Изобретение относится к области сварки пластмасс и может найти применение в производственной технике при сварке кольцевых швов изделий в виде мешков и оболочек различного назначения.
Известно устройство для сварки термопластичного рукава (патент РФ №2076834, МПК В65В 51/20, 1997 г.). Устройство содержит прижим в виде наполнительной трубы и нагревательный элемент, состоящий из корпуса, нагревателя, изоляционных прокладок, закрепленных накладками. На корпусе закреплена опора, в пазах которой установлены рычаг с возможностью поворота вокруг оси корпуса и вилки, охватывающей нагревательный элемент. Рычаг и вилка соединены между собой с возможностью вращательно-поступательного перемещения. Одно из плеч рычага снабжено пластинкой, служащей для отделения материала рукава, прилипшего к изоляционным прокладкам, а второе плечо - пружиной.
Такое устройство обеспечивает сварку рукавов по образующей цилиндра, т.е. вдоль рукава. Недостатком такого устройства является невозможность выполнения сварных швов под углом к продольной оси рукава, например сварку кольцевых швов, которые развернуты под углом 90° к образующей цилиндра.
Известно устройство (патент РФ №2098328, МПК В65В 51/10, В65В 51/16 В29С 65/00, В29С 65/02, 1997 г.) для сварки термопластичного материала. Устройство состоит из привода, сварочного механизма, механизма перемещения материала и механизма выдачи готовой продукции. Сварочный механизм выполнен в виде двух барабанов - цилиндрического барабана с расположенным в нем нагревательным элементом и отталкивателем, и прижимного барабана.
Однако такое устройство не обеспечивает сборку и сварку объемных конструкций, в частности, сварку кольцевых швов.
Известно устройство для шовной сварки кольцевых швов по пат. РФ №2056239, МПК B23K 11/08, 1996 г., которое характеризуется наибольшим количеством общих признаков с заявляемым устройством. Устройство содержит основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения. Для обеспечения шовной сварки устройство дополнительно содержит элемент управления включением сварочного тока, механизм горизонтального перемещения сварочного ролика, выполненным в виде установленных на основании направляющих с салазками и винта для перемещения салазок по направляющим, шпинделем с пальцем, двуплечим рычагом, шарнирно установленным на салазках, дополнительным винтом для подъема и опускания сварочного ролика.
Такое устройство характеризуется повышенной сложностью и не обеспечивает сборку и сварку изделий в виде полимерных оболочек с элементами горловины, так как не может обеспечивать надежную фиксацию собранного изделия. Существенным недостатком при этом является невозможность обеспечения совпадения кромок свариваемых деталей без образования гофр, снижающих надежность сварного шва. Кроме того, известное устройство не позволяет выполнять сварку оболочек в виде мешков без скручивания последних при вращении оправки, что недопустимо.
К полимерным оболочкам с элементами горловины относятся, например, элементы средств защиты органов дыхания, в частности: дыхательные мешки или защитные капюшоны. Последние обычно выполняются в виде мешка из прозрачной полимерной пленки (фторопласт Ф4 - МБ, каптон и др.), устойчивой к воздействию высоких температур и химических веществ (например, к хлору, сернистым соединениям и др.). Горловина такого мешка снабжена упругим элементом (обтюратором) в виде кольца из мягкой резины или латекса. Горловина обычно изготавливается в виде кольца из того же полимерного материала, что и защитный капюшон. При этом соединение такого кольца с упругим элементом осуществляется путем приклеивания. Соединение горловины с мешком осуществляется кольцевым сварным швом, для чего требуется, чтобы при сборке совпадали кромки свариваемых деталей.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении производительности, так как позволяет выполнять в одну операция процесс сборки и сварки, обеспечении повышения качества сварного шва за счет исключения образования гофров и скручивания элементов конструкции при сварке кольцевого шва и обеспечения формирования конфигурации сварного шва путем изменения скорости вращения ролика относительно линейной скорости свариваемых деталей.
Поставленная задача решается тем, что в устройстве для сборки и сварки изделий из полимерной пленки, включающем основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения, сварочный ролик выполнен в виде соединенного с приводом вращения диска, помещенного в открытую снизу камеру, в которой установлен обращенный к боковому торцу ролика нагревательный элемент.
Нагревательный элемент выполнен в виде снабженного измерителем температуры инфракрасного излучателя.
Обращенный к нагревательному элементу торец сварочного ролика выполнен в виде теплопоглощающей поверхности.
Сварочный ролик снабжен регулируемым приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей.
Привод вращения ролика соединен с приводом вращения держателя свариваемых деталей через вариатор скорости.
Выполнение сварочного ролика в виде соединенного с приводом вращения диска, помещенного в открытую снизу камеру, в которой установлен обращенный к боковому торцу ролика нагревательный элемент обеспечивает: возможность выполнения кольцевых и фигурных швов в процессе сварки, поскольку контакт между сварочным роликом и держателем свариваемых листов осуществляется в одной точке, что позволяет осуществлять разворот свариваемых листов пленки относительно плоскости ролика.
- захват и транспортирование свариваемых листов пленки, за счет синхронного вращения держателя для свариваемых элементов, соединенного с приводом его вращения и сварочного ролика с приводом его вращения. Это позволяет выполнять в одну операция процесс сборки и сварки;
- прижатие свариваемых поверхностей друг к другу и быстрый и локальный нагрев выше температуры плавления, но ниже температуры деструкции, что обеспечивает повышение качества сварного шва;
- сокращение продолжительности сварки, что особенно, необходимо для обеспечения сварки ориентированных пленок.
- разогрев участков свариваемых элементов, прилегающих к сварному шву, за счет подвода лучистого тепла через открытую нижнюю часть камеры к свариваемым элементам до температуры размягчения пленки, что исключает образование складок (гофров) в зоне сварки и обеспечивает повышение качества сварного шва;
- выполнение нагревательного элемента в виде снабженного измерителем температуры инфракрасного излучателя позволяет управлять процессом и режимами сварки.
- Выполнение обращенного к нагревательному элементу торца сварочного ролика в виде теплопоглощающей поверхности обеспечивает уменьшение потерь энергии при сварке и равномерный нагрев сварочного ролика.
Снабжение сварочного ролика регулируемым приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей обеспечивает повышение качества сварного шва за счет нормирования сдвиговых деформаций в зоне сварки.
Соединение привода вращения ролика с приводом вращения держателя свариваемых деталей через вариатор скорости обеспечивает адаптацию режима сварки к свойствам свариваемых материалов и простоту регулирования скорости ролика в зависимости от скорости вращения держателя свариваемых деталей. При отключенном вариаторе линейная скорость вращения рабочей части ролика может быть выше скорости перемещения свариваемых поверхностей, при включении вариатора эта скорость может быть уменьшена до заданной величины, подбираемой экспериментально.
На чертежах изображены:
фиг.1 - общий вид устройства, вид спереди;
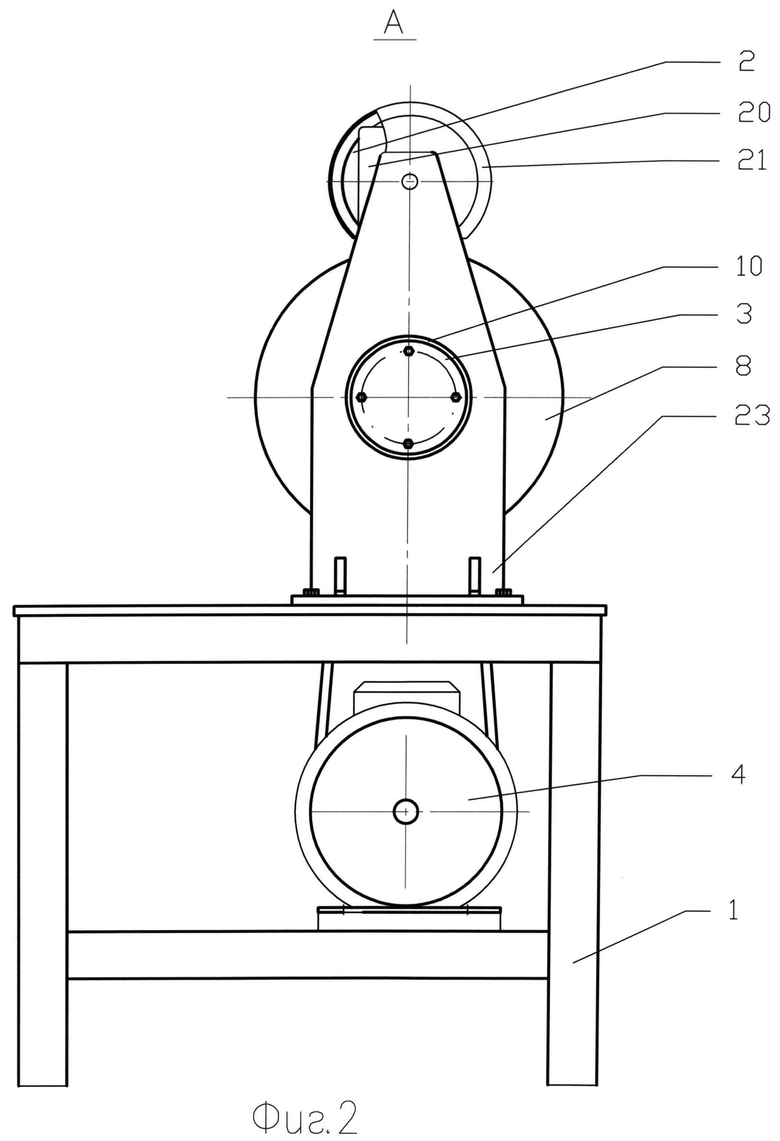
фиг.2 - то же, что на фиг.1, вид по стрелке А;
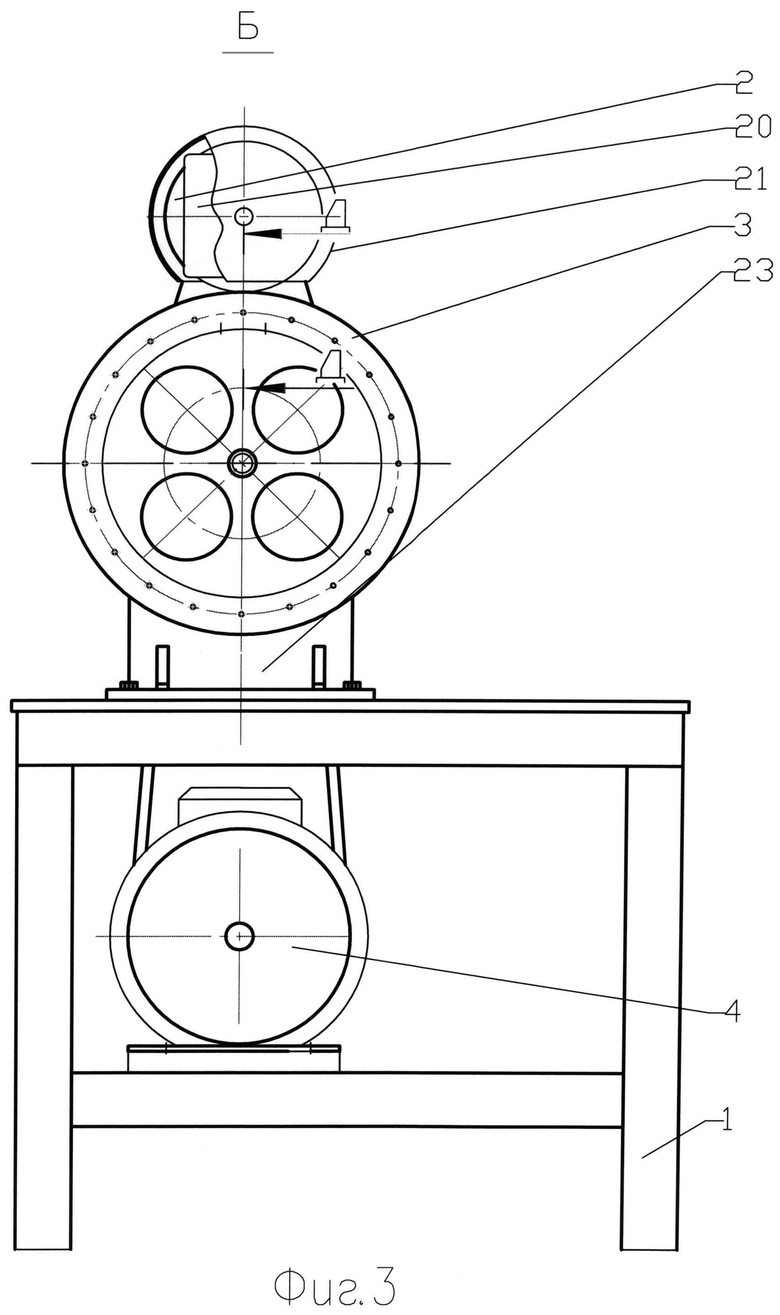
фиг.3 - то же, что на фиг.1, вид по стрелке Б;
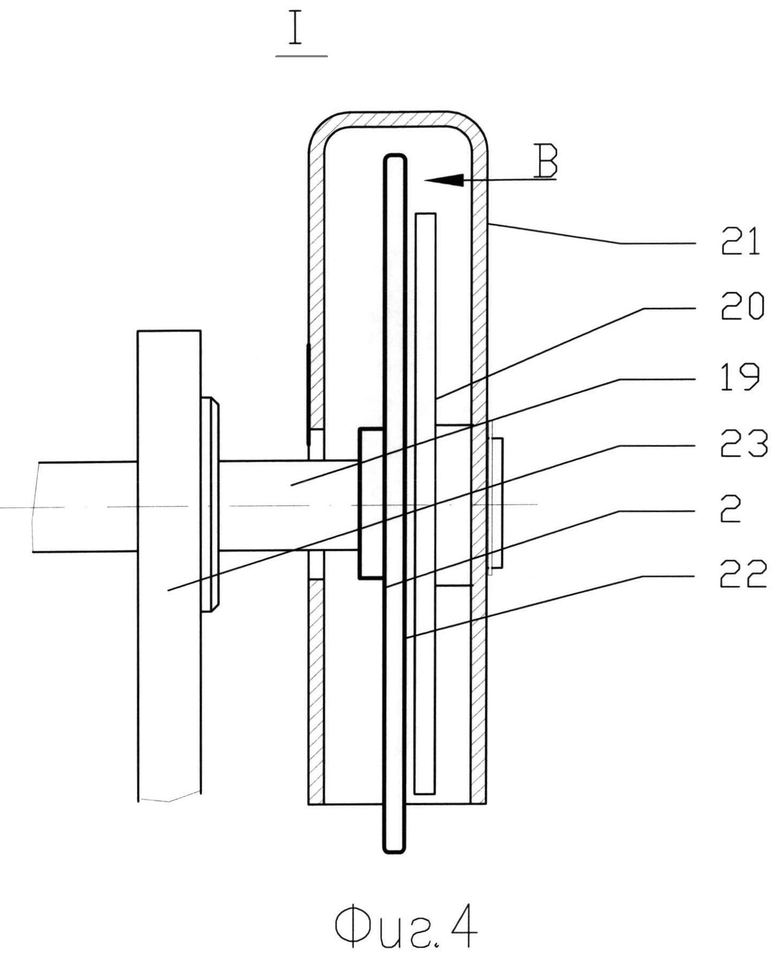
фиг.4 - вид сварочного ролика в кожухе;
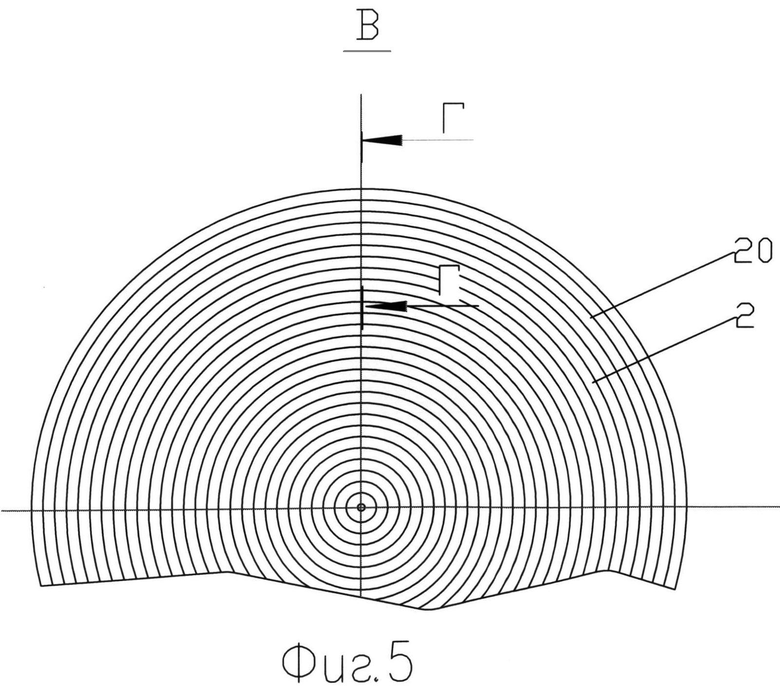
фиг.5 - вид ролика по стрелке В;
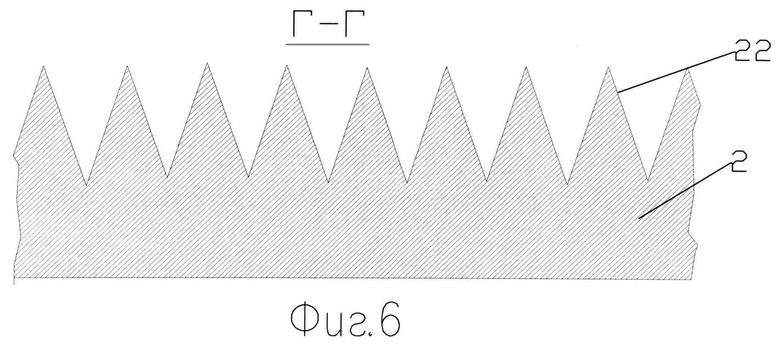
фиг.6 - сечение сварочного ролика по Г-Г, фиг.5;
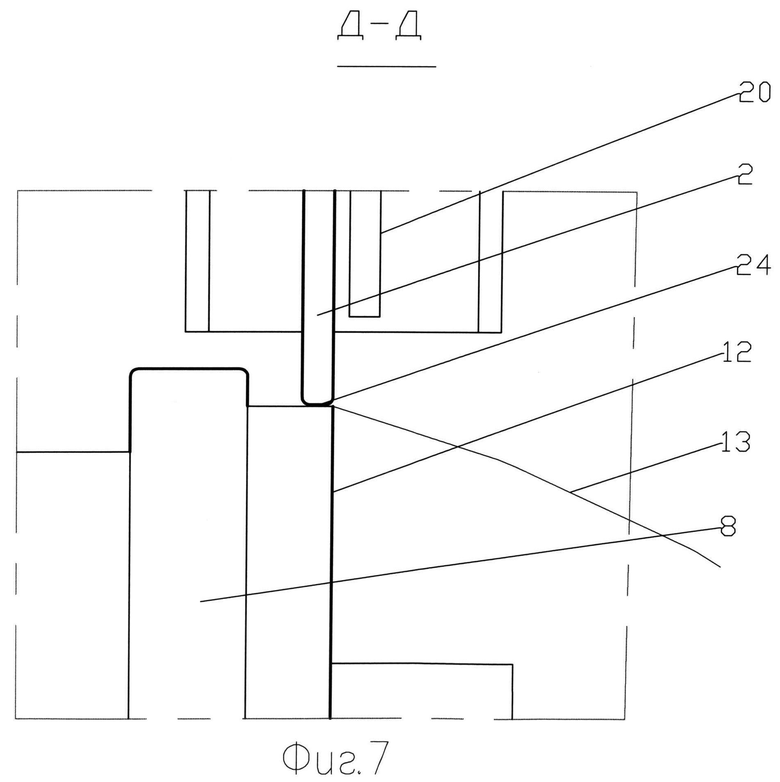
фиг.7 - выноска I, показано взаимное положение сварочного ролика и держателя свариваемых деталей в момент сварки.
Перечень позиций, указанных на чертежах:
1 - основание;
2 - сварочный ролик;
3 - держатель свариваемых деталей;
4 - привод;
5 - шкив привода;
6 - шкив;
7 - вал;
8 - диск;
9 - обойма;
10 - оправка;
11 - прижимное устройство;
12 - свариваемая деталь - кольцо;
13 - свариваемая деталь - оболочка;
14 - разжимной шкив;
15 - подпружиненный шкив;
16 - промежуточный вал;
17 - шестерня;
18 - зубчатое колесо;
19 - вал;
20 - кожух;
21 - нагреватель;
22 - теплопоглощающая поверхность;
23 - стойка;
24 - сварной шов;
Устройство для сборки и сварки изделий из полимерной пленки содержит основание 1, сварочный ролик 2, держатель для свариваемых деталей 3, соединенный с приводом его вращения 4 через клиноременную передачу, включающую шкив 5, установленный на приводе 4, и шкив 6, установленный на валу 7. Держатель для свариваемых деталей 3 выполнен в виде диска 8, на котором установлена обойма 9 из антиадгезионного материала, например, из листового фторопласта Ф-4, и закреплена оправка 10 в виде обечайки. К обойме 9 примыкает прижимное устройство 11, фиксирующее свариваемые детали - кольцо 12 с упругим элементом в центральной части и оболочку 13. На валу 7 помимо шкива 6 установлен разжимной шкив 14, соединенный с подпружиненным шкивом 15 клиноременной передачи, выполняющей функции вариатора скорости вращения. Такая передача - клиноременный вариатор - описана в технической литературе. При сведении половин и разведении половин разжимного шкива 14 соответственно сводятся и разводятся половины подпружиненного шкива 15. Подпружиненный шкив 15 установлен на промежуточном валу 16, на котором установлена также шестерня 17, взаимодействующая с зубчатым колесом 18, установленным на валу 19. На валу 19 закреплен сварочный ролик 2, заключенный в открытый снизу кожух 20, на боковой стенке которого установлен нагреватель 21 в виде снабженного термопарой инфракрасного излучателя. Торцовая поверхность ролика 2, обращенная к нагревателю 21 снабжена кольцевыми канавками, образующими теплопоглощающую поверхность 22. Валы 7, 16 и 19 установлены в подшипниковых узлах (не показаны), установленных на стойках 23. На фиг.1 показан сварной кольцевой шов 24.
Устройство работает следующим образом.
Свариваемые детали устанавливаются на держателе свариваемых деталей 3. Для этого кольцо 12 центральным отверстием в упругом элементе устанавливается на оправке 10, что обеспечивает прилегание его краев к торцу диска 8 и его центровку относительно оси вращения диска 8. Оболочка 13 устанавливается на держателе свариваемых деталей 3, и края кольца 12 и оболочки 13 фиксируются на обойме 9 диска 8 прижимным устройством 11 так, чтобы обеспечивалась фиксация краев свариваемых деталей на поверхности обоймы 9. Свободный конец оболочки 15 заправляется в полость оправки 10, тем самым обеспечивается предохранение оболочки 13 от повреждений в процессе сварки. На этом сборка изделия (в частности колпака) перед сваркой заканчивается.
Для выполнения сварки кольцевого сварного шва 24 включается двигатель привода вращения 4 держателя свариваемых деталей 3 и через шкив 5 вращение передается на шкив 6, установленный на валу 7. Вращение вала 7 осуществляется в подшипниках (не показаны), установленных в стойках 23, закрепленных на основании 1. Установленный на валу 7 разжимной шкив 14, соединенный клиноременной передачей с подпружиненным шкивом 15, установленным на промежуточном валу 16 позволяет изменять скорость вращения промежуточного вала 16, а использование пары шестерни 17 и зубчатого колеса 18 обеспечивает изменение направления вращения вала 19 вместе со сварочным роликом 2 на противоположное. При подведении сварочного ролика 2 к свариваемым деталям 12 и 13 формируется сварной кольцевой шов 24. Нагрев сварочного ролика 2 осуществляется передачей лучистой энергии в инфракрасном диапазоне от нагревателя на теплопоглощающую поверхность 22. Температура нагрева сварочного ролика 2 регулируется изменением питающего напряжения, подаваемого на нагреватель 21 по показаниям встроенной в нагреватель 21 термопары. Кожух 20 препятствует отводу тепла нагретого сварочного ролика 2 в окружающее пространство и обеспечивает защиту оператора от касания к нагретым поверхностям.
После окончания сварки привод 4 останавливается, сварочный ролик 2 отводится в верхнее положение и прижимное устройство 11 отводится от обоймы 9. Готовое изделие снимается с оправки 10.
Предлагаемое устройство просто в аппаратурном исполнении и эксплуатации и обеспечивает сборку и сварку кольцевых швов изделий из полимерной пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| Устройство для контактной роликовой сварки | 1980 |
|
SU925579A1 |
| Устройство для упаковывания группы изделий в пленку | 1984 |
|
SU1310291A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2263051C1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
Устройство предназначено преимущественно для сварки кольцевых швов изделий в виде мешков и оболочек различного назначения. Устройство содержит основание 1, сварочный диск 2 и держатель 3 для свариваемых деталей с приводом 4 его вращения. Диск 2 соединен с приводом его вращения и помещен в открытую снизу камеру 20, в которой установлен обращенный к боковому торцу диска 20 нагревательный элемент 21. Устройство обеспечивает повышение качества сварки. 4 з.п ф-лы, 7 ил.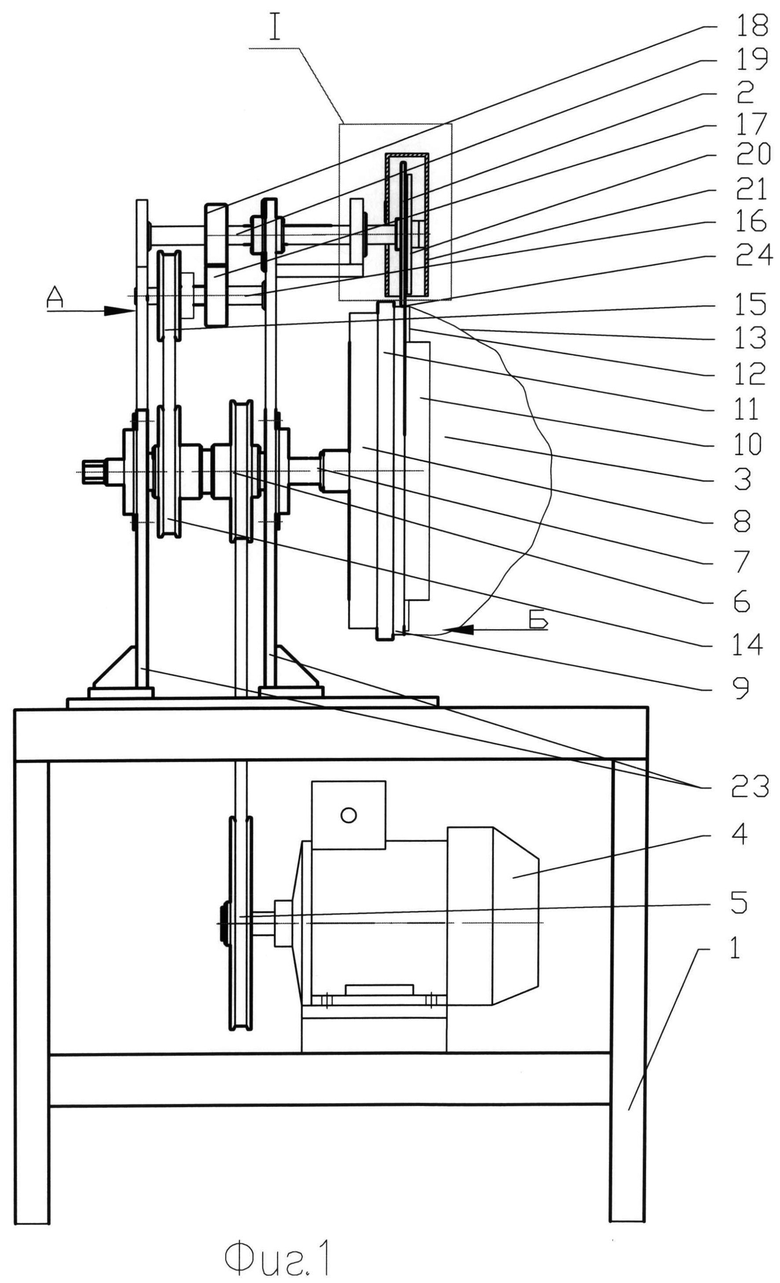
1. Устройство для сборки и сварки изделий из полимерной пленки, включающее основание, сварочный ролик, держатель для свариваемых деталей с приводом его вращения, отличающееся тем, что сварочный ролик выполнен в виде соединенного с приводом вращения диска, помещенного в открытую снизу камеру, в которой установлен обращенный к боковому торцу диска нагревательный элемент.
2. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что нагревательный элемент выполнен в виде снабженного измерителем температуры инфракрасного излучателя.
3. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что обращенный к нагревательному элементу торец сварочного диска выполнен в виде теплопоглощающей поверхности.
4. Устройство для сборки и сварки изделий из полимерной пленки по п.1, отличающееся тем, что сварочный диск снабжен регулируемым приводом вращения, кинематически соединенным с приводом вращения держателя свариваемых деталей.
5. Устройство для сборки и сварки изделий из полимерной пленки по п.1 или 4, отличающееся тем, что привод вращения диска соединен с приводом вращения держателя свариваемых деталей через вариатор скорости.
| RU 2056239 С1, 20.03.1996 | |||
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И РУЧНОЙ СВАРОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2048985C1 |
| Устройство для соединения термопластичных материалов | 1989 |
|
SU1752571A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ ПЛЕНОК | 1992 |
|
RU2081750C1 |
| EP 1486316 A1, 15.12.2004. | |||

