Изобретение относится к пррсяыковой металлургии, а именно к формам для изготовления высокопористых титановых газопоглотителей спеканием. Известна форма для изготовления пористых титановых газопоглотителей . методом холодного прессования порош ка под давлением 60-6000 кгс/см с последунхцим спеканием в вакууме l Однако этиформы и сам процесс изготовления не обеспечивают достаточной пористости газопоглотителей, которые имеют малую скорость сорб ции и малую сорбционную емкость. Все это ограничивает применение форм для прессования пористых fasoпоглотителей.. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является форма для спекания порошковых газопоглотителе включающая многоместную матрицу и крепежные ленточные элементы р . Недостатком указаннрй формы .является то, что при ее сборке затруднена фиксация крепежных элементов по оси отверстий матрицы. , В момент засыпки формы порошком происходит попадание порошка в зазор между матрицей и основанием, что затрудняет разборку формы после спекания и делает необходимым зачистку перемычки и матрицы от спекшегося облойного слоя. Кроме того, вертикальное расположение зопоглотителя уменьшает величину от крытой пористости на 5-10% из-за порошкового столба, уве личивающего давление при спекании, что ухудшает качество изделий. С помощью, данной формы изготавли ваются только цилиндрические, газопоглотители , при размещении которых на плоских и круглых поверхностях получается низкий коэффициент запхэлнения пространства газопоглощаюшим материалом. Цель изобретения - повышение про изводительности спекания и улучшени качества изделий. . Цель достигается тем, что форма для спекания порошковых газопоглотителей, включающая многоместную матрицу и крепежные ленточные элементы снабжена перекрывающими пластинами, причем матрицы выполнены с продольными и поперечными прорезями, в поперечных прорезях установлены в уровень с плоскостью матрицы плйсти ны, а в продольных - выполнены овал ные ячейки для порошка и размещены крепежные,ленточные элементы. На фиг. 1 изображена форма, вид сверхуf на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - изготавливаемая продукция, вид caepxyj нафиг, 4 .то же, вид сбокуJ на фиг. 5 - сечение Б-Б на фиг. 3. Форма состоит из матрицы 1, в которой выполнены глухие овальные ячейки 2. Продольные пазы 3 выполнены вдоль большой оси ячеек, имеют ширину 1/2 ширины ячейки и служат для постановкив них крепежных элементов (лент-траверс) 4, Поперечные пазы 5 служат для размещения перекрывающих .пластин 6. Последние установлены заподлицо с верхней плоскостью формы. Глубина ячеек 2 в два раза больше глубины продольных пазбв 3, Форма работает следукицим образом, В продольные пазы 3 матрицы 1 уставляют крепежные элементы 4 (никелевые ленты), затем в поперечные пазы 5 вставляют пластины 6, которые фиксируют элементы 4 в ячейках матрицы и закрывают от попадания на них порошка при засыпке Ячейки матрицы засыпают порошком в уровень с верхней плоскостью формы. Засыпанные формы устанавливают одна на другую. Каждая верхняя форма служит крышкой для нижней i последнюю.верхнюю форму закрывают пластиной-крышкой (не показана) . . Собранные в пакеты формы устанавливают в вакуумную печь и производят .спекание газопоглотителей согласно технологии. После спекания газопоглотителей, печь разгружают и зачищают ыхЛый слой порошка, выступающий над уровнем плоскости матрицы. Разбоку формы производят в обратной последовательности. Сначала снимают пластины 6, а затем, поддевая ленту-траверсу с двух сторон ячейки, вынимают геттерный блок с газопоглотителями (фиг,2), После разборки при необходимости .геттерный блок разрезают на отдельные газопоглотители. При применении предлагаемой формы процессы засыпки формы, спекания, зачистки рыхлого слоя, разрезания геттерных блоков легко дрддаются механизации. Газопоглотители при спекании располагаются горизонтально, что дает возможность уменьшить давление на орошок при спекании за счет уменьения толЕцины спекаемого слоя, за счет чего величина открытой пористо- сти газопоглотителей увеличена на 5-10%. Производительность при изготовлении газопоглотителей с помощью формы увеличена в 3-5 раз. Экономический эффект Ьт применеия предлагаемых газопоглотителей оставляет на каждый миллион штук не енее 500 твс, руб. .
Жи.м.иШ
«АУ/ 77 / 7 // 7ГУ//.
Фиг.2
у
ФигЗ
Фиг: ff - 6 ttpfe/fHynw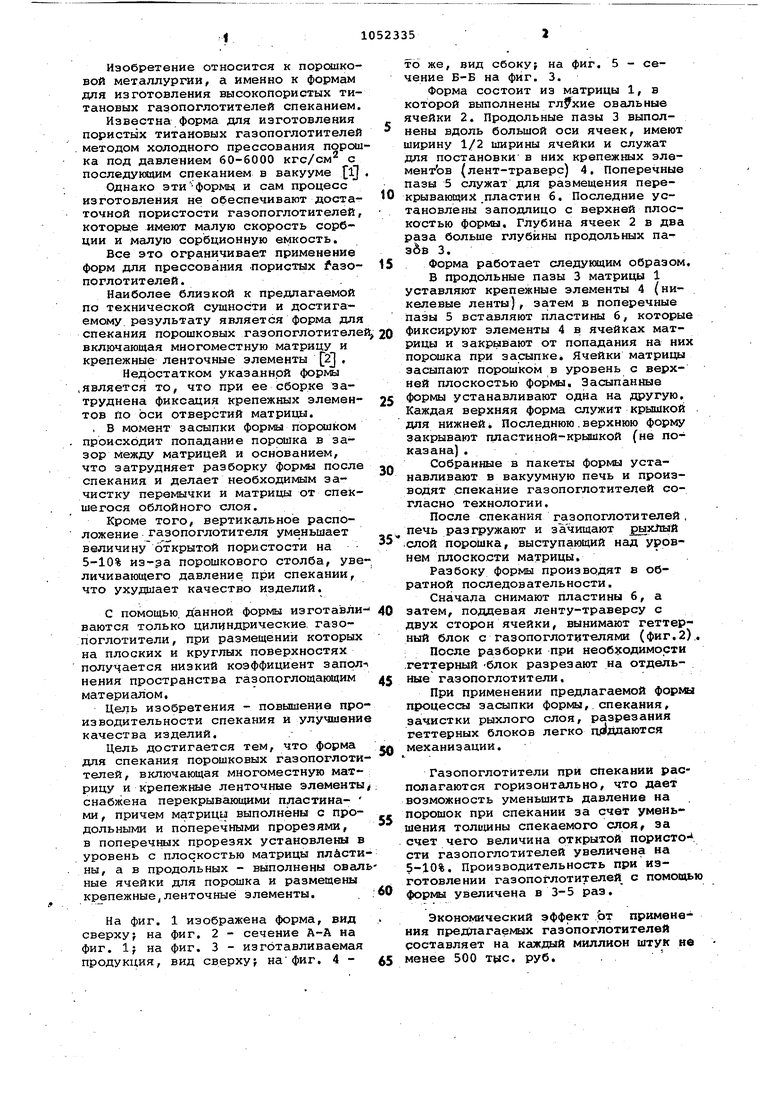
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2073737C1 |
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1995 |
|
RU2116162C1 |
| Способ получения неиспаряемого геттера и композитный геттер для рентгеновской трубки | 2020 |
|
RU2754864C1 |
| ФОРМА ДЛЯ СПЕКАНИЯ ПОРИСТЫХ ГАЗОПОГЛОТИТЕЛЕЙ | 1986 |
|
SU1431180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМПЫ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2094892C1 |
| Способ изготовления трехслойной ленты нераспыляемого газопоглотителя | 1989 |
|
SU1715496A1 |
| Катод рентгеновской трубки | 2022 |
|
RU2797346C1 |
| Способ изготовления газопоглотителя | 1981 |
|
SU995149A1 |
| Электронно-лучевая трубка | 1983 |
|
SU1120867A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЗОПОГЛОЩАЮЩЕЙ СТРУКТУРЫ | 2011 |
|
RU2474912C1 |
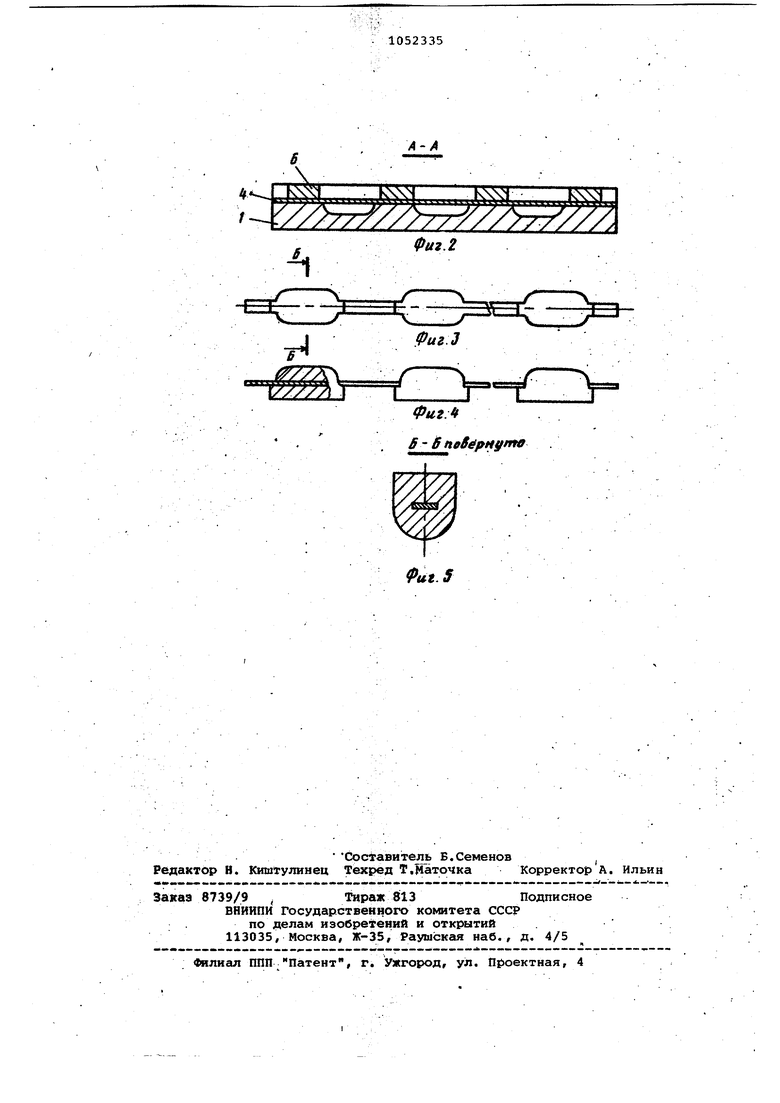
ФОРМА ДЛЯ СПЕКАНИЯ ПОРОШКОВЫХ ГАЗОПОГЛОТИТЕЛЕЙ, включанадая многоместную- матрицу и крепежные ленточные элементы, отличающаяся тем, что, с целью повышения производительности спекания и улучшения качества изделий, она снабжена перекрывающими пластинами, причем матрица выполнена с продольными и поперечными прорезями, в поперечных прорезях установлены в уровень с плoqкocтью матрицы пластины, а в продольных - выполнены овальные ячейки для порошка и размещены крепежные ленточные элементы. О) С,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Попов В.Ф | |||
| Нераспьшяемые газопоглотители | |||
| М., | |||
| Энергия, 1975, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приборы электровакуумные СЕЧ, Газопоглотители титановые высокопористые | |||
| Отраслевой стандарт | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
