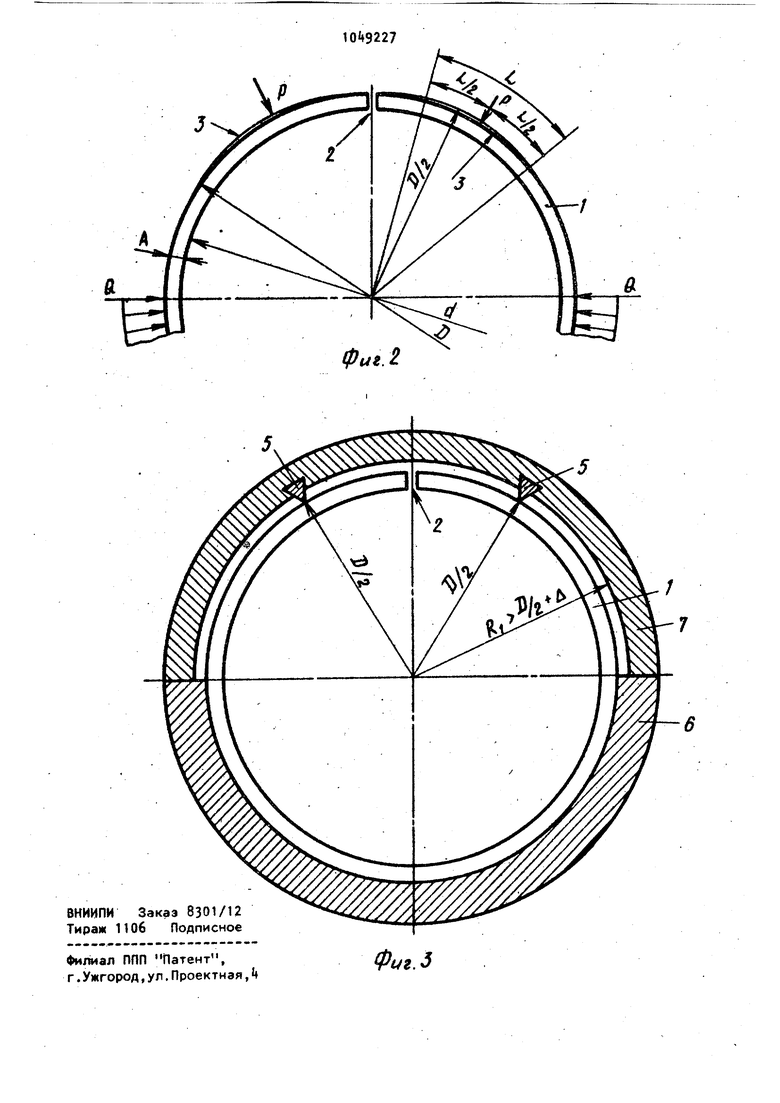
Изобретение относите к машино строению, в частности к технологии изготовления разрезных с замком пор шневых колец. Известен способ изготовления поршневых колец, включающий получение кольцевой заготовки с незамкнутыми коцевыми участками, радиальное обжатие по наружному круговому контуру, исключая зону замка, коррек цию незамкнутых концевых участков, а также аксиальное сжатие и механическую обработку ij . Известен также способ изготовлен поршневых колец, включающий получение кольцевой заготовки с незамкн тыми концевыми участками, радиально об жатие заготовки по участку наружно го контура со стороны, диаметрально противоположной незамкнутым концевым участкам, с образованием серпови ной микрощели, коррекцию отогнутых, в процессе обжатия концевых участко путем приложения сосредоточенного радиального усилия, а также фиксирование заготовки в рабочем состоянии и механическую обработку по наружном и внутреннему диаметрам 2 . Недостатками известных способов является сложность технологического процесса и низкое качество поршневых колец. Цель изобретения - повышение качества и производительности. Поставленная цель достигается тем, что согласно способу изготовлен поршневых колец, включающему получение кольцевой заготовки с незамкнутыми концевыми участками, радиальн обжатие заготовки по участку наружного контура со стороны, диаметрально противоположной незамкнутым концевым участкам, с образованием серпо видной микрощели, коррекцию отогнуты в процессе обжатия концевых участков путем приложения сосредоточенного радиального усилия, а также фиксирование заготовки в рабочем состоянии и механическую обработку по наружному и внутреннему диаметрам, обжатие кольцевой заготовки ведут с огра ничением отгиба незамкнутых концевых участков упорами, установленными на расстоянии от центра заготовки. равном половине наружного Диаметра кольца. Кроме того, упоры установлены в середине серповидной микрощели. 27.1 На фиг. 1 показана кольцевая заготовка с незамкнутыми концевыми участками, обрабатываемая по предлагаемому способу; на фиг. 2 - половина заготовки со стороны незамкнутых концевых участков, заключенная в круговой контур струбцины или калибра; на фиг. 3 заготовка, заключенная в струбцину с упорами, обеспечивающую обжатие на участке наружного контура. ffepa3резанную заготовку, 1 из чугуна, имеющую форму кольца в ненапряженном состоянии, механически обрабатывают до радиальной толщины А с припуском под чистовую обработку. Вырезают часть заготовки, образуя незамкнутые концевые участки, концы которых обрабатывают под замок 2..Проводят выборочный контроль заготовок 1 на их качество по просвету в круговом калибре и определяют для данного типоразмера заготовок место образования серповидных микрощелей 3, а также расположение их середины, исходя из длины L микрощелей и имеющихся отклонений на отобранных заготовках. Затем примерно на полови- не заготовки производят радиальное обжатие силами Q на участке наружного контура 4 со стороны, диаметрально противоположной незамкнутым концевым участкам. При этом за счет сил упругой деформации незамкнутые концевые участки выступают за пределы наружного контура k на величину л Коррекцию отогнутых в процессе обжатия концевых участков выполняют путем приложения к заготовке на расстоянии равном наружного диаметра D, сосредоточенного радиального усилия Р в середине серповидной микрощели в направлении к центру. Для совмещения операций обжатия и приложения усилия Р обжатие кольцевой / заготовки ведут с ограничением отгиба незамкнутых концевых участков упорами 5, установленными на расстоянии, равном половине наружног.о диаметра вз середине серповидной микро - щели 3. Осуществляют эти операции в струбцине, состоящей из двух створок 6 и 7, с упорами 5 из износостойкого твердого материала, в которую устанавливают пакет кольцевых заготовок 1. Радиально обжатые в струбцине заготовки в станке сжимают в аксиальном направлении, фиксируя их напряженное от обжатия состояние, соответствующее рабочему положению колец, снимают стр цину и производят механическую .обработку по наружному диаметру О и . внутреннему диаметру- сС до требуемого размера А. Поршневое кольцо готово. 74 Предлагаемый способ, по сравнению с известным, обеспечивает получение поршневых колец, не имеющих серповидных микрощелей в зоне замкс, края которого постоянно поджаты к стенке гильзы, что значительно повышает качество колец и улучшает их компенсационные свойства.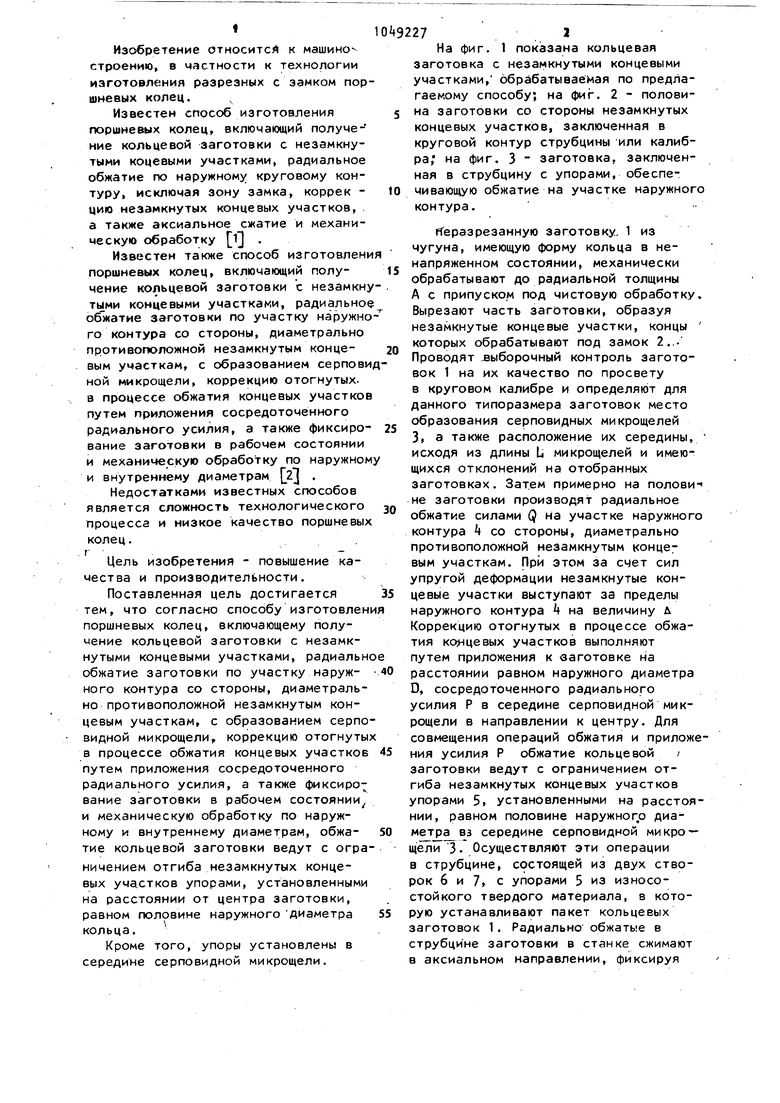

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршневых колец | 1988 |
|
SU1516288A1 |
| Способ изготовления поршневых колец | 1988 |
|
SU1655753A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1990 |
|
RU2053093C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ПАКЕРА | 2019 |
|
RU2715282C1 |
| Устройство механического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя. Способ управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя | 2017 |
|
RU2702063C2 |
| ЧЕРВЯЧНЫЙ ХОМУТ | 1996 |
|
RU2119116C1 |
| Способ изготовления колец | 1990 |
|
SU1766563A1 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ПОРШНЯ | 2000 |
|
RU2168082C1 |
| Единый поршневой узел двигателя внутреннего сгорания | 1991 |
|
SU1778345A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШ НЕВЫХ КОЛЕЦ, включающий получение кольцевой заготовки с незамкнутыми концевыми участками, радиальное обжатие заготовки по участку наружного контура со стороны, диаметрально ,противоположной незамкнутым конце аым участкам, с, образованием серповидной микрощели, коррекцию отогнутмх в процессе обжатия концевых участков путем приложения сосредоточенного радиального усилия, а также ксирование заготовки в рабочем состоянии и мёханическкую обрабртку по наружному и внутреннему диаметрам, отличающийся тем, что, с целью повышения качества и производительности, обжатие но/ ьцевой заготовки ведут с ограничением отгиба незамкнутых концевых участков упорами, установленными на расстоя г НИИ от центра заготовки, равном , половине наружного диаметра кольца. 2. Способ поп. 1,отлйчаю щ и и с я тем, что упоры установ-лены в середине серповидной микрощели .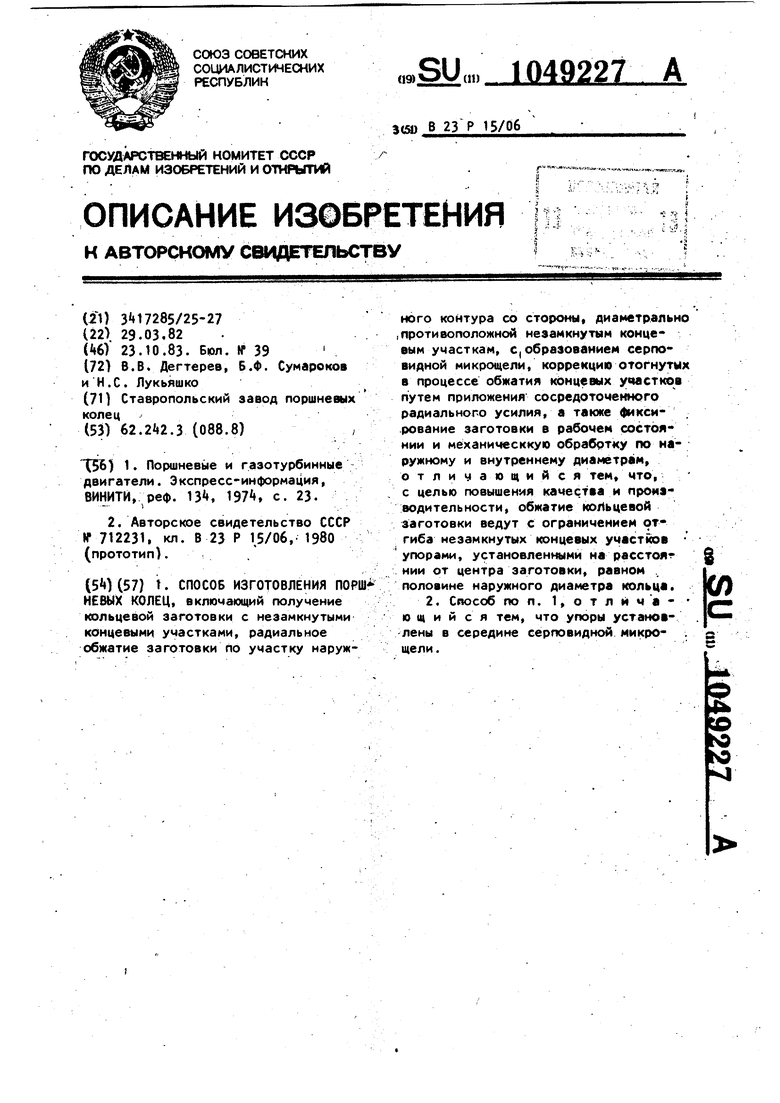
Фиг.1
