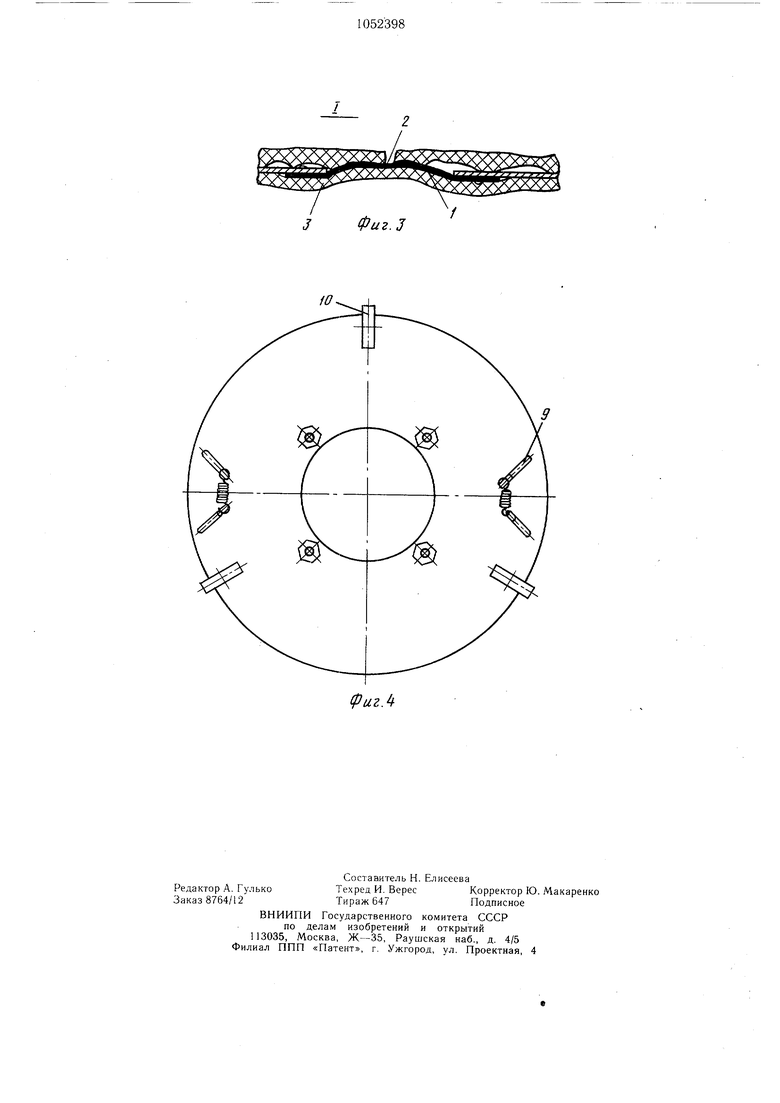
Изобретение относится к сварке пластмасс и может быть использовано для формирования обратной стороны шва при экструзионной сварке преимущественно тонкостенных труб и трубопроводов из полимерных материалов с внутренней неоднородной поверхностью. Известно устройство для формирования обратной стороны сварного шва, содержаш.ее подкладку и механизм ее прижима, выполненный в виде поворотного кольцевого основания и установленных на основании силовых цилиндров, на штоке каждого из которых смонтированы прижимные ролики, причем поворотное кольцевое основание выполнено в виде двух разъемных колец с самостоятельными приводами, силовые цилиндры шарнирносоединены с кольцами, а каждый упомянутый шток снабжен дополнительной парой прижимных роликов 1. Однако применение, указанного устройства при экструзионной сварке тонкостейных полимерных (например спиральношовных) труб с внутренней поверхностью, характеризующейся наличием бугров, наплывов, впадин неодинаковой высоты и размеров, неравномерно распределенных по поверхности, т. е. являюшейся неоднородной, не обеспечивает равномерное плотное прилегание подкладки к обратной стороне сварного щва. Наиболее близким по технической сущ ности и достигаемому результату к изобретению является устройство для формирования обратной стороны сварного шва при сварке труб, содержащее подкладное кольцо и пневматический механизм его прижима, включающий контактирующую с подкладным кольцом эластичную тороидальную камеру, соединенную с источником рабочей сре ды и установленную между торцовыми дисками 2. Недостаток указанного устройства заключается в том, что оно имеет медное подкладное кольцо, применение которого вопервых, не обеспечивает плотного прилегания к внутренней поверхности спиральношовных полимерных труб, которая имеет неровности в виде бугров и впадин. В результате этого образуются зазоры, в которые вытекает расплав при экструзионной сварке. Образовавшиеся наплывы создают концентрацию напряжений, что приводит к понижению прочности сварного соединения, уменьшают пропускную способность и ухудшают аэродинамические качества трубопровода. Во-вторых, медное подкладное кольцо не обладает антиадгёзионными свойствами и экструдируемая присадка прилипает к кольцу. При отрыве кольца имеют также место вырывы и другие повреждения, что отрицательно сказывается на прочности сварного соединения. В-третьих, медь обладает большой теплопроводностью и тепло присадки, необходимое для расплавления свариваемых кромок, интенсивно отводится подкладным кольцом, что не обеспечивает необходимого проплавления корня шва. Непровар корня шва резко снижает прочность всего сварноЛ) соединения. Целью изобретения является повышение качества сварных соединений полимерных труб с внутренней неоднородной поверхностью. Указанная цель достигается тем, что устройство для формирования обратной стороны сварного шва при сварке труб. Содержащее подкладное кольцо и пневматический механизм его прижима, включающий контактирующую с подкладными кольцом эластичную тороидальную камеру, соединенную с источником рабочей среды и установленную между торцовыми дисками, снабжено гибким металлическим кожухом, выполненным из двух частей, расположенных между подкладным кольцом и торцовыми дисками, а подкладное кольцо выполнено из эластичного термостойкого материала с низкой теплопроводностью, имеющего антиадгезионное покрытие на наружной поверхности. Такое выполнение устройства обеспечивает равномерное плотное прилегание подкладного кольца к обратной стороне сварного щва при сварке полимерных труб больтого диаметра, позволяет удерживать тепло экструдируемого расплава, необходимое для проплавления корня шва, илегко отделить подкладное кольцо после сварки. На фиг. 1 изображено устройство в рабочем положении, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- узел I на фиг. 2; на фиг. 4 - устройство в нерабочем положении, вид спереди. Устройство для формирования обратной стороны сварного шва при сварке труб содержит подкладное кольцо 1, выполненное из эластичного термостойкого материала с низкой теплопроводностью, имеющего антиадгезионное покрытие 2 на наружной поверхности. Подкладное кольцо 1 имеет пневматический механизм прижима, включак.)ший контактирующую с подкладным кольцом эластичную тороидальную камеру 3, соединенную с источником рабочей среды (не показан) и установленную между торцовыми дисками 4. С внутренней стороны камеры 3 расположен цилиндр 5. Подкладное кольцо 1 установлено без натяга между двумя частями гибкого металлического кожуха 6 с треугольными просечками 7 на боковых гранях 8, которые являются ограничителями для камеры 3 и расположены между торцовыми дисками 4. Устройство содержит также пружинный механизм 9 возврата кожуха 6 с кольцом 1 в исходное положение после снятия давления в камере 3 до заданного уровня и направляющие ролики 10 для перемещения устройства внутри свариваемых труб, установленные на дисках 4.
Устройство работает следующим образом. Перед экструзионной сваркой устройство вводят внутрь одной из свариваемых труб и перемещают к месту стыка. Затем увеличивают давление в камере 3, которая, расии ряясь в радиальном направлении, воздействует на кожух 6 и подкладное кольцо 1 прижимая их к внутренней поверхности свариваемых труб. При этом кожух 6 центрирует и фиксирует трубы, а установленное без
натяга кольцо 1 заполняет неоднородную внутреннюю поверхность труб у места стыка, предотвращая вытекание экструзионного расплава. После сварки снижают давление в камере 3 до заданного уровня, тем самым снижают разжимное усилие камеры 3 на кожух 6 с кольцом 1, и пружинный механизм 9 возвращает кожух 6 с кольцом 1 в исходное положение.
Предлагаемое устройство обеспечивает изготовление качественных сварных соединений труб из полимерных материалов больщих диаметров.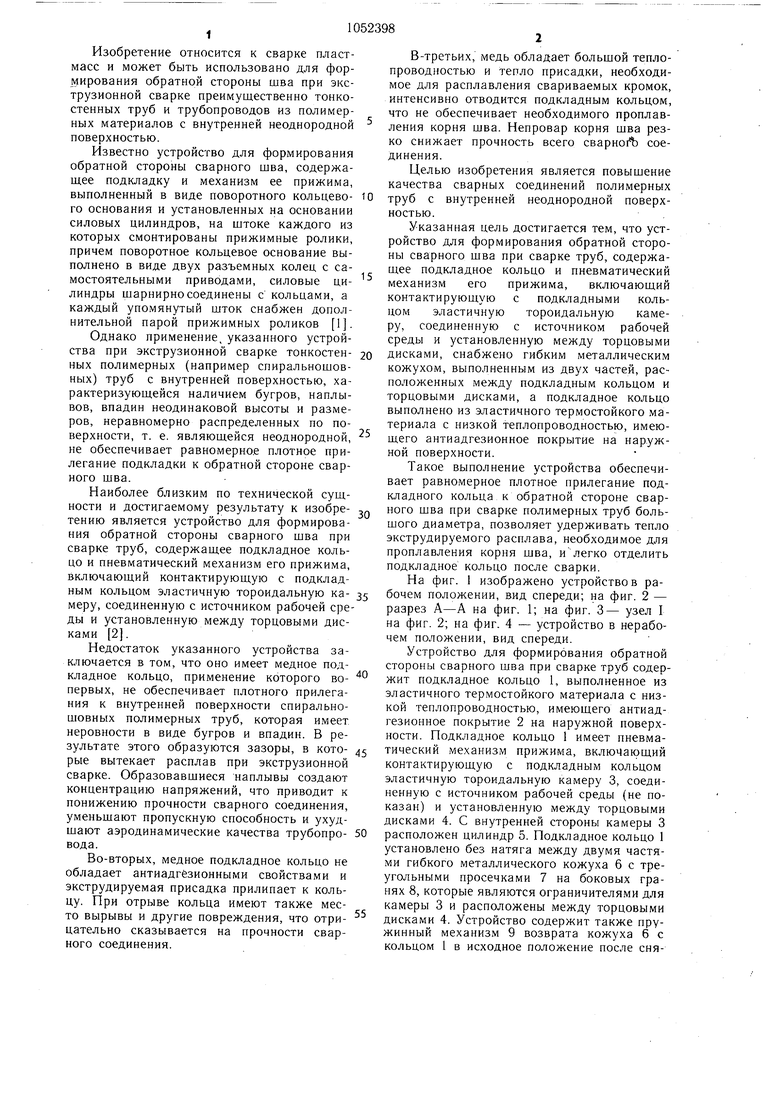

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковой сварки труб | 1987 |
|
SU1407836A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДА | 2013 |
|
RU2522739C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2521430C1 |
| СПОСОБ ЗАЩИТЫ СВАРНОГО ШВА ТРУБОПРОВОДА | 2013 |
|
RU2546908C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Устройство для сборки и сварки кольцевых швов | 1985 |
|
SU1321543A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДА ИЗ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2013 |
|
RU2526408C1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ СВАРНОГО ШВА ПРИ СВАРКЕ ТРУБ, содержащее подкладное кольцо и пневматический механизм его прижима, включающий контактирующую с подкладным кольцом эластичную тороидальную камеру, соединенную с источником рабочей среды и установленную между торцовыми дисками, отличающееся тем, что, с целью повышения качества сварных соединений полимерных труб с внутренней неоднородной поверхностью, устройство „снабжено гибким металлическим кожухом, выполненным из двух частей, расположенных между подкладным кольцом и торцовыми дисками, а подкладное кольцо выполнено из эластичного термостойкого материала с низкой теплопроводностью, имеющего антиадгезионное покрытие на наружной поверхности. (Л ел ю со со 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования обратной стороны сварного шва | 1976 |
|
SU732112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
