о , Изобретение относится к обработке, металлов давлением. Известен штамп для вытяжки полых деталей, содержащий закрепленный на верхней плите пуансон, соосно установленные на нижнее плите две матряды и охватывающую их обойму с «каналом для подвода смазки -в кольцевую полость между матрицами f . .В известном штампе подача смазки в кольцевую полость между матрицами позвЬляет несколько увеличить степень -деформации заготовки, но этого недостаточно для того,чтобы значительно сократить количество технологических переходов при вытяжк1э глубо ких тонкостенных стаканов. ЦелЁ изобретения - повышение производительности труда за счет увеличения .степени деформации заготовок. Поставленная цель достигается тем, что штамп для вытяжки полых деталей, содержащий закрепленный на верхней плите пуансон, соосно установленные на нижней плите две матрицы и охватывакхчую их обойму с каналом для подвода смазки в кольцевую, полость между матрицами, снабжен установленной на пуансоне и подпружи ненной относительно верхней плиты .полой крышкой, имеющей на боковойповерхности наклонный участок, экви дистантный заходной кромке первой матрицы, а обойма выполнена с дополнительным каналом для слива смазк и выходящими в верхнюю и нижнюю часть кольцевой полости двумя радиал Яыми отверстиями и снабжена размещен ными в каналах клапанами с мехацизма ми их .перемещения в виде установленных .в радиальных отверстиях с возможностью взаимодействия с изготавливаёмой деталью подпружиненных штЬков, кинематически связанных с клапанами посредством двуплечих рычаго. . На чертеже представлен штамп для эытяжки полых деталей через несколь ко матриц.. Штамп содержит пуансон 1 с пуансоно держателем 2, закрепленный на верхней плите 3 посредством болтов 4, верхнк)Ю матрицу 5 с заходной кромко 6, установленную в верхней ча1сти 7 обоймы, нижнюю матрицу 8 с заходнр кромкой 9, охватываемую втулкой 10 и установленную в нижней части 11 обоймз. Между матриЦами 5 и 8 выпол нена кольцевая полость 12. В частях 7 и 11 обойкы имеются подводящий 13 и сливной 14 каналы и установлены штоки 15 и 16, подпружиненные пружинами 17 и 18 и связанные соответсгвенно с впускным и выпускным клап нами 19 и 20, посредством двуплечих рычагов 21 и 22. Штамп содержит также ряд технологических заглушек 23-28 и съемник 29, а также кольцо 30, и, расположенную на пуансоне 1 крышку 31 с полостью 32, связанную спуансонодержателем2 посредством пружины 33. Штамп работает следующим образом. В исходном положении пуансон 1 находится, в крайнем верхнем положении, штоки 15 и 16 находятся в крайних положениях, соответствующих наименьшему расстоянию между их рабочими поверхностями и осью пуансона 1. При этом впускной клапан 19 перекрывает подводящий .Канал 13, сливной канал 14 открыт. В начале рабочего хода ползуна пресса заготовку 34 протягивают через заходную кромку 6 верхней матрицы 5 и она донной поверхностью 35 воздействует на рабочую поверхность штоКа 16. Шток 16 при этом перемещается влево, поворачивает двуплечий рычаг 22,.связанный с выпускным клапаном 20; который перекрывает слив- ной канал 14. При дальнейшем перемещении пуансона 1 донная поверхность 35 заготовки 34 в.оздействует на рабочую поверхность штока 15. При этом шток 15 перемещается вправо, поворачивает двуплечий рычаг 21, связанный с йпускным клапаном 19, который откры вает подводящий. канал 13. Рабочая жидкость высокого давления через подводящий канал 13 устремляется в кольцевую полость 12. Кольцевая : часть заготовки 34, находящаяся между заходными кромками 6 и 9 вытяжки матриц 5 и 8, обжимается жидкостью и прижимается к .пуансону 1., Между пуансоном 1 и кольцевым участком заготовки 34 возникают силы трения, которые направлены в сторону движения пуансона 1. Общее деформирующее усилие на этом участке равно Р Р + FTP , где Р - усилие, приходящееся со сто-; , . РОНЫ пуансрна ЕГО илы трения между цуансоном 1 и заготовкой 34 с учетом Давления жидкости. Возрастание сил трения снижает растягивающие напряжения в стенке заготовки 34 на выходе из матрицы 8 и позволяет деформировать заготовку с большей степенью деформации. Кро- ме того/ воздействие жидкости способствует затеканию металла заготовки 34 в рабочую часть матрицы 8, а находящаяся под высоким давлением жидкость затягивается металлом в заходную кромку матрицы 8 и выполняет роль смазки, что приводит к снижению как усилия Р, так и общего усилия Рл и повышает степень дефор;мации з-аготовки. При дальнейшем движении пуансона 1 вниз перед подходом верхнего торца 36 заготовки 34 к заходной кромке
6 верхней матрицы 5 крышка 31 входит .боковой поверхностью в кольцо 30, после чего прижимается своей рабочей поверхностью, эквидистантной профилю э входной кромки. 6 верхней матрицы 5,, к последней. После выхода торца/ 36 заготовки 34 из заходмой кромки . 6 матрицы 5 .рабочсш жидкость попадэг ет в полость 32 крышки 31.
При дальнейшем движении пуансона 1 вниз торец 36. заготовки 34 опус ;ается ниже ш-гока 16. Шток 16 поД во действием пружины 18 перемещается; . вправо, поворачивает двуплечий рычаг 22, перемещает клапан 20 и открывает СЛИВНОЙ канал 14.После этого рабочая жидкость циркулирует в кольцевой полости 12 др тех hopf пока tp--; рец 36 не опустится ниже штока 15 .Шток 15 под воздействием пружины 1-7
перемещается влево, поворачивает двуплечий рычаг 21, перемещая клапан 19, перекрывает подвод5пций канал 13. До момеита выхода торца 36 из заходной кромки 9 матрицы 8 рабочая жидкость удаляется из кольцевой полости 12 через сливной канал 14
При обратном ходе ползуна вверх . готовая деталь удаляется с пуансона- 1 съемником 29 и штамп приходит
0 в исходное положение.
Предлагаемый штамп позволяет увеличить степень деформации ориен;тировочно на 10-30%, что сокращает количество технологических переходов при вытяжке на 1 - 2 перехода.
5 |Это создает возможность сократить количество оборудования на технологических операциях, а также повысить производительность труда.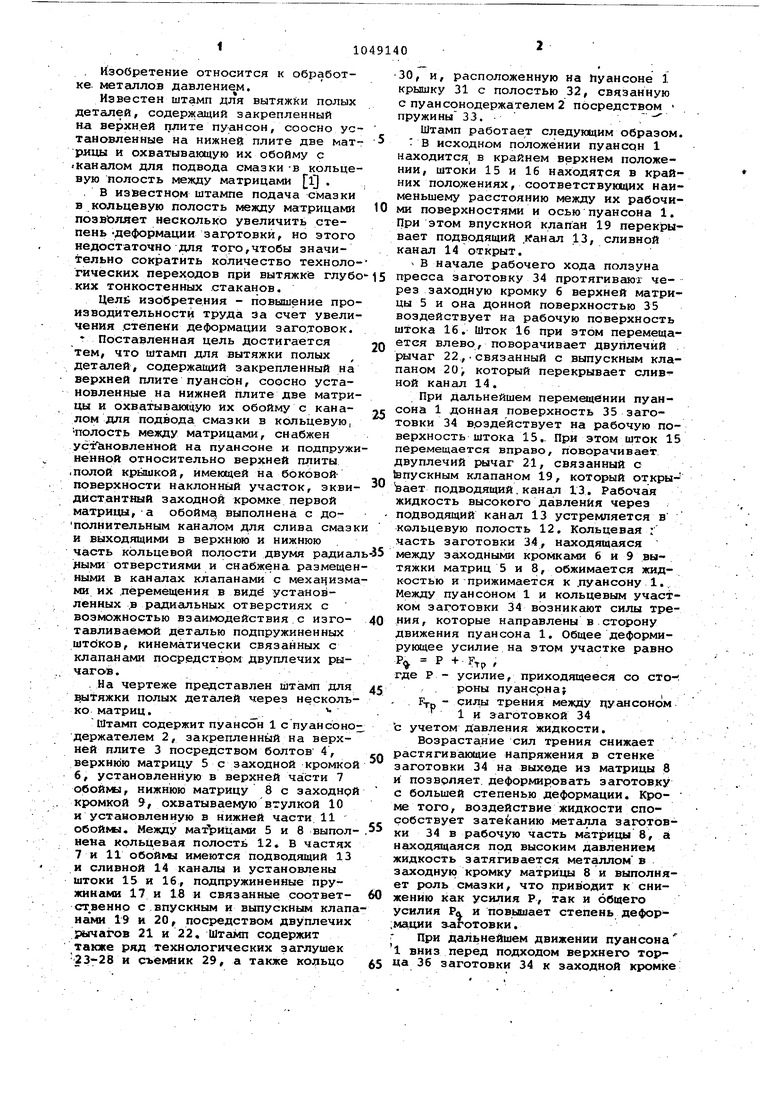

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ получения горловин полых изделий и штамп для его осуществления | 1989 |
|
SU1690917A1 |
| Штапм для вытяжки с противодавлением | 1976 |
|
SU599892A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Штамп для вытяжки полых деталей | 1990 |
|
SU1784354A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для вытяжки | 1984 |
|
SU1233994A1 |
| Устройство для вытяжки | 1988 |
|
SU1574320A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
ШТАМП ДЛЯ ВЫТЯЖКИ ПОЛЫХ ДЕТАЛЕЙ, содержащий закрепленный на верхней плите пуансон, соосно установленные на нижней плите две матри.цы и охватыванлцую их обойму с кана1-лом для подвода смазки в кольцевую :полость между матрицами, о т л и :чаю1цийся тем, что, с целью повышения производительности- труда за счет увеличения степени деформадни, он снабжен установленной на пуансоне и подпружиненной относительно верхней плиты полой крышкой, имеющей на боковой поверхности наклонный участок, эквидистантный заходной кромке первой матрицы, а обойма выполнена с дополнительным каналом для слива смазки и выходящими в верхнюю и нижнюю часть кольцевой полости двумя радиальными отверстиями и снабжена размещенными в каналах клапанами с механизмами их перемещения в виде установленных в радиальных отверстиях с возможностью взаимодействия,с изготавливаемой деталью подпружинен- щ ных. штоков, кинематически связанных (Л с клапанами посредством йвуплечих ; рычагов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.Н | |||
| Справочник по холодной штамповке | |||
| М., Машгиз / I979j с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
