Изобретение относится к производству радиоэлементов, в частности к конструированию и эксплуатации оборудования для изготовления конденсаторов цилиндрической формы с осевым выводами. Известно устройство для марки-ровки, лакировки, сушки и упаковки в бумажную ленту радиодеталей цилинд рической формы с осевыми выводами, c держащее узел маркировки, узел лакировки, узел сушки и узел упаковки деталей lj . Известное устройство несложно по конструкции, однако имеет низкую про изводительность и ненадежно в работе из-за большого количества перекла док, в месте которых возможны переко и вьшадание радиодеталей. Конструкция данного устройства не дает возможности ввести или вьшести из его состава те или иные.узлы в зависимос ти от принятого технологического прх цесса. Наиболее близкой к изобретению п технической сущности является автома тическая линия- для изготовления радиодеталей, содержащая устройство загрузки радиодеталей, механиз и 1 . маркировки, лакировки и сушки радиодеталей, связанные между собой цепным транспортером, установленным на роликах, устройство упаковки радиодеталей и накопители радиодеталей 12. Однако для известной линии харак терны недостаточно широкие эксплуатационные возможности, так как ее конструкция не позволяет, встраивать в линию различные устройства упаковки радиодеталей, имекщие различное конструктивное исполнемае присоединительных узлов. Крометого окончание партии обрабатываемых изде ЛИЙ определяется оператором визуально, что приводит к необходимости увеличения количества обслуживающего персонала линий с целЬю исключения п ресортицы радиодеталей при вьссоде их из устройства сушкИ Или к необходимости создания на транспортере больших пропусков между партиями изделий различных типоразмеров, что также ухудшает эксплуатационные характе ристики линии. Цель изобретения - расширени.е эксплуатационных возможностей линии Цель достигается тем, что автоматическая линия для изготовления радиодеталей, содержащая устройство загрузки радиодеталей, узлы маркировки, лакировки и сушки радиодеталей, связанные между собой цепным транспортером, установленным на роликах, устройство упаковки радиодеталей и накопители радиодеталей, снабжена механизмом загрузки имитаторов радиодеталей, установленным перед узлом , механизмом отвода имитаторов,. выполненным в виде датчика наличия имитаторов и подвижной заслонки, и механизмом переналадки линии, выполненным в виде каретки, на которой Установлены два ролика цепного транспортера, и кр нштейна, закрепленного на каретке с возможностью перемещения и фиксации, причем механизм отвода имитаторов, один из накопителей и один из роликов транспортера установлены на крон- . штейне механизма переналадки линии. На фиг. 1 приведена принципиально-компоновочная схема предлагаемой линииJ на фиг. 2 - устройство контроля и ориентации paдиoдeтaлeйJ на фиг. 3-5 - механизм переналадки линии. Автоматическая линия дли изготовления радиодеталей содержит устройство 1 загрузки, узел 2 маркировки, узел 3 подсушки маркировочной краски, , узел 4 лакировки, узел сушки лака с камерами 5 и 6 соответственно нагрева и охлаждения, устройство 7 упаковки, соединяющий все устройства и узлы линии цепной транспортер 8 с установленными на нем гребенками 9 для расположения в их пазах 10 выводов радиодеталей 11. Линия снабжена средствами разделения потока изготавливаемых радиодеталей 11, включающими в себя установленнь1е соответственно перед узлом сушки механизм 12 .загрузки Имитаторов и механизм 13 отвода имитаторов, выполненный в виде датчика 14 наличия имитаторов и подвижной заслонки 15. Устройство 1 загрузки содержит вибропитатель 16, накопители 17 и 18, расположенный между ними отсекатель 19 и установленный под накопителем 18 отсекатель 20. В линии имеется узел контроля и ориентации радиодеталей 11 по полярности, состоящий из расположённых по разные стороны накопителя 18 поворотных стрелок 21, соединенных тягами 22 и 23 с якорем 24 электромагнит 25, подключенного к электронному бло ку. К последнему также подключены измерительные контакты 26, взаимодействующие соответственно с корпусом и выводом радиодетали 11 на отсекателе 19, Накопитель 18 в верхней части им ет два противоположно направленных паза 27 и 28, перекрываемы} стрелка:ми 21. Узел 2 маркировки содержит краскорастиракщие ролики 29, маркировочный ролик (клише) 30, офсетньй ролик 31 и диск 32 с пазами 33, узел 3 под сушки маркировочной краски - термоизоляционный корпус 34 с установленным в нём злектронагревателем 35, а узел 4 лакировки - ванну 36 с установленной в ней сменной гребенкой 37 и герметизированный резервуар 38 с лаком. Камера 5 нагрева узла сушки лака содержит термоизоляхщонный корпус 39 с установленными в нем электронагревателями 40. Камера 6 охлаждения представляет собой выведенный из камеры 5 нагрева вертикально расположенные вдоль нее участок цепного транспортера 8. Устройство 7 упаковки содержит ойравку 41 с упаковочной лентой 42, перфоратор (штамп) 43, лентопротяжные ролики 44 и 45, формирующие роли ки 46, упаковочные ролики 47 и 48, ножи 49 для разрезки ленты 42 с упакованными в нее радиодеталями на отдельные кассеты 50, ленточный транспортер 51 и тару 52 для приема кассе 50. Соединянщий все устройства Линии транспортер 8 содержит бесконечную цепь, проходящую через приводные зве дочки 53 узла 3 подсушки и кинематически соединенные с ними привоДные .звездочки 54 узла сушки лака, а также через свободно установленные на расположенных вверху узлов сушки маркир вочной краски и лака подпружиненных подвесках 55 направляющие ролики 56. Механизм переналадки, линии на изготовление радиодеталей других типоразмеров и номиналов содержит расположенную перед устройством 7 упаков №i подвижную в вертикальном направяе;нии каретку 57 на которой установлены направляющие ролики 58 и 59, а также кронштейн 60, соединенный с кареткой 57 с помощью трубчатой направляющей 61 с накидной гайкой 62. На кронштейне 60 установлен ролик 63 транспортера 8, датчик 14 и заслонка 15с электромагнитом 64 механизма 13 отвода имитаторов, а также накопитель 65 радиодеталей 11 и дублирующий датчик 66 наличия имитаторов. Для обеспечения надежности работы диаметр имитаторов выполнен больше диаметра радиодетали 11 на величину, определяемую чувствительностью датчика 1 4 . Для контроля наличия радиодеталей в накопителе 65 и устранения завалов в случае остановки устройства 7 упаковки на накопителе установлен фотодатчик 67. За накопителем 65 по ходу движения транспортера 8 установлена тара 68, а под узлом сушки - тара 69 и 70, датчик 71 и подвижная заслонка 72. Под ветвями транспортера 8 установлены направляющие 73-75 для перемещения по ним радиодеталей 11. или имитаторов, причем направляющая 73 выполнена подвижной. Все направляющие и приводные р.о- лики 53, 54, 56, 58, 59 и 63, а также направляющие 76 накопителя coeдинены ходовыми винтами 77 с приводными рукоятками 78. Для управления работой линии она снабжена блоками 79 и 80 управления. Линия работает следующим образом. Радиодетали 11 из вибробункера 16поступают в накопитель 17, из которого отсекателем 19 подаются к измерительным контактам 26. Блок 80 управления определяет положение полярности -радиодетали 11 и при неправильном положении дает команду на включение электромагнита 25. При этом поворачиваемые под действием тяг 22 и 23 стрелки 21 перекрывают пазы 28 накопителя 18 и радиодеталь 11, перемещаемая отсекателем 19 к нокопителю 18, попадает в него через свободные пазы 27 (фиг. 2). Так как пазы 27 и 28 развернуты один относительно дру.гого на 180, то и деталь развернете на 180°. Таким образом происходит ее ориентация.. Сориентированные в одном направении радиодетали 11 дисковым отсекателем 20 из питателя 18 поштучно подаются на непрерывно перемещающийся транспортер 8 и укладываются на его гребенки 9 в пазы 10. Далее тран портер 8 подает, радиодетали 11 в паз 33 диска 32 узла 2 маркировки на котором при помощи непрерывно вращающихся красконаносящих роликов 29, маркировочного ролика 30 и офеетногоролика 31 производится маркировка радиодеталей 11. После этого радиодетали 11 диском 32 вновь укладывакхгся в пазы 10 транспортера 8 к торый под действием приводных звездо чек 53 переносит замаркированные радиодетали 11 в узел 3 подсушки, в котором производится подсушка маркировочной краски. После этого радио детали It переносятся транспортером 8 к узлу 4 лакировки, где при перемещении через лакировочную ванну 36 они, взаимйдействуя со смоченной лаком гребенкой 37, прокатываются по последней. Затем радиодетали 11 подаются в камеру 5 нагрева, где производится суипса лака под действием электронагревателей 40, после чего транспортером 8 перемещаются через камеру 6 охлаждения в накопитель 65, из которого упаковочным роликом 48 укладываются в поперечные пазы непрерьгено перемещаемой под действием лентопротяжного ролика 45 упаковочной ленты 42. Вырубка поперечны пазов в ленте 42 производагтся при noMonpi прерывисто работающего перфоратора (штампа) 43 и лентопротяжного ролика 44, Перед упаковочным ро ликом 47 в ленте 42 формунщими ролика№л 46 производится изготовление п|кадольного (относительно ленты 42) П-образного паза (не показан), в который поштучно и укладьюанзтся (упакрвываются) радиодетали 11 с определенньв4 шапом, соответствующим шагу вьфубленньк в ленте 42 поперечньс пазов. Лента 42 с упакованными в нее радиодеталя б И ножами 49 разделяет ся на отделыше кассеты 50, которые ленточным транспортером 51 переносят ся в тару 52, При изготовлении д еталей другого номинала после их маркировки, после прюхождения последней детали по комацце оператора из ханизма 12 отсекателем (не показан) прсизводится установка (запуск) имитатора радиодетали 11 на транспортёр 8. Перед уп ковкой датчик 14 обнаруживает на транспортере 8 имитатор и дает коман ду через блок 79 управления электромагниту 64. Последний включается, поворачивает заслонку 15, которая, повора иваясь, перекрывает вертикальный паз накопителя 65, и имитатор перемещается далее транспортером 8 и, падая с него под собственным весом, попадает в тару 68. После этого электромагнит 64 обесточивается, заслонка 15 вновь возвращается в исходное положение,и цикл работы повторяется(при необходимости блок 79 может быть подключен оператором также и к приводу транспортера 8,в результате чего последний при обнаружении имитатора датчиком : 14 автоматически останавливается до последующей команды оператора). При переполнении накопителя 65 (например, ири остановке устройства 7 упаковки) фотодатчик 67,как и электроконтакт ньй датчик 14, дает команду через блок 79 зшравления электромагниту 64. При этом радиодетали 11 и имитаторы проходят мимо накопителя 65 и перемещаются транспортером 8 по направляющим 73-75 к датчику 71. Последний, как И датчик 14, дает комавду через блок 79 управления на включение электромагнита (не показан, аналогичен электромагниту 64), управляющего заслонкой 72, в результате чего радиодетали 11 различных номиналов попадают со своими имитаторами в определенную тару - 69 или 70. Для обеспечения про5сождения радиодет.алей 11 и имитаторов мимо тары 68 направляющая 73 несколько смещается к накопителю 65, перекрьгоая его вход. Дляобработки деталей другого типоразмера устанавливаются другой вибропитатель 16, накопитель 18 и лакорировочная ванна 36, а параллельные ветви цепей транспортера 8 вместе с приводными и направляющими раликами 53,54,56,58,59 и 63 раздвигаются одна относительно другой ходовыми винтами 78 так же,как и отсекателями 19 и 20, и направляющие накопителя .;б5 .: Установка в линию различного упа-. ковочного оборудования осуществляет- ся вертикальным перемещением каретки 57 и горизонтальным перемещением кронштейна 60, что позволяет перемещать выход накопителя 65 в плоскости цепного транспортера 8. Наличие механизмов загрузки и отвода имитаторов радиодеталей и механизма переналадки линии позволяет расширить эксплуатационные возможности линии .
JO
5S
/
56

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки ци-лиНдРичЕСКиХ РАдиОдЕТАлЕй C OCE-ВыМи ВыВОдАМи | 1978 |
|
SU801127A1 |
| УСТРОЙСТВО для МАРКИРОВКИ, ЛАКИРОВКЙТСУШК^Яи | 1964 |
|
SU165833A1 |
| Устройство для маркировки изделий | 1983 |
|
SU1129663A1 |
| Устройство для маркирования | 1989 |
|
SU1725275A1 |
| Устройство для маркировки радиодеталей цилиндрической формы с осевыми выводами | 1973 |
|
SU490191A1 |
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами преимущественно в установках маркировки | 1989 |
|
SU1725430A1 |
| Питатель для радиодеталей с осевыми выводами | 1980 |
|
SU928686A1 |
| Устройство для термообработки радиодеталей | 1977 |
|
SU668112A1 |
| Устройство для маркировки | 1981 |
|
SU982109A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАДИОДЕТАЛЕЙ, содержащая устройство -загрузки радиодеталей, узлы маркировки, лакировки и сушкирадиодеталей, связанные между собой цепным транспортером, установленн1 1м на роликах, устройство упаковки радиодеталей и накопители ра.- 4 И aWS 55 УУ 1 I I I 70 ei 7/ диодеталей, отличающаяс я тем, что, с целью расширения ее эксплуатационных возможностей, она снабжена механизмом загрузки имитаторов радиодеталей, установленным перед, узлом cjoflKH, механизмом отвода имитаторов, вьшолненным в виде датчика наличия имитаторов и подвижной заслонки и механизмом переналадки линии, вьшолненньм в виде каретки, на которой установлены два ролика цепного транспортера, и кронштейна, закрепленного на каретке с возможностью перемещения и фиксации, причем механизм отвода имитаторов, один из накопителей и один из роликов транспортера установлены на кронштейне механизма переналадки линии. V 56 56 II I 0 и «J №55 W « 1, Х/- f f J , 5 я . «««W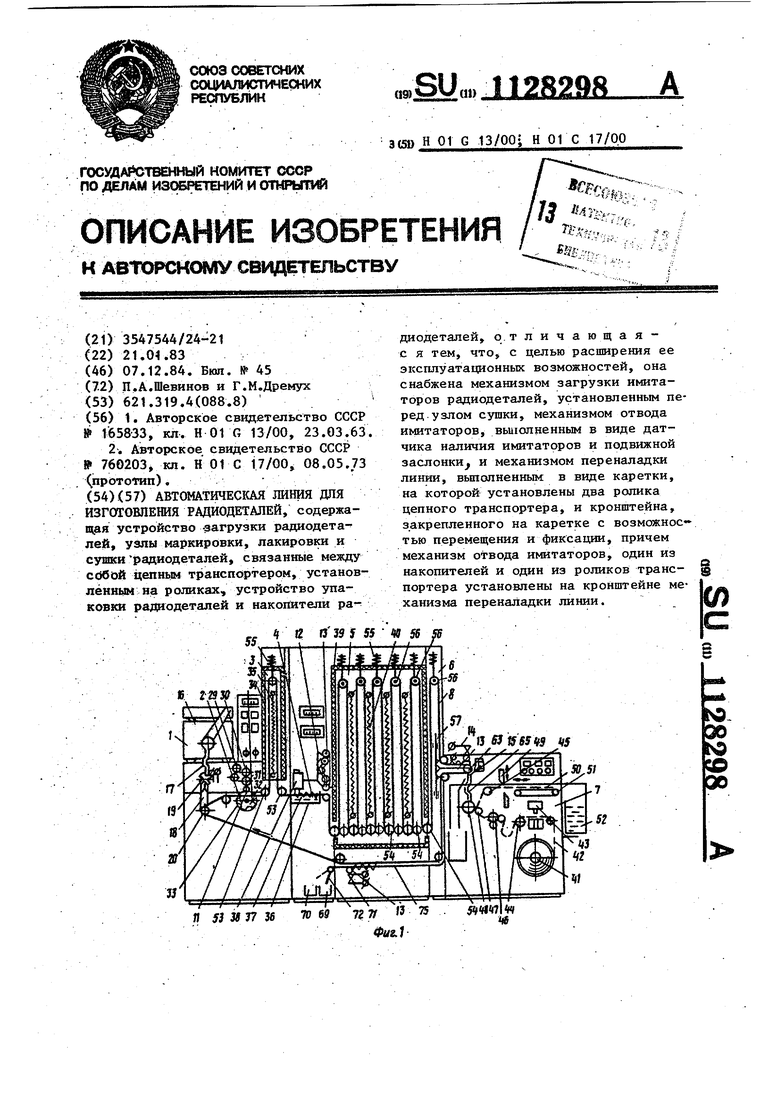
ФА/г.5 / w w
77 18
Ш
| t | |||
| Металлический ключ для пчеловодов | 1924 |
|
SU1658A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
