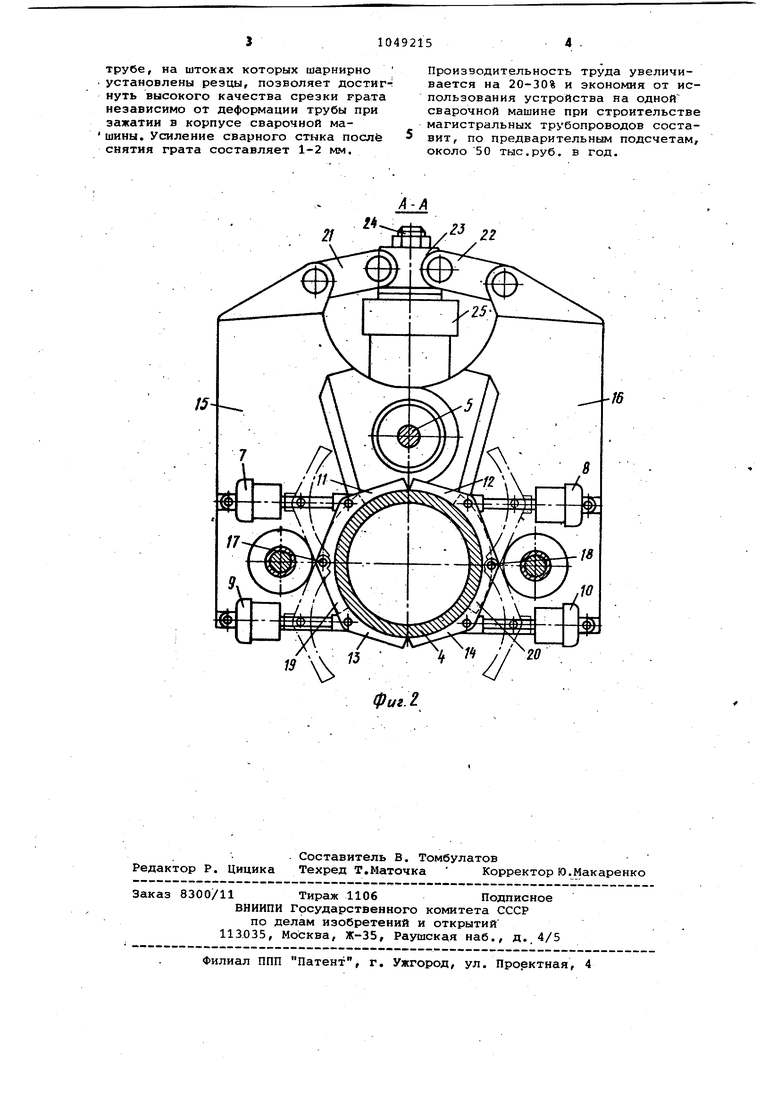
Изобретение относится к контактной стыковой сварке, а именно к обор дованию для удаления грата, и может найти применение при контактной стычовой -сварке трубопроводов. Известны устройства для механизированного удаления грата со сварных стыков изделий, состоящие из нескольких отдельных резцов, охватывающих профиль свариваемого изделия и снабженных приводом f . . Однако эти устройства располагают ся отдельно от сварочной машины и срезают уже остывший грат. В результате этого производительность процес са низкая. Известно устройство для снятия грата при контактной стыковой сварке деталей, рельсов, содержащее разъемный по вертикальной оси детали корпус , выполненный в .виде клещевого зажима с цилиндром зажатия, и охваты вающих профиль детали по всему периметру шарнирно закрепленных резцов. Устройство устанавливается непосредственно на сварочной машине клещевого типа и обеспечивает срезку грата по всему периметру рельса непосредственно после окончания процесса сварки 2 . Недостатком известного устройства является то,что при изменении резцов под профиль трубы- оно не обеспечивает качества срезки грата из-за де формации трубы при зажатии в корпусе сварочной машины. Цель изобретения - улучшение качества срезки грата при сварке труб и .повышение производительности. Поставленная цель достигается тем что устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее ра емный по вертикальной оси деталей корпус, выполненный в виде клещевог зажима, с цилиндром зажатия и охваты вающих профиль деталей по всему периметру шарнирно закрепленных резцов, снабжено четырьмя дополнительными цилиндрами зажатия, установленными попарно на каждой из частей корпуса на штоках которых симметрично относительно вертикальной оси шарнирно закреплены резцы, при этом резцы каждой пары цилиндров шарнирно связаны между собой. На фиг. 1 изображена сварочная машина с устройством для снятия гра та, общий вид; на фиг. 2 - сечение А-А Нафиг.1. Устройство 1 (фиг. 1) для снягия грата установлено на одном из подвижных корпусов сварочной машины клещевого типа, например на корпусе 2 и 3. Каждый из корпусов 2 и 3 являе±ся разъемным от вертикальной оси трубы 4 и выполнен в виде клеще вых зажимов. Корпус 2 сопряжен с Ko пусом 3 общей осью 5 и штоками цилиндров 6 осадки. Устройство 1 (фиг. 2) выполнено в виде четырех отдельных цилиндров 7 - 10, на штоках которых установлены соответственно резцы 11 - 14, образующие режущими кромками поперечное сечение трубы 4. Цилиндры 7 10, установлены соответственно на зажимных щеках 15 и 16 - упомянутого корпуса. Верхние резцы 11 и 12 соединены шарнирами 17 и 18 с нижними резцами 13 и 14., образуя две симметричные пары относительно вертикальной оси сечения трубы 4. Подвижные зажимные щеки 15 и 16, на которых жестко закреплены губки 19 и 20, связаны через серьги 21 и 22 и траверсу 23 со штоком 24 цилиндра 25 зажатия. Устройство работает следующим образом. В процессе зажатия трубы 4 (фиг.2) в зажимных губках 19 и 20 шток 24 .цилиндра 25 зажатия вместе с траверсой 23 опускается. Серьги 21 к 22 поворачиваются ближе к горизонтальному положению, тем самым отводя от середины верхние концы зажимных щек 15 и 16, вращая их вокруг оси 5,нижние концы зажимных щек сближаются между собой, а вместе с ними сближаются и резцы 11-14. При этом происходит зажатие трубы 4 и одновременно цилиндрами 7-10 поворачиваются резцы 11 - 14 вокруг шарниров 17 и 18, охватывая по периметру трубу 4. После окончания сварки конец сваренной трубы, зажатый в корпусе 2, на котором установлено устройство 1 для срезки грата, освобождается от зажимных губок 19 и 20 (фиг.2) за счет сброса давления в цилиндре 25 зажатия. При этом зажимные, губки 19 и 20 не разжимаются полностью, а отходят от трубы в стороны лишь на величину, обеспечивающую возможность скольжения зажимных губок 19 и 20 по боковой поверхности трубы 4. Затем (фиг. 1) корпус 2 с установленным на нем устройством 1 для среза грата подается в направлении корпуса 3 за счет дополнительного хода штока силовых цилиндров 6 осадки. При этом резцы срезают грат со сваренного стыка по всему периметру трубы.; После срезки грата цилиндрами 7-10 резцы 11 и 12, 13 и 14 отводят от трубы 4 и начинается разжатие трубы цилиндрами 25 зажатия до. полиого раскрытия зажимиых щек 15 и 16, Наличие четырех отдельных гид- |юцилиндров для прижатия резцов к
трубе, на штоках которых шарнирно установлены резцы, позволяет достиг-i нуть высокого качества срезки грата независимо от деформации трубы при зажатии в корпусе сварочной машины. Усиление сварного стыка после снятия грата составляет 1-2 мм.
Производительность труда увеличивается на 20-30% и экономия от использования устройства на одной сварочной машине при строительстве магистральных трубопроводов составит, по предварительным подсчетам, около 50 тыс.руб. в год.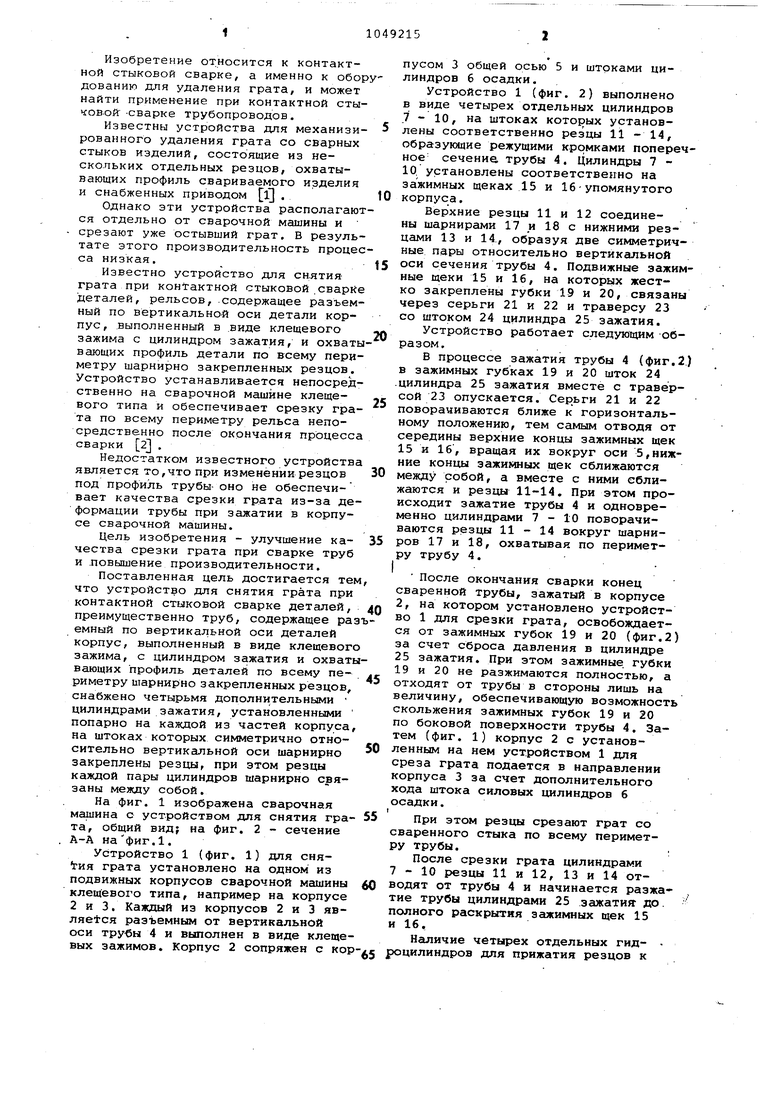
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия грата при контактной стыковой сварке рельсов | 1976 |
|
SU697275A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Устройство для контактной стыковой сварки рельсов | 1981 |
|
SU959948A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2001 |
|
RU2206436C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| Устройство для удаления наружного грата при контактной стыковой сварке труб | 1986 |
|
SU1382618A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2007 |
|
RU2366550C1 |
| Машина для контактной стыковой сварки рельсов | 1991 |
|
SU1815070A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
УСТРОЙСТВО ДЛЯ СНЯТИЯ ГРАТА ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ДЕТАЛЕЙ, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, вьтолненный в виде клещевого зажима с цилиндром зажатия, и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью-улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными установленными попарно на каждой из частей корпуса цилиндрами зажатия, на штоках которых симметрично относительно вертикальной оси шарнирно закреплены рез цы,при -этом резцы каждой пары цилинд-. ров шарнирно обязаны между собой. S (Л С
21
22
20
4 7
фиг: г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для снятия грата при контактной стыковой сварке рельсов | 1976 |
|
SU697275A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
