью 9 вверх. Радиодеталь 7 вновь подается к ролику 6 и протягивается между ним и лентой 5.
Поверхность 9 радиодетали 7 имеет большую шероховатость, усилие электростатических зарядов практически
отсутствует и сцепляемость между радиодеталью 7 и лентой 5 практичес.ки не происходит (или она получается незначительной и недостаточной для удержания радиодетали 7 на ленте 5). Следовательно, радиодеталь 7, лежащая на лотке 2 для подачи деталей шероховатой поверхностью 9 вверх, свободно проходит через ролик 6 и ленту 5 и далее перемещается лотком
0 2 к манипулятору 15,которым поштучно (присоской) переносится на рабочую позицию, например сборку.
При переполнении лотка 2 сориентированьГыми радиодеталями 7 фотодатчик 14 отключает его вибропривод и Привод конвейера (не показаны). При отсутствии радиодеталей 7 на лотке 2 фотодатчик 13 даёт команду на включение виброприводов и привода конвейера. Процесс работы устройства возобновляется.
Зачистка и электролизация ленты 5 производятся при ее движении и трении о вращающуся щетку-электролизатор 13.
5
Использование предлагаемого изобретения повышает надежность работы устройства для ориентированной ориентации деталей с небольшой разницей
0 в шероховатости противоположных поверхностей деталей плоской формь:.
1. УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ДЕТАЛЕЙ, преимуцест. венно плоркой с различной шероховатостью на противоположных поверхностях, содержащее лоток для по- дачи деталей и механизм ориентации, , выполненный в виде транспортера с бесконечной лентой из эластичного материала, отлич аютее с я тем-, что, с целью повышения надежности в работе, оно снабжено механизмом прижима деталей к бесконечной ленте, установленным под лотком для подачи деталей, а транспортер установлен над лоткрм. 2. Устройство по П.1, о т л ич ающееся тем, что в лотке вьлюлнено окно, а механизм прижима деталей к бесконечной ленте выполнен в виде размещенного в окне лотка ролика. (О С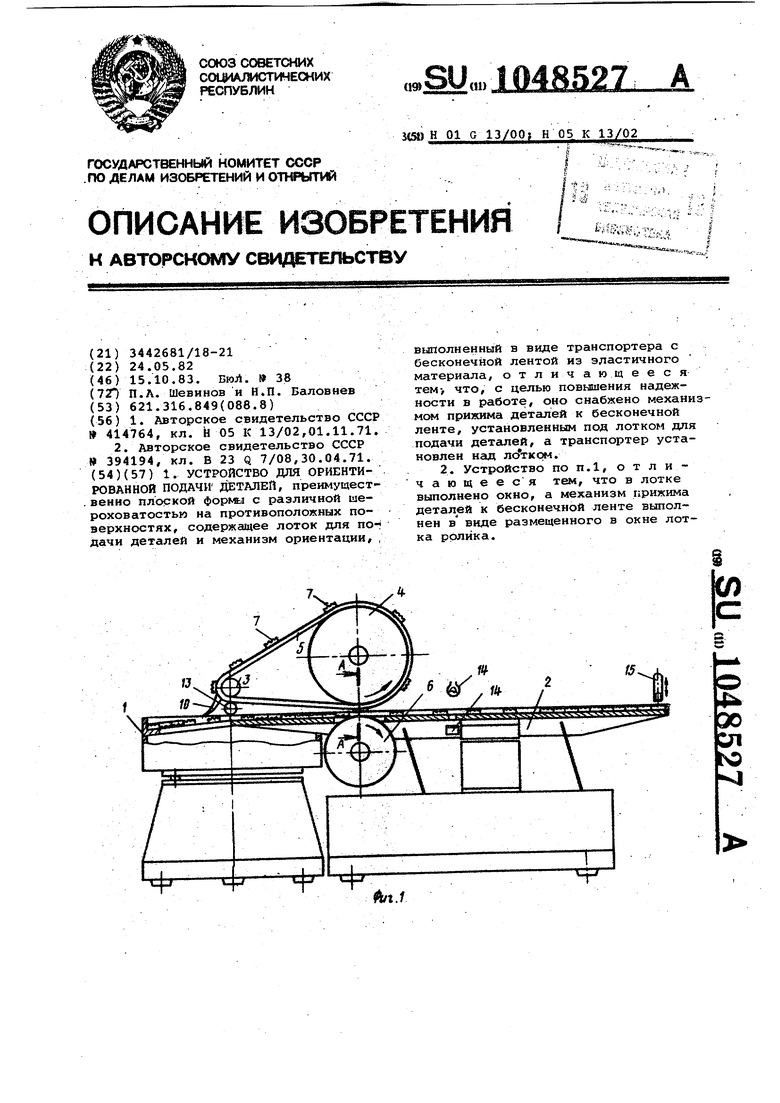
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИПЛОСКИХ РАДИОДЕТАЛЕЙ С МЕТАЛЛИЗИРОВАННЫМПОКРЫТИЕМ НА ПРОТИВОПОЛОЖНЫХ СТОРОНАХ | 1971 |
|
SU414764A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 0 |
|
SU394194A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
