1
Предложение относится к области прокатного производства, а точнее к многовалковым прокатным станам преимущественно для прокатки плющеной ленты.
Известен многовалковый стан, содержаи1,ип станину, кассеты с опорными валками, привод валков, промежуточные и рабочие валки, упоры для их осевой фиксации 1.
В известном стане уноры для осевой фиксации со стороны обслуживания смоптпрованы на крышке, закрывающей проем стапины, со стороны привода - - па станине, а механизм уравиовешпваиия, выполиеппый пружииного типа, связаи с кассетой и подушками валков.
Такое коиструктивное решение не позволяет производить перевалку всего нижнего или верхнего комплектов валков, а при перевалках требует разборки и сборки механизма уравновеи1ивания.
Наиболее близким по техппческому peineиию к предлагаемому является многовалковый стан для прокаткн лептЕ), включающий в себя стаиииу с верхней и пижией кассетами средпих и боковых опорных валков, установленных па осях, нромежуточные и рабочие валки, упоры для их осевой фиксации, механизм для уравновешивания промежуточных валков, механизм вертикального перемещения и уравповешиваиия верхией кассеты 2.
В этом станс упоры для осевой фпксаи.ии
установлеиы на станине со стороны привода и со стороны обслужпвання, а механизм уравиовещиваиия валков, выполиепный пружинного типа, расположен с обоих торцов валков п закреплен на станине н кассетах с валками. Недостатки стана заключаются в нсвозможносги производить перевалку валков комплектами, в сложности процесса перевалки.
Цель изобретеипя - обеспечить комплектпую смепу валков при упроп,спнп проиесса перевалки.
Это достигается тем, что в предлагаемом стапе упоры для осевой фпксацип валков каждой кассеты установлены на консолях осей боковых опорных валков. На осях между внещпей стороной кассеты п упором для осевой фиксации дополнительно смонтироваиы подпружиненные поворотные рычагп меха пзма уравповешиваиия промежуточных валков.
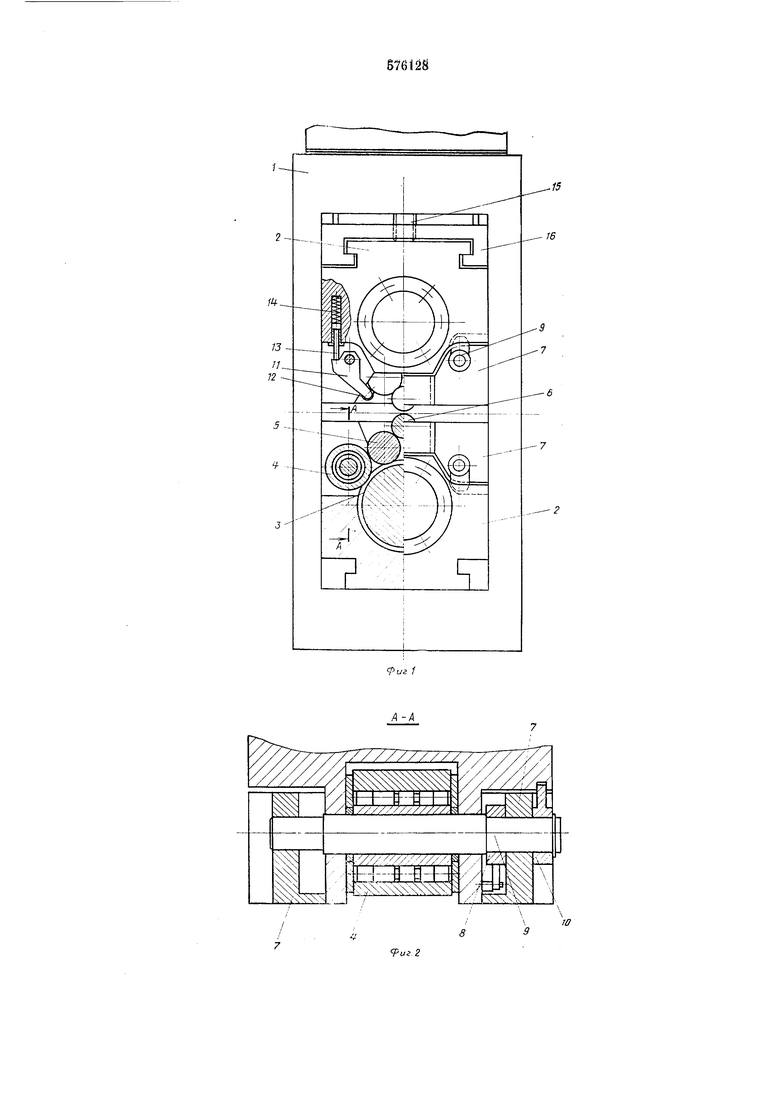
На фиг. 1 - показан предлагаемый стан, общпй впд; па фпг. 2 -- разрез А-А фпг. 1.
Стан содержит стан1П1у 1, R проеме которой установлены верхняя п ппжняя кассеты 2 со средними 3 и боковыми 4 опорными валками, прпвод среднпх опориых валков (иа чертеже условно не поКазан), промежуточные валки 5, рабочие валкн 6, упоры 7 осевой фнксацпп промежуточных 5 н рабочпх б валков, механизм 8 уравповешивания промежуточных валков. Упоры 7 установлены ia осях 9 боковых
валков 4 и закреплены на кассетах 2 со стороны привода валков жестко, например, бол тами, а со стороны обслуживания - посредством, например, поворотных клиновых задвилсек 10. На осях 9 преимущественно верхней кассеты дополнительно установлены поворотные рычаги 11 механизма уравновешивания промежуточных валков, которые смонтнрованы между внешней стороной кассеты 2 и зпором осевой фиксации 7. Одно плечо рычага 11 холостыми роликами 12, контактируюш;ими с промежуточными валками, а другое - подвижным толкателем 13 с пружиной 14.
Для установки верхней кассеты 2 стан снабжен устройством 15 вертикального перемеш,еиия, например, винтового типа, и устройством 16 уравновешивания.
Стан работает следующим образом.
В рабочем состоянии валкам стана, установленным в верхние и нижние комплекты, придается вращение от главного привода через средние онорные валки 3. Лента прокатывается между рабочими валками 6, которые получают вращение за счет контатных сил трения. При перевалках верхняя кассета посредством устройств 15 и 16 поднимается в крайнее верхнее положение, после чего верхние и нижние комплекты валков извлекаются из проема станины совместно или иоочередно. При этом промежуточные 5 и рабочие 6 валки, смонтированные в кассетах с осевой и радиальиой фиксацией посредством упоров 7 и подиружиненных поворотных рычагов И с роликами 12, остаются прижатыми к оиориым валкам 3 и 4, т. е. комплект сохраняется собранным.
При необходимости после снятия упоров осевой фиксации 7 может быть проведена замена только, например, промежуточных валков. Для замены рабочих валков их извлекают из станины при поднятой верхней кассете. В описываемом стане в комплектах валков возмол на в зависимости от требований технологии прокатки быстрая з сгановка и замеиа валков различных сочетаний по диаметру
и по сборке, включая установку в проеме станины валков по типу клетей «дуо или «кварто при сохранении одного и того же привода.
Формула изобретения
Многовалковый стан преимущественно для прокатки плющеной ленты, включающий станину с верхней и нижней кассетами средних и боковых опорных валков, установленных на осях, промежуточные и рабочие валки, упоры,
механизм уравновешивания промежуточных валков, механизмы вертикального перемещения и уравновешивания верхней кассеты, отличающийся тем, что, с целью обеспечения комплектной смены валков при упрощеНИИ процесса перевалки, упоры для осевой фиксации валков каждой кассеты установлены на консолях осей боковых опорных валков, нри этом на них между внешней стороной кассеты и упором дополнительно смонтированы
подпружиненные поворотные рычаги механизма уравновешивания промежуточных валков.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 194730, кл. В 21В 13/14, 1965.
2. Патент Японии № 42-4763, кл. 12с 211.3, 1967.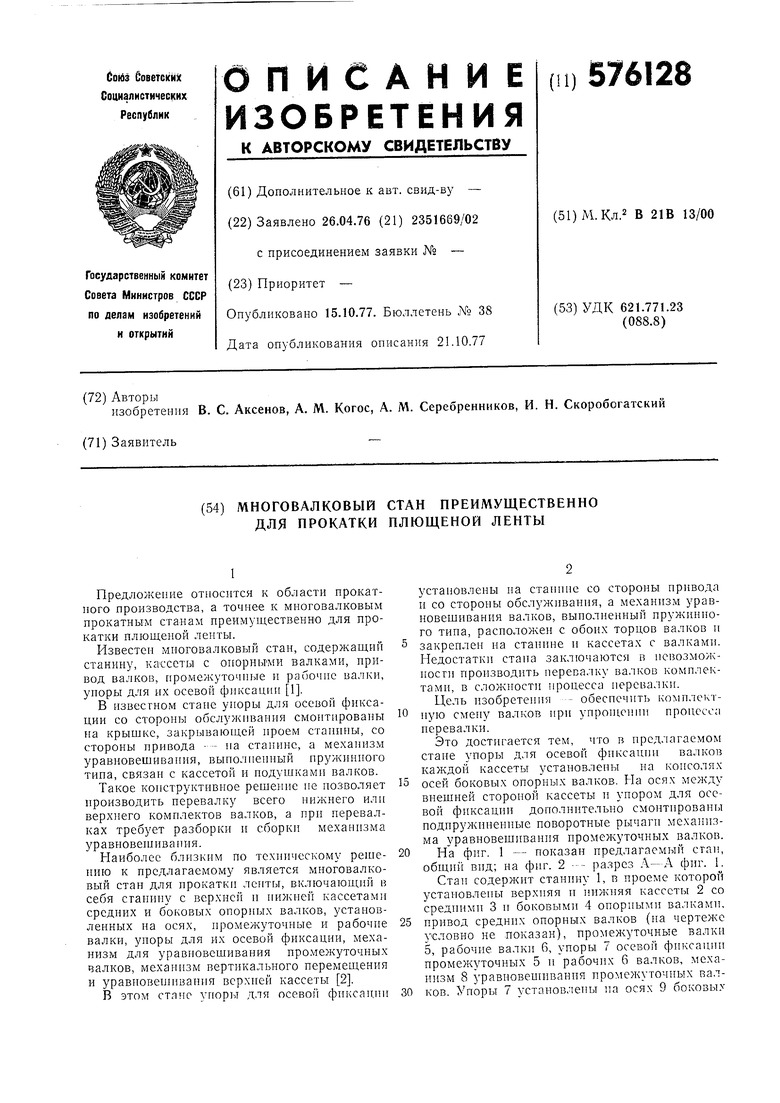
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1996 |
|
RU2090277C1 |
| Устройство для смазки и охлаждения валков многовалкового стана | 1975 |
|
SU545399A1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
SU1764239A1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |
| Прокатная клеть | 1990 |
|
SU1755982A1 |
| Опорный узел рабочего валка прокатной клети | 1977 |
|
SU865447A1 |