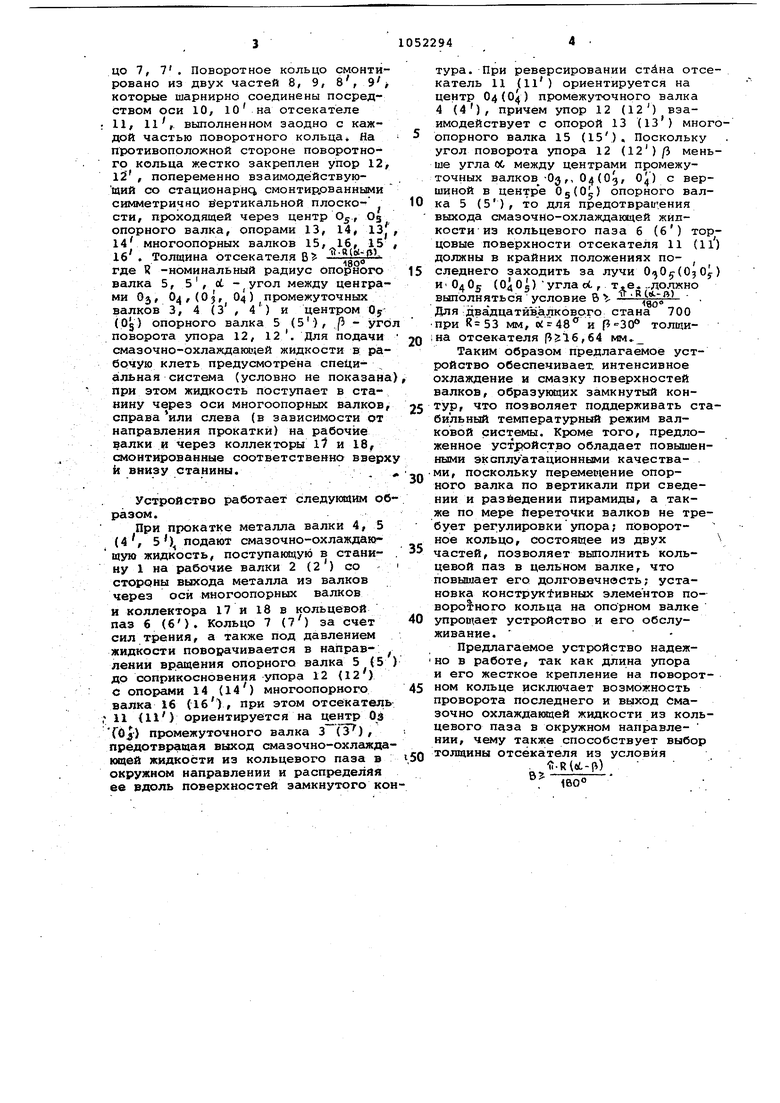
Изобретение относится к прокатному производству и предназначается для смазки и охлаждения валков многовалковой, преимущественно 20валковой, рабочей клети прокатного стана. ИзвестнЪ устройство для смазки и охлаждения валков, содержащее систему подачи смазочно-охлаждающей жидкости, .пазы, выполненные в опорном валке, и отсекатель жидкости, установленный у поверхности опорного валка ij . Однако такое устройство не обес печивает интенсивного охлаждения наружных поверхностей комплекта валков. По основному авт. св. W 545399 известно устройство для смазки и охлаждения валков многовалкового стана, содержащее станину, рабочий два промежуточных и опорный валки, причем указанные валки образуют замкнутый контур. В опорном валке, npeHMSTnecTBeHHO по оси прокатки, выполнен кольцевой паз, в котором свободно установлено поворотное кольцо с жестко смонтированным на нем отсекателем. .Отсе. катель в зависимости от направления прокатки ориентируется на центр одного из промежуточных валков посредством двух, выполненных на поворотном кольце, опорных поверхнсГстей и взаимодействующего с последними упора, установленного в станине. Валковая система многовал кового стана представляет собой дв установленные в станине симметрично линии прокатки, пирамиды валков в каждой из которых предьщурдий валок опирается .на два последующих. Очевидно, что описанное устройство установлено как в верхней, так и в нижней пирамидах. Для подачи в раб чую клеть смазочно-охлаждающей жид кости стан снабжен специальной, сис темой. недостатками известного устройства являются пониженные эксплуатационные качества, поскольку опорный валок изменяет свое положение по вертикали при сведении и разведе нии пирамиды, а также по мере переточки валков, установка упора .в ста нине требует его регулировки, причем особые трудности вызывает регулировка упора опорного валка нижней пирамиды, так как доступ к нему закрыт являющейся сборником смазочно-охлаждающей жидкости плитовиной, на которой смонтирована станина. Делыное поворотное кольцо тре бует выполнения опорного валка с разъемом поперек его оси, при этом обе части валка соединяются посредством запрессованного в них вала. что приводит к образованию зазоров в местах посадОк из-за прогиба валка при прокатке и, следовательно, снижает его долговечность. Для переточки опорного валка необходиМО предварительно демонтировать поворотное кольцо, что требует разборки и последую1пей сборки валка. Коллектора для подачи в рабочую клеть смазочно-охлаждающей жидкости из системы смонтированы вверху и внизу станины в вертикальной плоскости, проходящей через центры опорных валков, что вызывает дополнительные сложности при установке упоров.. Кроме того, известное устройство .ненадежно в работе, так как при прокатке на многовалковых станах в зависимости от свойств обрабатываемого материала и конечной толщины ленты необходимо до 10-14 реверсов ст;ана на один рулон, что приводит к интенсивному износу опорных поверхностей поворотного кольца, которыа к тому же незначительную высоту, что объясняется необходимостью обеспечения изгибной прочности опорного валка. Это обстоятельство приводит к возможности проворота кольца, при этомОтсекатель не перекрывает выход смазочно-охлаждающей жидкости из замкнутого контура. Цель изобретения - повышение надежности его работы. Поставленная цель достигается тем, что в устройстве для смазки и охлаждения валков многовалкового стана поворотное кольцо разделителя выполнено в виде двух полуколец, связанных между собой со стороны расположения отсекателя шарниром, а с противЬположной стороны - жестко с упоом, причем ширина отсекателя равна „ u-R{ot-pV 80° где R - номинальный радиус опорного валка;, ot - угол между центрами промежуточных валков с вepLчинoй в центре опорного валка; |Ь - угол поворота упора. На фиг. 1 показана рабочая клеть ноговалкового стана, вертикальный азрез; на фиг. 2 - предлагаемое устройство, общий вид; на фиг. 3 вид А на фиг. 2. Устройство содержит установленные в станине 1 рабочий 2, 2 , промежуточные 3, 4, 3j 4и опорный. 5, 5 валки, образующие замкнутый контур. в опорном валке, преимущественно по оси прокатки, проточен кольцевой паз 6, 6, в котором свободно установлено поворотное кольцо 7, 7 . Поворотное кольцо смонтировано из двух частей 8, 9, 8,9 которые шарнирно соединены посредством оси 10, 10 на отсекатёле 11, и,. выполненном заодно с каждой частью поворотного кольца На противоположной стороне поворотного кольца жестко закреплен упор 12, 12, попеременно взаимодёйствующий со стационарна смонтиррванннми симметрично вертикальной плоскости, проходящей через центр Од опорного валка, опорами 13, 14, 13. 14 многоопорных валков 15, 16, 15 1б . Толщина отсекателя В где R -номинальный радиус опорного валка 5, 5, oL между центрами Oj, 64,(ОJ, 04) промежуточных валков 3, 4 (З , 4) и центром Ор(рд) опорного валка 5 (5), р - уго поворота упора 12, 12. Для подачи смазочно-охлаждакжлей жидкости в: рабрчую клеть предусмотрена специальная система (условно не показана при этом жидкость поступает в станину через оси многоопорных валков, справа или слева (в зависимости от направления прокатки) на рабочие валки и через коллекторы 1 и 18, смонтированные соответственно вверх и внизу станины. Устройство работает следукяцим об разом. При прокатке металла валки 4, 5 (4, 5) подают смазочно-охлаждакг щую жидкость, поступающую в стани ну 1 на рабочие валки 2 (2 ) со стороны выхода металла из валков через оси многоопорных валков и коллектора 17 и 18 в кольцевой паз 6 (€). Кольцо 7 ) за счет сил трения, а также под давлением жидкости поворачивается в направ- , ленки вращения опорного валка 5 (5 до соприкосновения упора 12 (12 ) сопорами 14 (14) многоопорного валка 16 С1б), при этом отсекатель 11 {11) ориентируется на центр 0 ТО4) промежуточного валка 3 (З) , предотвращая выход смазочно-охлажда ющей жидкости из кольцевого паза в окружном направлении и распределяя ее вдоль поверхностей замкнутого ко тура. При реверсировании стАна отсекатель 11 (И) ориентируется на центр 04(04) промежуточного валка 4 (4), причем упор 12 (12) взаимодействует с опорой 13 (13) многоопорного валка 15 (15), Поскольку угол поворота упора 12 (12)/3 меньше угла ОС между центрами промежуточных валков -Oj ,, О/} (Од, Ор с вершиной в центре 05(0) опорного валка 5 (5), то для предотврав.ения выхода смазочно-охлаждакндей жидкости из кольцевого паза б (б) торцовые поверхности отсекателя 11 (и) должны в крайних положениях последнего заходить за лучи (OjOf) и 64 0 (Од О 5 ) угла ot, . -лолжно выполняться условие В Для двадцатйва лковО:ГО стана 700 при мм, и толщина отсекателя ,64 мм. Таким образом предлагаемое устройство обеспечивает, интенсивное охлаждение и смазку поверхностей валков, образунвдих замкнутый контур, что позволяет поддерживать стабильный температурный режим валковой системы. Кроме того, предложенное устройство обладает повышенными эксплуатационными качествами, поскольку перемещение опорного валка по вертикали при сведении и раздедении пирамиды, а также по мере йереточки валков не требует регулировки упора; поворотное кольцо, состоящее из двух частей, позволяет выполнить кольцевой паз в цельном валке, что повышает его долговечность; установка конструктивных элементов поворотного кольца на опорном валке упрощает устройство и его обслуживание. Предлагаемое устройство надежно в работе, так как длина упора и его жесткое крепление на поворотном кольце исключает возможность проворота последнего и выход Смазочно охлаждающей жидкости из кольцевого паза в окружном направлеНИИ, чему также способствует выбор толщины отсекателя из условия ;Rla:-t) 160°
15
npo/famffi
7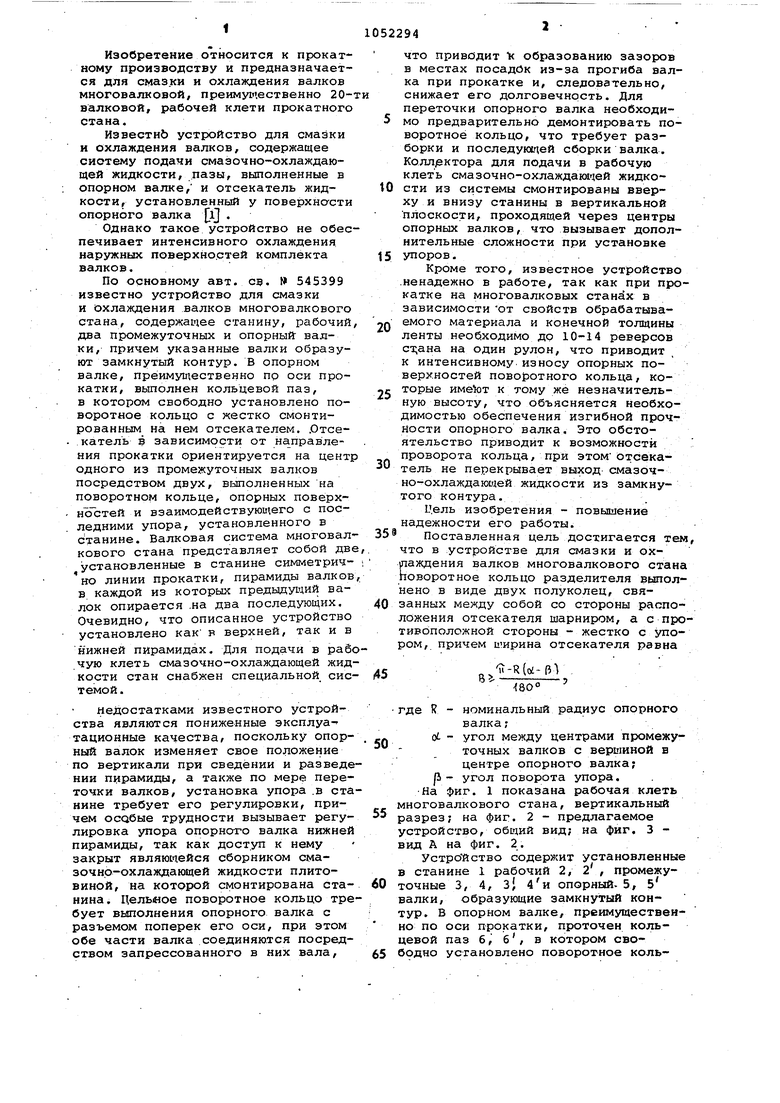
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки и охлаждения валков многовалкового стана | 1975 |
|
SU545399A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Многовалковый стан,преимущественно для прокатки плющеной ленты | 1976 |
|
SU576128A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТВЕРДОЙ СМАЗКИ | 1992 |
|
RU2040985C1 |
| Стан холодной прокатки труб | 1983 |
|
SU1091952A1 |
| Рабочая клеть многовалкового прокатного стана | 1975 |
|
SU523726A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ ШНЕКОВ | 2003 |
|
RU2239506C1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
УСТРОЙСТВО ДЛЯ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ МНОГОВАЛКОВОГО, СТАНА по авт. св. 545399,0 т л ичалоцееся тем, что, с целью Ю повышения надежности его в работе, поворотное кольцо разделителя выполнено в виде двух полуколец, .связанных между собойсо стороны расположения отсекателя шарниром, а с противоположной стороны - жестко с упором, причем ширина отсекателя равна IV-Rlot-pl , .-(во где R - номинальный радиус опорного валка; ос - угол между центрами .промежуг точных валков с вершиной в центре -опорного валка; Р - угол поворота упора. g Г7 я ЯГ О сд to IND Ф 4ib W W 4fr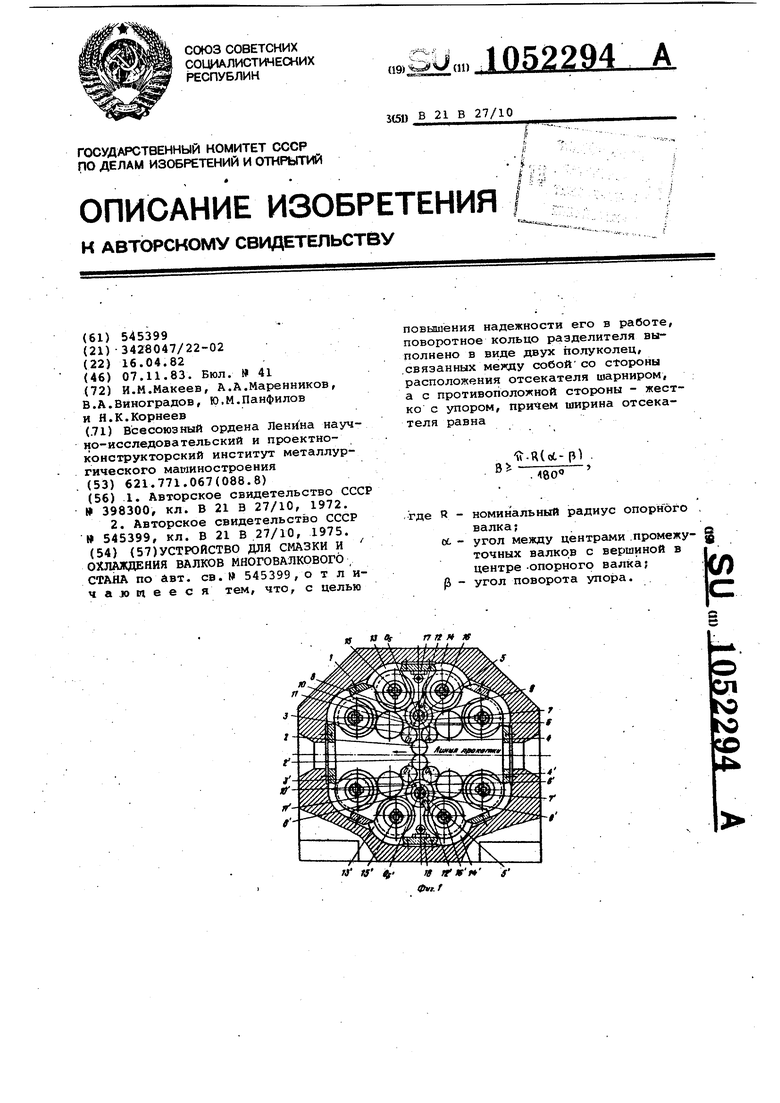
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И ОЧИСТКИ ПОВЕРХНОСТИ ВАЛКОВ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 0 |
|
SU398300A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
