Изобретение относится к металлообработке, а именно к обработке тел сращения торцевой фрезой, и может быть использовано для черновой механической обработки наружных поверхностей вращения, например заготовок типа колец из титановых сплавов.
Целью изобретения является повышение производительности при обработке наружных поеерхностей деталей типа колец за счет разделения припуска.
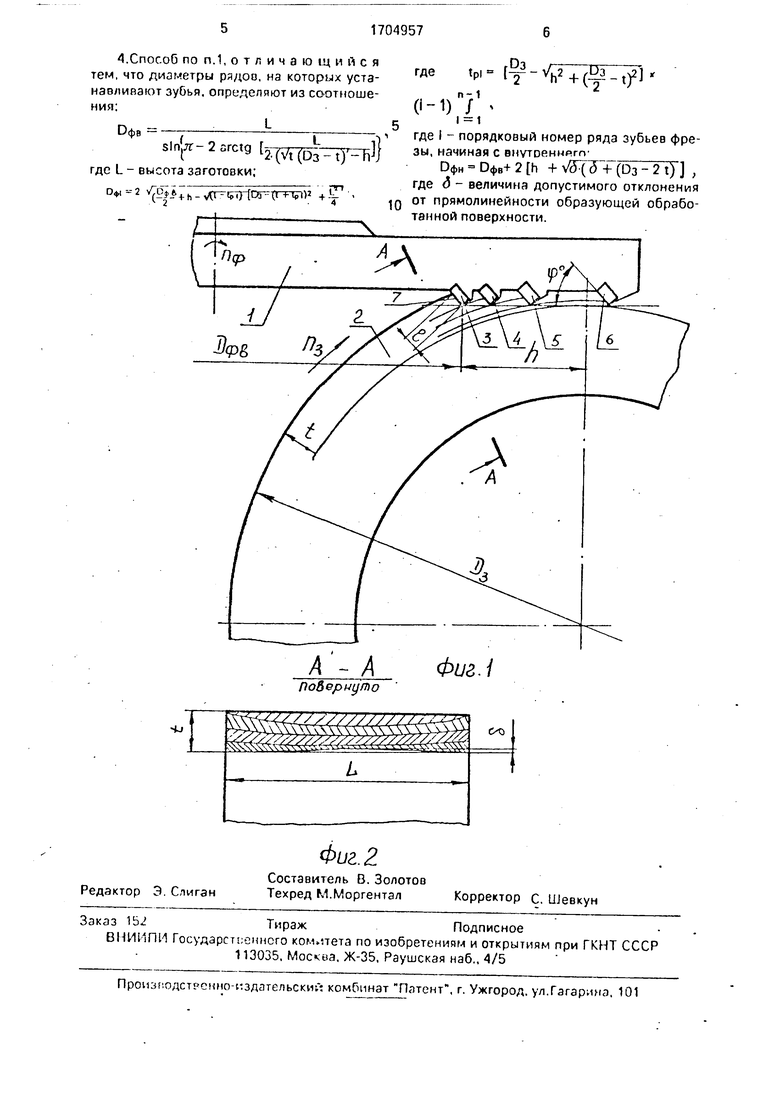
На фиг.1 показана схема обработки цилиндрической поверхности кольцевой заготовки; на фиг.2 - характер распределения снижаемого припуска между различными рядами зубьев.
Перед началом обработки фрезу 1 устанавливают со смещением внутреннего ряда
зубьев относительно оси заготовки на величину
h V(t-l-siny) Оз - (t - I -sin p} - -I cosy, где Оз - диаметр заготовки;
t глубина снимаемого припуска;
I- длина активной части режущей кромки;
р- главный угол в плане.
Врезание производят с радиальной подачей при одновременном вращении заготовки. При достижении необходимой глубины радиальная подача отключается, процесс Фрезерования продолжается с круговой подачей заготоики.
Фреза 1, обрабатывающая деталь 2 по образующей, имеет не менее чем дса ряда режущих зубьев 3-6, зубья которых имеют
VJ
О
Ч) ОТ
м
главную режущую кромку 7 с внутренней стороны и одинаковый пилот пдоль оси фрезы.
Смещение фрезы 1 относительно заготовки определяется неличиной активной части режущей кромки, при этом припуск разделяется на столько-частей, сколько ря- доп зубьев у фрезы, число которых, при условии обеспечения максимального значения ширины срезаемого слоя для каждого из рядов зубьев меньше длины активной чаСти режущей кромки, определяют из соотношения
t
п
,D3
--И
t- T f-Чт-о
и округляют до ближайшего большего значения.
Для обеспечения благоприятных усло- зий при срезании и выходе зубьев из зоны резания и постоянного обновления участка активной части режущей кромки, контактирующего с поверхностным слоем заготовки. что позволяет избежать образование на ней проточины.диаметр внутреннего ряда зубьев, удаляемого поверхностный слой, определяют из соотношения
Офв
sln arctglj g p l
где L- высота кольцевой заготовки, при этом ширина срезаемого слоя плавно изменяется от нуля до максимального зна- чения на оси фрезы и снова до нуля. Диаметр внутреннего ряда зубьев является минимальным, что обеспечивает работу этих зубьев по корке с минимальной скоростью резания по отношению к последую- щим рядам зубьев, работающих по основному металлу.
Изусловия обеспечения максимального значения ширины срезаемого слоя для каждого из рядов зубьев меньше длины актив- ной части режущей кромки диаметры средних рядов зубьев фрезы определяют из соотношения
5«7 г лт й--Тг-п5т)1 +L , где tpi | t-Vh2 +()2 +
+ (-у - 01-0 - 1),
где I - порядковый номер ряда зубьев, начиная с внууреннего.
0
5
0
5
0
5 0
45
50
55
Наружный ряд зубьев, диаметр которого определяют из сротношения
Оф„ 0ФВ 4- 2Ui 4- (T+()TJj обеспечивает получение заданной величины отклонения от прямолинейности образующей обрабатываемой поверхностид .
Встреча зуОьев фрезы с заготовкой происходит в точке, расположенной на некотором расстоянии от режущей кромки и от вершины зуба даже при угле Я 0°, что улучшает условия их работы.
Применение изобретения при черновой обработке по корке коротких поверхностей вращения из труднообрабатываемых материалов, например титановых сплавов, позволяет удалять за один проход значительную величину припуска, обеспечивает благоприятные условия работы зубьев фрезы, удаляющих поверхностный слой и определяющих стойкость всего инструмента, что увеличивает стойкость инструмента, снижает расход твердого сплава и повышает производительность обработки.
Формула изобретения
1.Способ обработки поверхностей вращения торцевой фрезой, вершины зубьев которой располагают на нескольких рядах концентрических окружностей с одинаковым их вылетом вдоль оси. а главные режущие кромки выполняют с внутренней стороны зубьев, причем ось фрезы смещают относительно оси заготовки, отличающийся тем, что, с целью повышения производительности при обработке наружных поверхностей деталей типа колец за счет разделения припуска, ось заготовки располагают между наружным и смежным с ним внутренним рядами зубьев фрезы.
2.Способ по п.1, отличающийся тем, что смещение h внутреннего ряда зубьев фрезы относительно оси заготовки определяют из соотношения:
h V(t - I slny))(t-l-slnyj) - - cosy, где Оз - диаметр заготовки;
t - глубина снимаемого припуска:
I - максимально допустимая ширина ре- за;
главный угол в плане.
3.Способ по п.1, отличающийся тем. что число п рядов зубьев фрезы определяют из соотношения:
t
п -
Оз
4-1
)2+()
и округляют до ближайшего большего значения.
4.Способ по п.1, о т л и ч а ю щ и и с я тем, что диаметры рядов, на которых устанавливают зубья, определяют из соотношения:
Офв
где
Г0з
tp,- ff-Vh2+()
n-1
(1-1) / I 1
где I - порядковый номер ряда зубьев фрегде
ифв --:-------------j----- чгде i - порядковый номер ряда зуоьев рре
si гут- 2 srctg L ( 1 , начиная с вмутоеннягп-
L - ВЫсота загони; JОфн - Оф.+ 2 р, + Г-Г( ,
где 6 - величина допустимого отклонения JQ от прямолинейности образующей обработанной поверхности.
Оф,-2 ,)2 +
где
Г0з
tp,- ff-Vh2+()
n-1
(1-1) / I 1
где I - порядковый номер ряда зубьев фрегде i - порядковый номер ряда зуоьев рре
зы, начиная с вмутоеннягп-
Офн - Оф.+ 2 р, + Г-Г( ,
где 6 - величина допустимого отклонения JQ от прямолинейности образующей обработанной поверхности.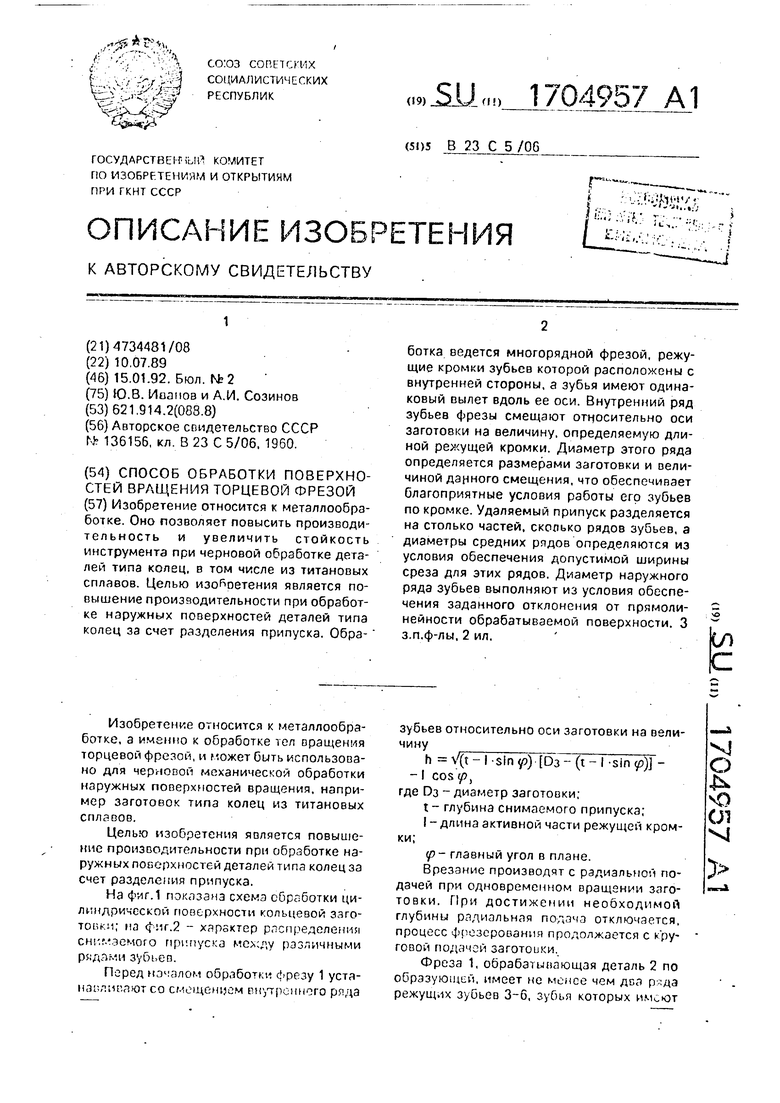

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДВУХКРОМОЧНЫМ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2212310C2 |
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Способ обработки вкладышей подшипников скольжения | 1986 |
|
SU1400797A2 |
| УГЛОВОЙ ПАТРУБОК, ВЫПОЛНЕННЫЙ ОБРАБОТКОЙ РЕЗАНИЕМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УГЛОВОГО ПАТРУБКА | 2010 |
|
RU2533569C2 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Фреза | 1982 |
|
SU1050814A1 |
Изобретение относится к металлообработке. Оно позволяет повысить производительность и увеличить стойкость инструмента при черновой обработке деталей типа колец, в том числе из титановых сплавов. Целью изо оетения является повышение производительности при обработке наружных поверхностей деталей типа колец за счет разделения припуска. Обработка ведется многорядной фрезой, режущие кромки зубьев которой расположены с внутренней стороны, а зубья имеют одинаковый вылет вдоль ее оси. Внутренний ряд зубьев фрезы смещают относительно оси заготовки на величину, определяемую длиной режущей кромки. Диаметр этого ряда определяется размерами заготовки и величиной данного смещения, что обеспечивает благоприятные условия работы его зубьев покромке. Удаляемый припуск разделяется на столько частей, сколько рядов зубьев, а диаметры средних рядов определяются из условия обеспечения допустимой ширины среза для этих рядов. Диаметр наружного ряда зубьев выполняют из условия обеспечения заданного отклонения от прямолинейности обрабатываемой поверхности. 3 з.п.ф-лы, 2 ил. (Л С
А -А
По&ериуто
Фиг. 2
Редактор Э. Слиган
Составитель В. Золотое Техред М.Моргентал
Фиг.1
Корректор С. Шевкун
| Торцовая фреза | 1960 |
|
SU136156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
