I
Известно устройство для формирования обратной стороны сварного шва, содержащее подкладку и механизм ее прижима, выполненный в виде поворотного кольцевого основания и установленных на основании силовых цилиндров, на штоке каждого из которых смонтированы прижимные ролики 1.
Но известное устройство не обеспечивает нужного качества сварных соединений при одновременной сварке кольцевых стыков двумя сварочными головками, так как не обеспечивает плотного прилегания подкладки к ,обратной стороне шва в месте сварки.
Цель изобретения - повышения качества сварных соединений при одновременной сварке кольцевых стыков двумя сварочными головками путем осуществления плотного прилегания подкладки к обратной стороне шва в месте сварки.
Указанная цель осуществляется тем, что поворотное кольцевое основание выполнено в виде двух разъемных колец с самостоятельными приводами, силовые цилиндры шарнирно соединены с кольцами, а каждый упомянутый шток снабжен дополнительной парой прижимных роликов, кроме того, с
целью центрирования подк,1адки относительно стыка, устройство снабжено упругими амортизирующими пластинами, закрепленными на подкладке.
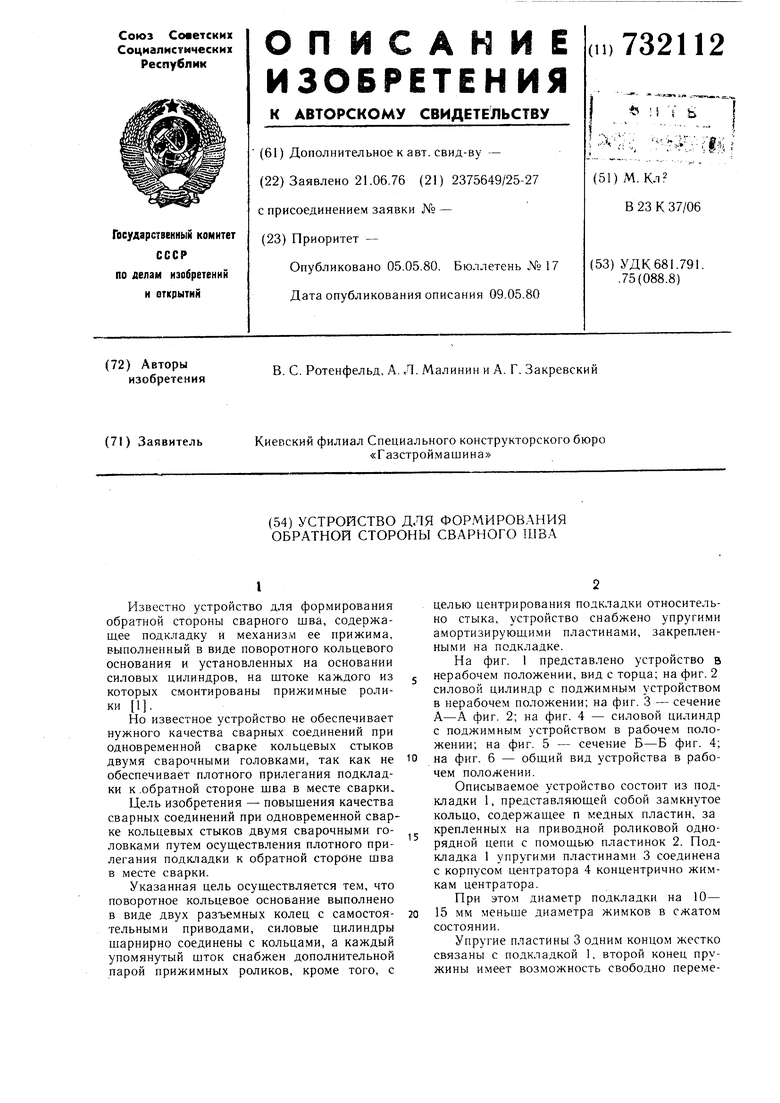
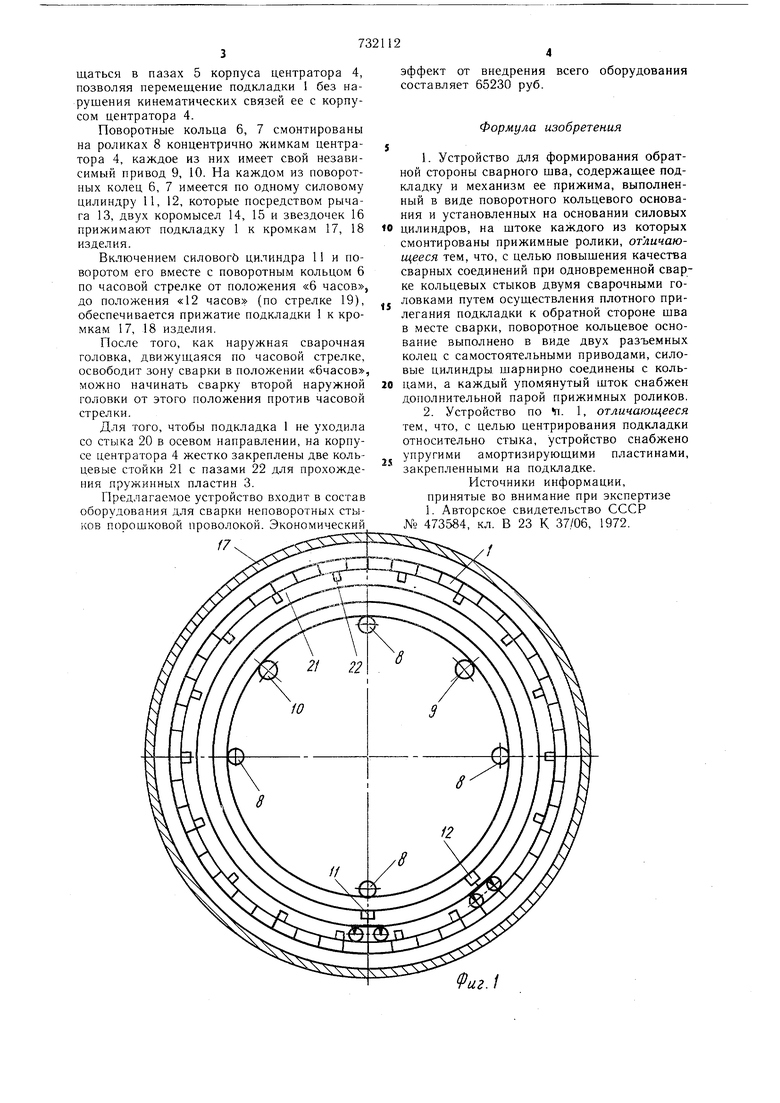
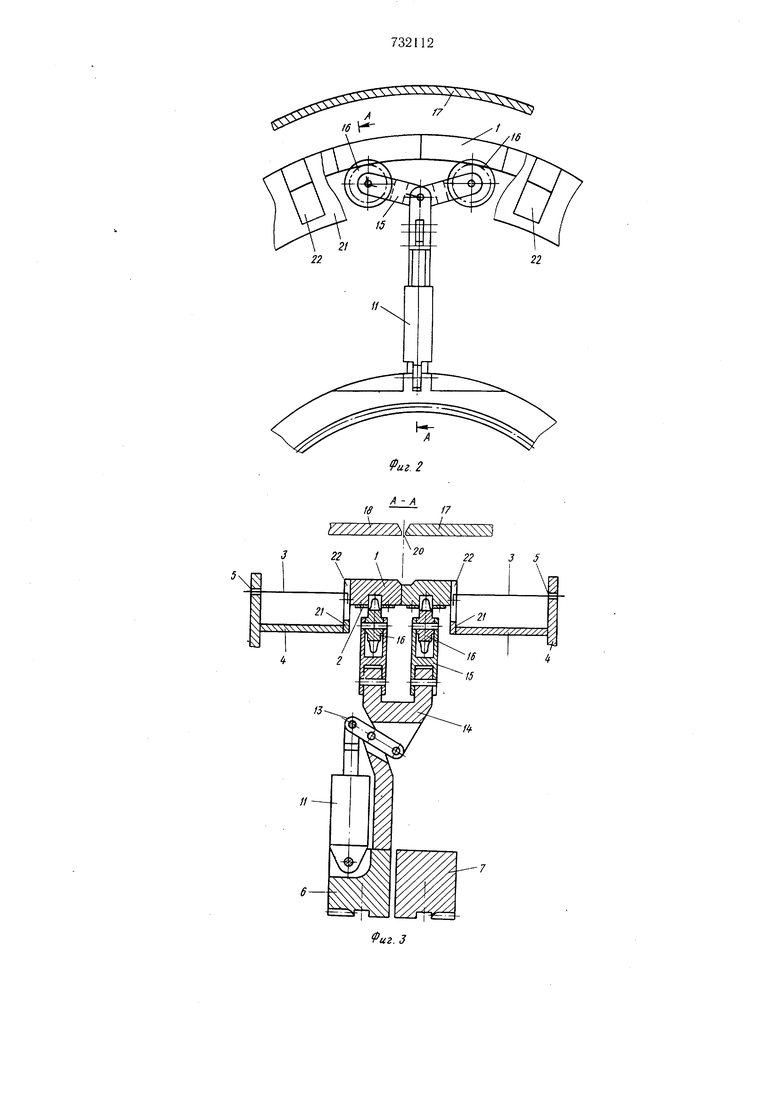
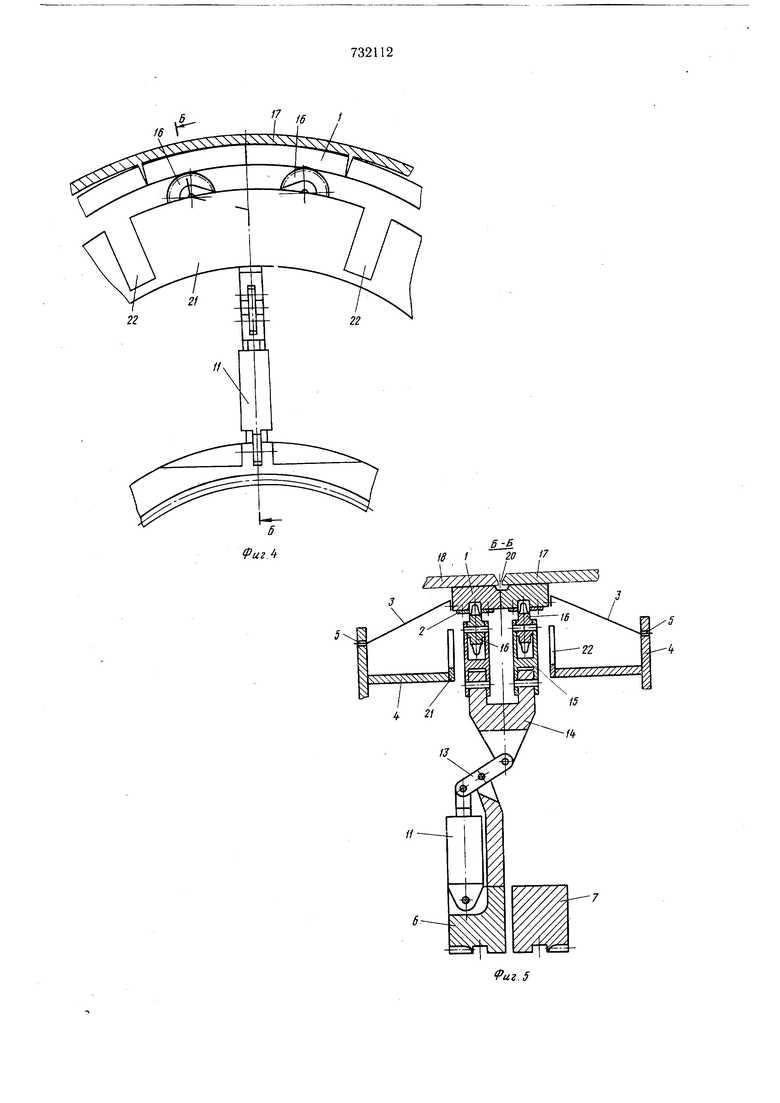
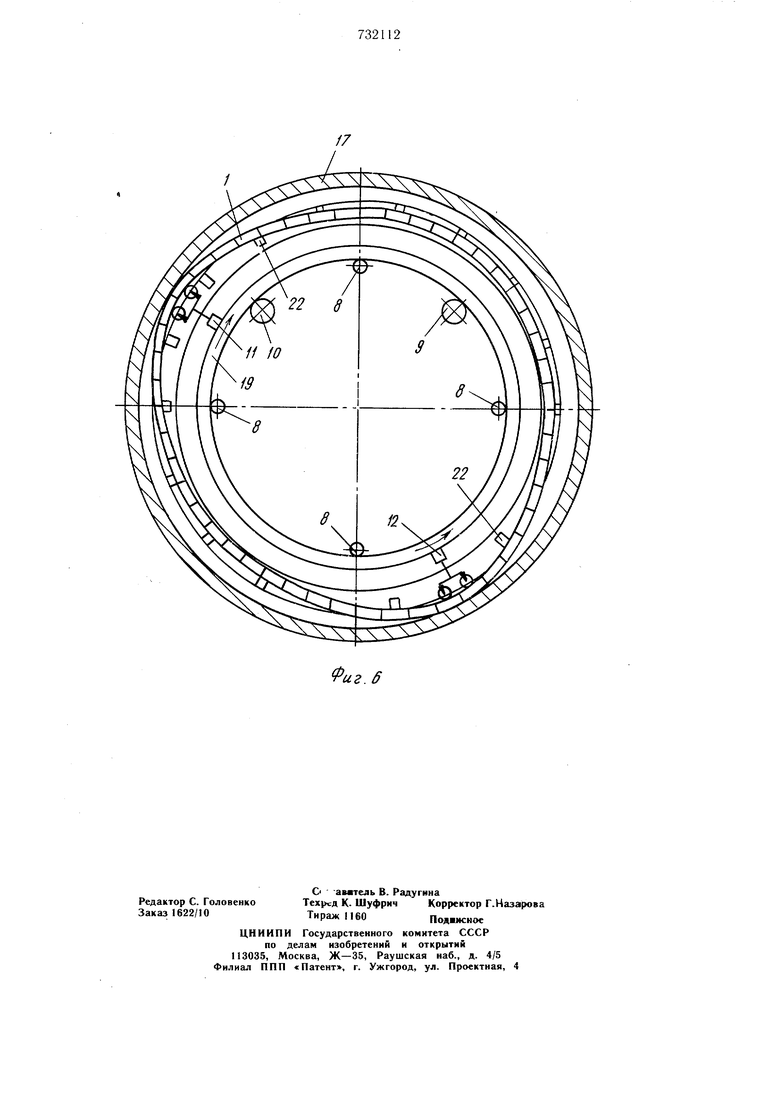
На фиг. 1 представлено устройство в 5 нерабочем положении, вид с торца; на фиг. 2 силовой цилиндр с поджимным устройством в нерабочем положении; на фиг. 3 - сечение А-А фиг. 2; на фиг. 4 - силовой цилиндр с поджимным устройством в рабочем положении; на фиг. 5 - сечение Б-Б фиг. 4; 10 на фиг. 6 - общий вид устройства в рабочем положении.
Описываемое устройство состоит из подкладки 1, представляющей собой замкнутое кольцо, содержащее п медных пластин, за крепленных на приводной роликовой одно15рядной цепи с помощью пластинок 2. Подкладка 1 упругими пластинами 3 соединена с корпусом центратора 4 концентрично жимкам центратора.
При этом диаметр подкладки на 10- 20 15 мм меньше диаметра жимков в сжатом состоянии.
Упругие пластины 3 одним концом жестко связаны с подкладкой 1, второй конец пружины имеет возможность свободно перемещаться в пазах 5 корпуса центратора 4, позволяя перемещение подкладки 1 без нарушения кинематических связей ее с корпусом центратора 4. Поворотные кольца 6, 7 смонтированы на роликах 8 концентрично жимкам центратора 4, каждое из них имеет свой независимый привод 9, 10. На каждом из поворотных колец 6, 7 имеется по одному силовому цилиндру 11, 12, которые посредством рычага 13, двух коромысел 14, 15 и звездочек 16 прижимают подкладку 1 к кромкам 17, 18 изделия. Включением силовогй цилиндра 11 и поворотом его вместе с поворотным кольцом 6 по часовой стрелке от положения «6 часов, до положения «12 часов (по стрелке 19), обеспечивается прижатие подкладки 1 к кромка.м 17, 18 изделия. После того, как наружная сварочная головка, движущаяся по часовой стрелке, освободит зону сварки в положении «бчасов, можно начинать сварку второй наружной головки от этого положения против часовой стрелки. Для того, чтобы подкладка 1 не уходила со стыка 20 в осевом направлении, на корпусе центратора 4 жестко закреплены две кольцевые стойки 21 с пазами 22 для прохождения пружинных пластин 3. Предлагаемое устройство входит в состав оборудования для сварки неповоротных стыков порощковой проволокой. Экономический эффект от внедрения всего оборудования составляет 65230 руб. Формула изобретения . Устройство для формирования обратной стороны сварного шва, содержащее подкладку и механизм ее прижима, выполненный в виде поворотного кольцевого основания и установленных на основании силовых цилиндров, на штоке каждого из которых смонтированы прижимные ролики, отличающееся тем, что, с целью повышения качества сварных соединений при одновременной сварке кольцевых стыков двумя сварочными головками путем осуществления плотного прилегания подкладки к обратной стороне шва в месте сварки, поворотное кольцевое основание выполнено в виде двух разъемных колец с самостоятельными приводами, силовые цилиндры шарнирно соединены с кольцами, а каждый упомянутый шток снабжен дополнительной парой прижимных роликов. 2. Устройство по п. 1, отличающееся тем, что, с целью центрирования подкладки относительно стыка, устройство снабжено упругими амортизирующими пластинами, закрепленными на подкладке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 473584, кл. В 23 К 37/06, 1972. fc./
.-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Устройство для формирования обратной стороны шва | 1972 |
|
SU473584A1 |
| Устройство для формирования обратной стороны сварного шва при сварке труб | 1982 |
|
SU1052398A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
x/x/Л x |,
А -А te 7
t
22
5
иг.б
