ff/ieo IpTt Ш /W/ фег. f
Изобретение относится к механической обработке силикатных материалов, преимущественно стеклянных тру и может быть использовано для базирования нх по внутреннему отверстию при шлифовании.
Известна оправка для закрепления тонкостенной цилиндрической стеклянной заготовки, цилиндрический корпус которой выполнен с фланцем Г .
Недостаток указанной оправки заключается в низком качестве закрепления.
Целью изобретения является повышение качества закрепления.
Указанная цель достигается тем, что в оправке для крепления тонкостенной цилиндрической стеклянной заготовки, цилиндрический корпус которой выполнен с фланцем, в корпусе выполнены глухое центральное отверстие и равнорасположенные по окружности наклонные пазы и отверстия, имеющие выход у основания корпуса, а во фланце выполнена внутренняя, лолость с входным и выходным отверстиями.
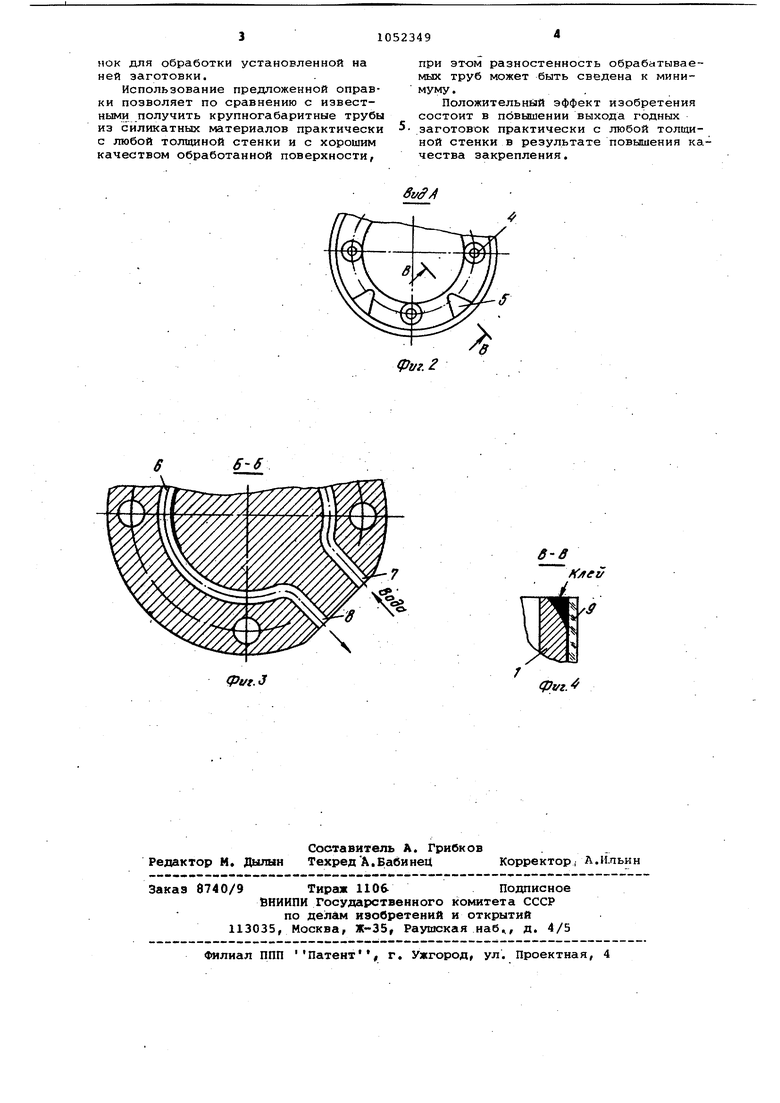
На фиг.1 представлена оправка, общий вид; на фиг.2 - вид А на фиг.1 на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг,2.
Оправка состоит из корпуса 1 и фланца 2. В корпусе 1 оправки выполнено глухое отверстие 3, сквозные отверстия 4 и наклонные пазы 5. Во фланце 2 оправки выполнена полость
6с разделенными между собой входным
7и выходным 8 отверстиями, соединенными с водопроводом. Обрабатываемая заготовка 9 располагается на наружной - базовой поверхности, корпуса 1. Отверстия 4 имеют выход у основания корпуса 1.
Крепление заготовки 9 на оправке осуществляется следующим образом.
На корпус 1 устанавливают заготовку 9. Диаметр корпуса 1 оправки выбиЕ)ают таким образом, чтобы при нагреве до температуры он стал равным величине внутреннего диаметр|а заготовки 9 минус величина допустимой разностенности заготовки 9. Затем в отверстие 3 заливают воду, Koh торую с помощью любого нагревательного устройства, например кипятильника (не показано), доводят до температуры 90+10°С. При нагреве воды нагревается также и сама оправка и установленная на ней заготовка 9. По достижении температуры воды 90+ ее нагревпрекращают и в отверстия 4 заливают разогретый до температуры плавления (80-90°С) термопластичнЬй клеевой состав (пицеин: 1/4 канифоли и 3/4 воска). Подачу клеевого состава продолжают до тех пор, пока он, заполнив отверстия 4, достигнет по зазору между наружной
поверхностью корпусга 1 и заготсшкои 9 торцовой поверхности корпуса 1 и заполнит наклонные пазы 5. Заливка клеево1о состава в отверстия 4 и постепенное заполнение зазора между оправкой и заготовкой 9 снизу вверх за счет просачивания в зазор клеевого состава из отверстия 4 повышает качество закрепления заготовки 9 .
После заливки клеевого состава во входное отверстие 7 полости 6 подают воду комнатной температуры. При зтом циркулирующая в полости 6 вода постепенно, начиная с основания - фланца 2, охлаждает оправку, установленную на ней заготовку 9 и находящийся в отверстиях 4 и зазоре между оправкой и заготовкой 9 клеевой состав. По мере охлаждения наружный диаметр оправки уменьшается а зазор между оправкой и заготовкой 9 в силу значительной разницы между коэффициентами i Теплового расширения материала оправки (например, сплава АЛ9 ГОСТ 2685-75) и стекла, (например, кварцевого марки KB по ГОСТ 15130-69) увеличивается. Находящаяся выше места охлаждения жидкая термопластичная масса стекает вниз, заполняя появившийся в результате охлаждения дополнительный объем, при 60-65°С загустевает в нем. Когда в нижней части оправки клеевой состав загустевает, его.перемещение из отверстия 4 в зазор между оправкой и заготовкой 9 прекращается. Заполнение образующихся в результате усадки оправки дополнительных объемов осуществляется за счет клеевого состава, находящегося в наклонных пазах 5. Дальнейшее осаждение нижней части оправки приводит к еще большему уменьшению в этом месте ее диаметра. При этом твердеющий клеевой состав начинает растягиваться и тянуть к центру оправки заготовку 9, Находящаяся в -глухом отверстии 3 вода обеспечивает необходимую для заполнения зазора без образования пустот плавность и равномерностьпротекания всего процесса. Последовательное охлаждение всей оправки при равномерной подаче в наклонные пазы 5 дополнительных порций клеевого состава приводит к тому, что клеевой состав снизу доверху без пустот заполняет зазор между оправкой и заготовкой 9, затвердевает и растягивается в нем. В результате этого заготовka 9 по всей длине испытывает равномерное сжимающее усилие, которое и обеспечивает надежное крепление ее на оправке. После слива йоды вес оправки значительно снижается, что в значительной степени облегчает последующую установку оправки на станок для обработки установленной на ней заготовки.
Использование предложенной оправки позволяет по сравнению с известными получить крупногабаритные трубы из силикатных материалов практически с любой толщиной стенки и с хорошим качеством обработанной поверхности,
при этом разностенность обрабатываемых труб может быть сведена к минимуму.
Положительный эффект изобретения состоит в повышении выхода годных заготовок практически с любой толщиной стенки в результате повышения качества закрепления.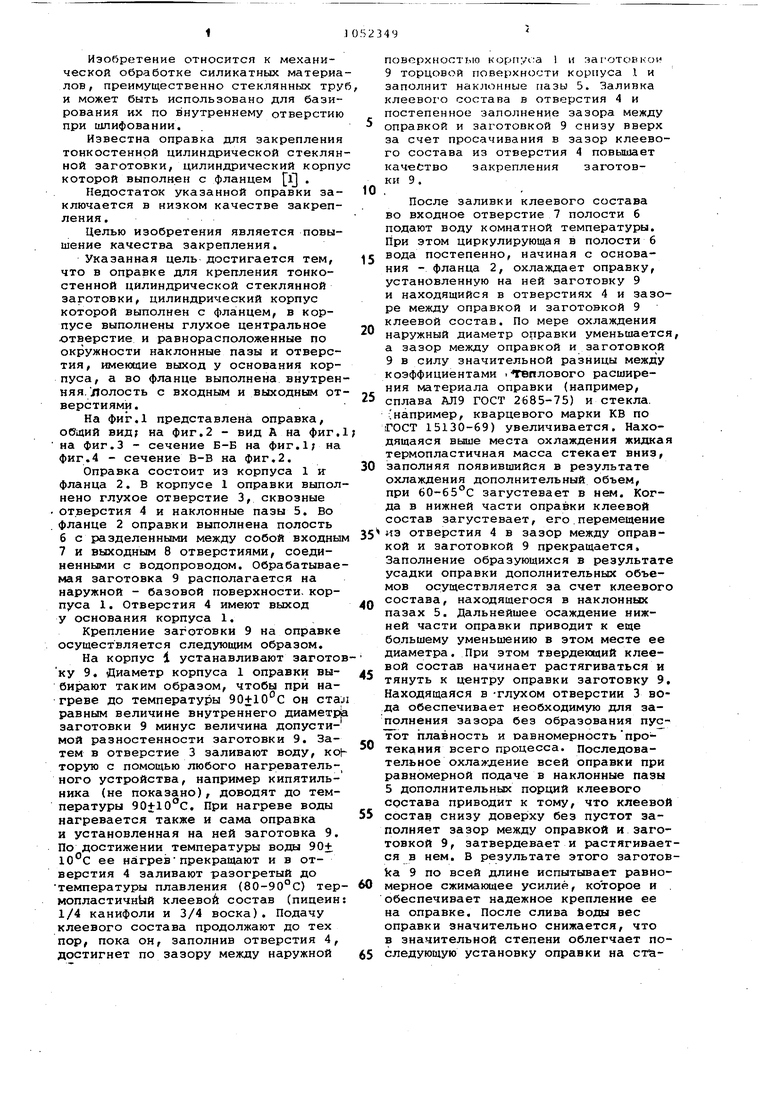
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления цилиндрической стеклянной заготовки на оправке | 1980 |
|
SU963711A2 |
| Способ закрепления цилиндрическойСТЕКляННОй зАгОТОВКи HA ОпРАВКЕ | 1979 |
|
SU837590A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Центровая оправка | 1986 |
|
SU1351714A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| Способ изготовления вала ротора компрессора низкого давления газотурбинного двигателя и вал ротора компрессора низкого давления, изготовленный этим способом (варианты) | 2016 |
|
RU2616138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
ОПРАВКА ДЛЯ КРЕПЛЕНИЯ ТОНКОСТЕННОЙ ЦИЛИНДРИЧЕСКОЙ СТЕКЛЯННОЙ ЗАГОТОВКИ, цилиндрический корпус которой выполнен с фла.нцем, о т л ич а ю щ а я.с, я тем, что,, с целью повышения качества закрепления, в. корпусе оправки выполнены глухое центральное отверстие к равнорасположенные по окружности наклонные пазы и отверстия, имеющие выход у основания корпуса, а во- фланце выполнена внутренняя полость с входным и выходньт отверстиями.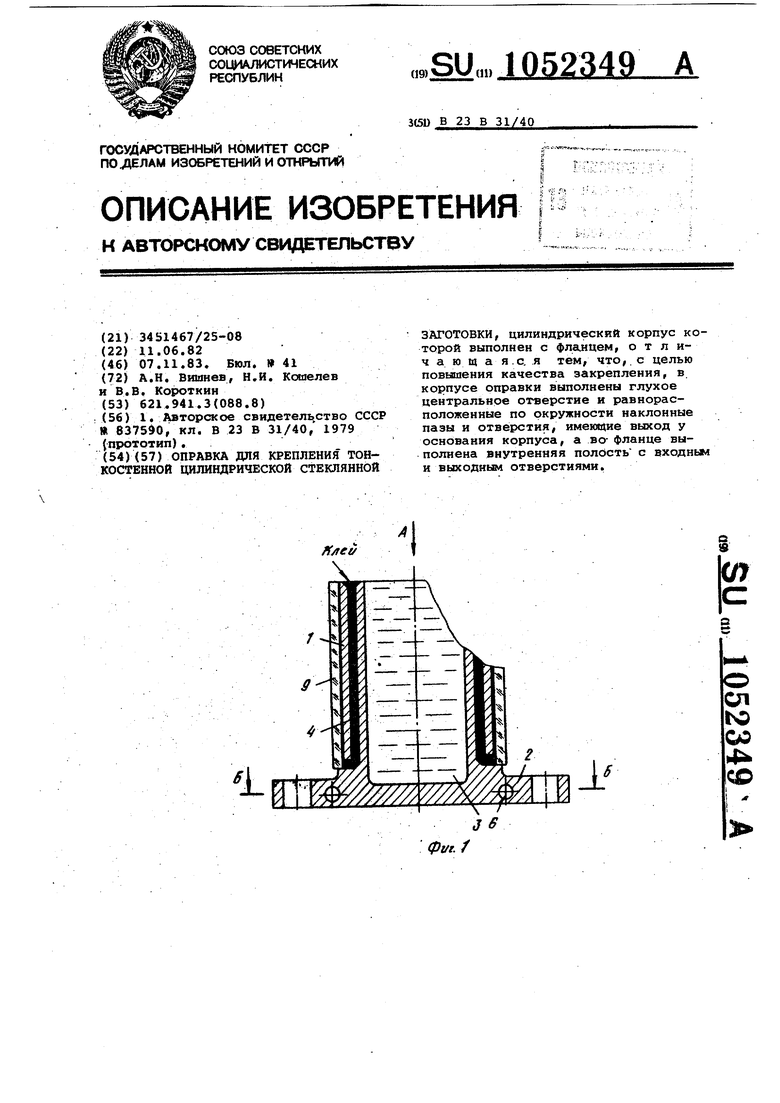
fpvt.J
в-в
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
