Изобретение относится к области нарезания крепежных резьб резцом на станках токарной группы с ЧПУ и может быть использовано для нарезания внутренней резьбы в полых цилиндрических изделиях из высокопрочной стали, например в корпусах ракетных двигателей.
Известны способы многопроходного нарезания резьбы резцом, определяющиеся сочетанием двух равномерных движений: вращательного движения детали и прямолинейного движения резца вдоль ее оси (см. В.Ф.Бобров, «Многопроходное нарезание крепежных резьб резцом». М., «Машиностроение», 1982, стр.5-7, стр.90-92, рис.72) - прототип.
Недостатком известных способов является низкий ресурс работы режущего инструмента, особенно при нарезании внутренней упорной резьбы с глубиной профиля свыше 1,5 мм на труднообрабатываемом материале повышенной твердости, например в корпусе ракетного двигателя.
Для осуществления этого способа используется известная конструкция однопозиционного резца, например, фирмы Vargus Ltd., Израиль (см. приложение к заявке - копию из каталога фирмы) - прототип. При использовании этой конструкции резца требуется большое число проходов режущей пластиной, что приводит к ее быстрому износу и, следовательно, к снижению ресурса работы инструмента.
Технической задачей, на решение которой направлено изобретение, является повышение ресурса работы режущего инструмента за счет максимального использования его режущих пластин, получивших износ на стадии чистовых проходов, а также введением в программу станка дополнительно режима нарезания резьбы с коррекцией на износ и контроль износа режущей пластины.
Решение поставленной технической задачи достигается группой изобретений, образующих единый изобретательский замысел.
1. Способ нарезания внутренней резьбы на токарном станке с ЧПУ резцом с твердосплавными пластинами многопроходным методом в полом цилиндрическом изделии из высокопрочной стали, например в корпусе ракетного двигателя, с последующим контролем параметров резьбы, в котором при нарезании резьбы последовательно выполняют чистовые и черновые проходы резцом с двухпозиционным расположением режущих пластин, нарезание резьбы чистовыми проходами ведут в зоне положительной поперечной координаты станка новой режущей пластиной и по окончании проходов осуществляют контроль параметров резьбы, затем в программу станка дополнительно вводят коррекцию нарезания резьбы с учетом предварительного износа новой режущей пластины на величину, не превышающую величину минимального допуска на профильные диаметры резьбы, и нарезание резьбы в следующих изделиях выполняют, контролируя износ режущей пластины, закончив нарезание резьбы с коррекцией, изношенную пластину устанавливают на вторую позицию резца, а на первой позиции закрепляют новую, причем нарезание резьбы в следующих изделиях производят изношенной пластиной черновыми проходами, оставив припуск для чистовых проходов и переместив резец в зону отрицательной поперечной координаты станка, сместив его на полшага резьбы назад, после выполнения черновых проходов резец возвращают в зону положительной поперечной координаты станка и продолжают нарезание резьбы чистовыми проходами новой режущей пластиной, уже закрепленной на первой позиции резца, далее процесс повторяют.
2. Контроль износа режущей пластины осуществляют оптическим измерителем, снабженным шаблоном допустимого профиля пластин.
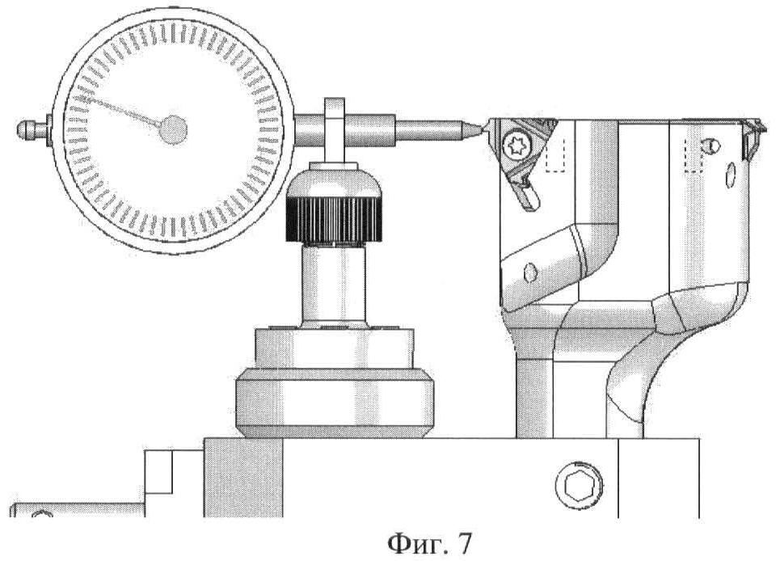
3. (Вариант) Контроль износа режущей пластины осуществляют контактным микрометром с упором измерительной головки в вершину профиля пластины.
4. Резьбовой резец для осуществления способа снабжают двумя посадочными гнездами, расположенными на одном уровне на противоположных частях державки, в которых осесимметрично закреплены режущие твердосплавные пластины, повернутые относительно друг друга на 180°.
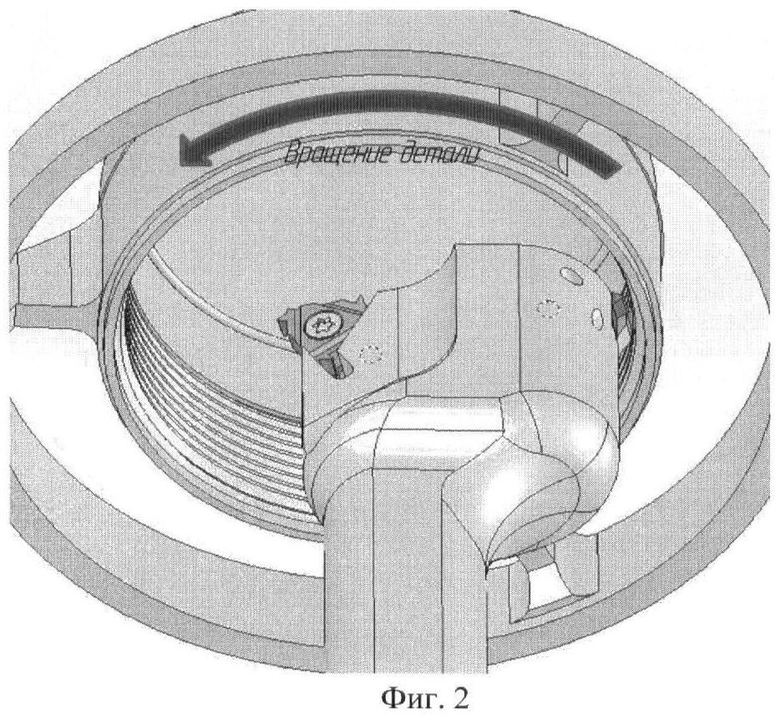
Сущность изобретения поясняется чертежами, где на Фиг.1 и Фиг.2 показано нарезание резьбы резцом с двухпозиционным расположением режущих пластин чистовыми проходами новой режущей пластиной в зоне положительной поперечной координаты станка (резец слева) и нарезание резьбы черновыми проходами изношенной пластиной в зоне отрицательной поперечной координаты станка (резец справа).
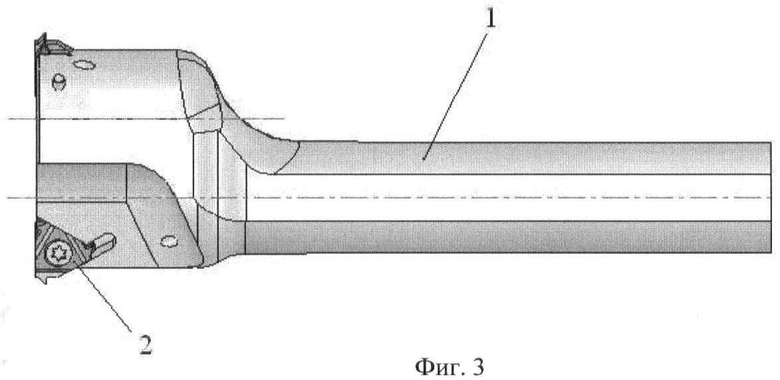
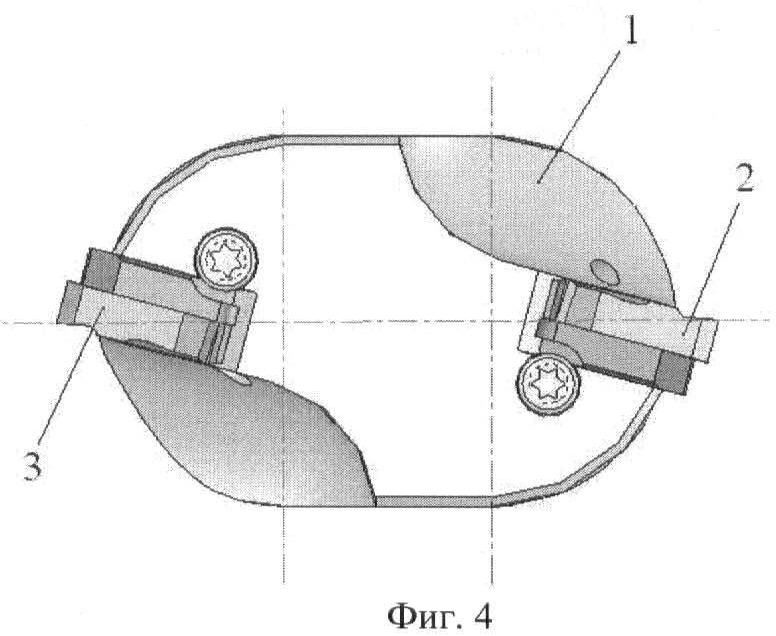
На Фиг.3 и Фиг.4 изображен двухпозиционный резьбовой резец. Резьбовой резец содержит державку 1, снабженную двумя посадочными гнездами, в которых осесимметрично закреплены в первом посадочном гнезде новая режущая пластина 2 и во втором посадочном гнезде изношенная пластина 3, повернутые относительно друг друга на 180°.
На Фиг.5 показано оптическое устройство контроля износа режущей пластины, установленное вместе с резцом в двухпозиционном резцедержателе, конструкция которого изображена на Фиг.6. На Фиг.7 показан вариант устройства контроля износа режущей пластины при помощи контактного микрометра с упором измерительной головки в вершину профиля режущей пластины, так как она подвержена наибольшему износу (см. В.Ф.Бобров, «Многопроходное нарезание крепежных резьб резцом». М., «Машиностроение», 1982, стр.91, рис.72). Контроль износа режущих пластин осуществляется без съема резцедержателя с револьверной головки станка.
Изобретение работает следующим образом.
Нарезание резьбы на токарном станке с ЧПУ резцом с двухпозиционным расположением режущих пластин начинают чистовыми проходами новой режущей пластиной в зоне положительной поперечной координаты станка (слева на Фиг.1). По окончании проходов осуществляют контроль параметров резьбы. В процессе нарезания резьбы изнашивание режущего профиля пластины протекает неравномерно. Интенсивней всего изнашиваются боковые режущие кромки и вершины режущей пластины, причем размер вершины резьбы выполняется, а впадина профиля резьбы выполняется не полностью. Поэтому при нарезании резьбы в последующих изделиях этой же режущей пластиной, с находящимся в пределах допуска износом, в программу станка дополнительно вводят коррекцию нарезания резьбы на величину, не превышающую величину минимального допуска на профильные диаметры резьбы, контролируя при этом износ режущей пластины. (Фиг.5 или Фиг.7).
Закончив процесс резания с коррекцией, изношенную пластину из первого посадочного гнезда державки 1 закрепляют во втором посадочном гнезде державки 1, а на ее место устанавливают новую, формируя, таким образом, двухпозиционный резец (Фиг.3 и Фиг.4).
Нарезание резьбы в последующих изделиях начинают изношенной пластиной 3 (Фиг.3, Фиг.4) черновыми проходами, оставляя припуск для последующих чистовых проходов, переместив при этом резец в зону отрицательной поперечной координаты станка (вправо Фиг.2) и сместив резец назад на полшага резьбы. Это необходимо для того, чтобы при последующем нарезании чистовыми проходами новой пластиной 2 уже в зоне положительной поперечной координаты станка режущий профиль пластины точно попал в черновой профиль предварительно нарезанной резьбы. Далее этот процесс повторяют.
Изобретение позволяет повысить ресурс работы режущего инструмента при нарезании резьбы на труднообрабатываемом материале повышенной твердости, каковым является корпус ракетного двигателя, за счет максимального использования его режущих пластин, введением в станок с ЧПУ дополнительной программы нарезания резьбы с коррекцией, после чего изношенную пластину используют для чернового нарезания, что в 3-4 раза уменьшает число чистовых проходов при нарезании резьбы новой режущей пластиной, кроме того, введением в процесс дополнительно, помимо контроля параметров резьбы при нарезании ее с программой коррекции, также контроля износа режущей пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2012 |
|
RU2518022C2 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| Способ многопроходного нарезания резьбы на станках с чпу | 1979 |
|
SU782963A1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |


Способ предназначен для нарезания внутренней резьбы на токарном станке с ЧПУ резцом с твердосплавными режущими пластинами многопроходным методом в полом цилиндрическом изделии из высокопрочной стали, например в корпусе ракетного двигателя, и включает последующий контроль параметров резьбы, для повышения стойкости резца в процессе нарезания резьбы последовательно выполняют чистовые и черновые проходы резцом с двухпозиционным расположением режущих пластин. Нарезание резьбы чистовыми проходами ведут в зоне положительной поперечной координаты станка новой режущей пластиной, по окончании проходов осуществляет контроль параметров резьбы, затем в программу управления станком вводят коррекцию нарезания. После завершения нарезания резьбы с коррекцией изношенную пластину устанавливают на вторую позицию резца, а на первой позиции закрепляют новую режущую пластину, причем нарезание резьбы в следующих изделиях производят изношенной пластиной черновыми проходами с оставлением припуска для чистовых проходов и перемещением резца в зону отрицательной поперечной координаты станка со смещением его на половину шага резьбы назад, а после выполнения черновых проходов резец возвращают в зону положительной поперечной координаты станка и продолжают нарезание резьбы чистовыми проходами новой режущей пластиной. Резец содержит державку, в которой для достижения указанного технического результата выполнено гнездо для размещения второй твердосплавной режущей пластины. При этом гнезда державки расположены на одном уровне на противоположных частях державки и закрепленные в них режущие твердосплавные пластины расположены осесимметрично и повернуты относительно друг друга на 180°. 2 н. и 2 з.п. ф-лы, 7 ил.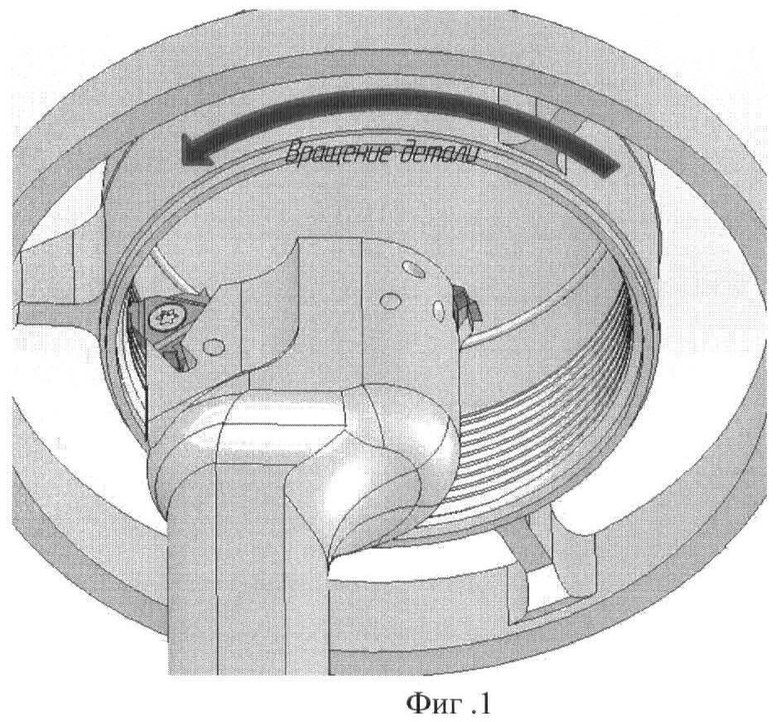
1. Способ нарезания внутренней резьбы на токарном станке с ЧПУ резцом с твердосплавными режущими пластинами многопроходным методом в полом цилиндрическом изделии из высокопрочной стали, например в корпусе ракетного двигателя, включающий последующий контроль параметров резьбы, отличающийся тем, что в процессе нарезания резьбы последовательно выполняют чистовые и черновые проходы резцом с двухпозиционным расположением режущих пластин, нарезание резьбы чистовыми проходами ведут в зоне положительной поперечной координаты станка новой режущей пластиной и по окончании проходов осуществляют контроль параметров резьбы, затем в программу управления станком вводят коррекцию нарезания резьбы на величину, не превышающую величину минимального допуска на профильные диаметры резьбы, и нарезание резьбы в последующих изделиях выполняют с дополнительным контролем износа режущей пластины, после завершения нарезания резьбы с коррекцией изношенную пластину устанавливают на вторую позицию резца, а на первой позиции закрепляют новую режущую пластину, причем нарезание резьбы в следующих изделиях производят изношенной пластиной черновыми проходами с оставлением припуска для чистовых проходов и перемещением резца в зону отрицательной поперечной координаты станка со смещением его на половину шага резьбы назад, а после выполнения черновых проходов резец возвращают в зону положительной поперечной координаты станка и продолжают нарезание резьбы чистовыми проходами новой режущей пластиной.
2. Способ по п.1, отличающийся тем, что контроль износа режущей пластины осуществляют оптическим измерителем, снабженным шаблоном допустимого профиля пластины.
3. Способ по п.1, отличающийся тем, что контроль износа режущей пластины осуществляют контактным микрометром с упором измерительной головки в вершину профиля пластины.
4. Резец для нарезания внутренней резьбы в полом цилиндрическом изделии из высокопрочной стали на токарном станке с ЧПУ, содержащий державку с закрепленной в посадочном гнезде твердосплавной режущей пластиной, отличающийся тем, что в державке выполнено гнездо для размещения второй твердосплавной режущей пластины, при этом гнезда державки расположены на одном уровне на противоположных частях державки, и закрепленные в них режущие твердосплавные пластины расположены осесимметрично и повернуты относительно друг друга на 180°, при этом одно гнездо предназначено для закрепления режущей пластины для выполнения черновых проходов, а другое - для закрепления режущей пластины для выполнения чистовых проходов.
| БОБРОВ В.Ф | |||
| Многопроходное нарезание крепежных резьб резцом | |||
| - М.: Машиностроение, 1982, с.5-7, 90-92, рис.72 | |||
| VARDEX | |||
| Threading solutions, каталог фирмы VARGUS Ltd., 2008, с.В-11 | |||
| СБОРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ РОМБИЧЕСКОЙ ПЛАСТИНКОЙ | 0 |
|
SU198885A1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| ТРЕХЭЛЕКТРОДНЫЙ РАЗРЯДНИК | 2002 |
|
RU2213399C1 |

