Изобретение относится к устройствам для односторонней сварки с обратным формированием шва.
Изобретение может быть применено в судостроении, химическом, нефтяном, транспортном, энергетическом машиностроении при сварке труб малого диаметра и труб с фланцами.
Известны два технологических приема сборки труб под сварку:
сборка стыка на прихватках;
сборка с помощью различного рода сжимающих приспособлений (мощные внутренние и внешние центраторы, установочные цепи, уголки, болты и т.п.), позволяющие без постановок прихваток выполнять сварку кольцевых стыковых труб.
Сварка стыков "на весу" со 100%-ным проплавлением кромок, что, как правило, требуют нормативные технические документы, сопряжена со значительными трудностями, связанными с необходимостью удержания сварочной ванны от протекания и со 100%-ным радиографическим контролем сварных соединений. В обоих случаях, уже до сварки, искусственно создаются условия для ее осложнения. Впервые постановка прихваток и необходимость их переплавить при сварке без образования дефектов сварного соединения, во втором постановка, как правило с внешней стороны, дополнительных устройств, осложняющих доступ к стыку сварочным инструментом.
Широкое применение для сварки корневого прохода "на весу" прецезионных устройств и способов сварки, например, однодуговой неплавящимся электродом с присадочной проволокой, весьма проблематично по экономическим соображениям и ограничено сваркой поворотных стыков.
Известны также разнообразные устройства для сборки, центрирования и сварки труб на различного рода подкладных удерживающих сварочную ванну от протекания элементах, используемых в зависимости от типоразмера труб и от того, является свариваемый стык поворотным или неповоротным.
Применяемые для этих целей подкладные и разжимные кольца, вращающиеся медные ролики, скользящие медные подкладки не обеспечивают получение качественного сварного соединения, создают значительные трудности при снятии подкладного устройства после сварки (в связи с затеканием металла в зазоры между разжимаемыми элементами устройства) и в силу специфических условий кристаллизации сварочной ванны на холодной меди и часто не обеспечивают необходимого качества сварного соединения. Используемые в этом случае режимы сварки корневого прохода не допускают значительного превышения его по сварочному току, так как в противном случае повреждается само устройство, "примерзая" к сварочному шву. При этом образуются дефекты шва, связанные с нарушением формирования, протеканием ванны, снятием устройства, подлегированием металла шва медью и т.д.
Известны способ и формирующие устройства для сварки с обратным формированием шва на стеклотканевой подкладке поджимаемой к свариваемому стыку медным ползуном.
Суть способов односторонней сварки на стеклотканевой подкладке заключается в следующем.
Во время сварки производится полное проплавление стыкуемых кромок и расплавление прижатой к ним стеклоленты, образующей при проплавлении шлак (SiO2), защищающий металл сварочной ванны снизу от атмосферы и формирующий обратную.
При этом геометрические размеры обратного валика определяются размерами выплавляемой в стеклоподкладке канавки. Одновременно использование эластичной стеклоподкладки (tпл ≈ 1700оС) позволяет:
защитить от прямого действия тепла сварочной дуги (tg ≈ 6000оС) медный ползун (tплcи=1083оС), т.е. работать на более мощных, позволяющих легко переплавлять сборочные прихватки и производительных режимах сварки;
сваривать криволинейные обечайки и стыки с депланацией кромок, так как она плотно прилегает к стыку и исключает протекание металла сварочной ванны в зазор между поверхностью свариваемых листов и ползуном.
Известны поджимающие стеклоленту к стыку медные ползуны как с плоской поверхностью, так и с формирующей канавкой, причем в последнем случае укладка стеклоленты на формирующую поверхность канавки производится с помощью вакуума. Этот способ имеет определенные технологические преимущества.
Цель изобретения повышение качества кольцевых швов, надежности технологического оборудования и удобства в работе при сварке труб с фланцами.
Поставленная цель достигается тем, что формирующее устройство, содержащее разжимное медное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью осевого перемещения на полом штоке, содержит сменную эластичную формирующую подкладку с шириной и толщиной равными соответственно ширине и глубине канавки в разжимном кольце и длиной π ˙ D, при этом концы подкладки, на длине  выполнены толщиной δ/2, а общее количество разжимных элементов n ≥
выполнены толщиной δ/2, а общее количество разжимных элементов n ≥  причем
причем  ≥ δ где D диаметр разжимного кольца в разжатом состоянии, мм; b разница диаметров разжимного кольца в разжатом и сжатом состояниях, обеспечивающая свободную установку и снятие устройства после сварки, мм, δ толщина эластичной подкладки.
≥ δ где D диаметр разжимного кольца в разжатом состоянии, мм; b разница диаметров разжимного кольца в разжатом и сжатом состояниях, обеспечивающая свободную установку и снятие устройства после сварки, мм, δ толщина эластичной подкладки.
При этом эластичная формирующая подкладка выполнена в виде ленты, из продольных многослойных многокомпонентных неорганических волокон, переплетенных в единую тканую структуру поперечной нитью с толщиной слоев свободных от поперечной армировки продольных волокон, выкладываемых вдоль их направления в нерасплетенной ленте, равной половине ее изначальной толщины.
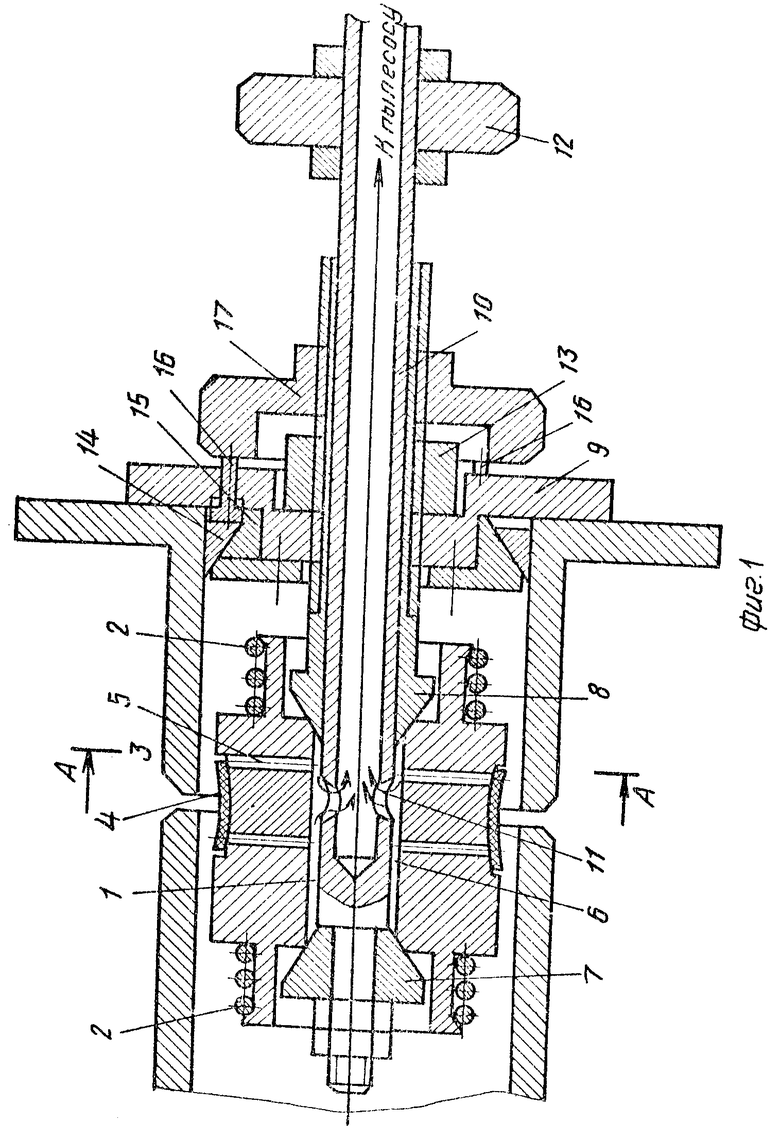
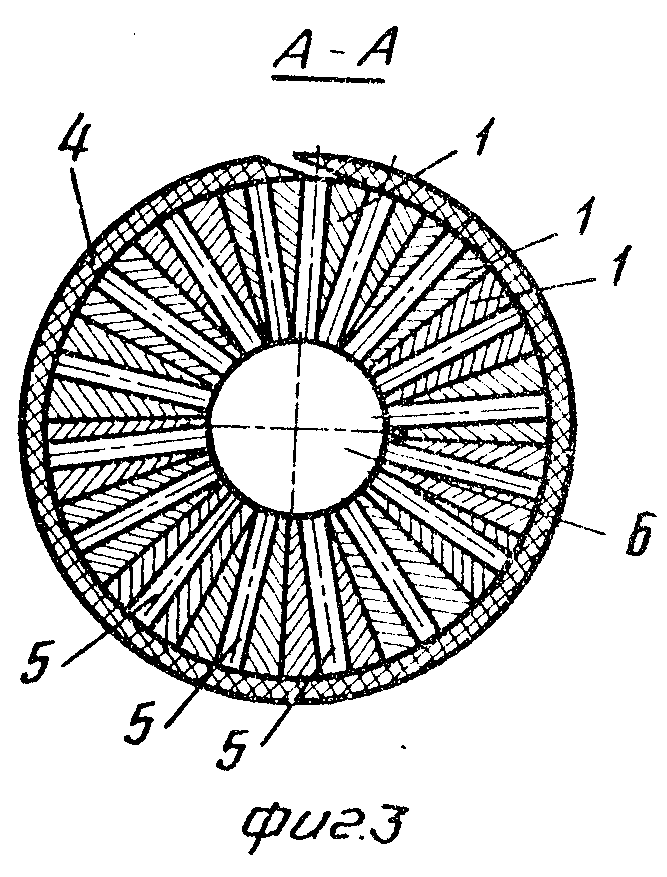
На фиг. 1-3 изображено предлагаемое устройство.
Разжимное кольцо, состоящее из секторных медных элементов 1, стянутых пружинами 2, имеет на наружной поверхности общую канавку 3 для сменной подкладной ленты 4. В поверхности канавки, по ее краям, выполнены отверстия 5, соединяющие ее с цилинидрической полостью 6, образуемой внутренними цилиндрическими поверхностями разжимных конусов 7 и 8. Разжимные конусы подвижный 7 и неподвижный 8, относительно центратора 9, связаны полым штоком 10 с отверстиями 11, соединяющими полость канавки 3 с всасывающим шлангом пылесоса (через отверстие 5 и полость 6).
Подвижной конус 7 имеет винтовой привод от центратора 9 (через шток 10) и гайки 12. Положение неподвижного конуса 8, а следовательно и канавки 3 с подкладкой 4, относительно свариваемых кромок трубы и фланца при наладке регулируется за счет его резьбового соединения с центратором и стопорной гайки 13. В состав центратора 9 входят: конусное прижимное разрядное кольцо 14, конус 15, толкатели 16 и гайка 17.
Устройство работает следующим образом.
В исходном состоянии разжимное кольцо из элементов 1 стянуто пружинами 2, что обеспечивается соответствующим положением подвижного конуса 7, имеющего привод от гайки 12. Диаметр кольца в сжатом состоянии (d) примерно на 6 мм меньше, чем условный проходной диаметр свариваемых труб (Dy), что обеспечивает свободную постановку и снятие устройства после сварки.
После введения устройства в трубу фланца, путем вращения гайки 17 производится их взаимная центровка, при этом усилие от торцовой поверхности гайки 17, через толкатели 16 передается конусному пружинному разрезному кольцу 14, которое, перемещаясь в осевом направлении по поверхности конуса 15, разжимается в радиальном направлении и фиксирует устройство относительно трубы фланца. Положение неподвижного конуса 8 относительно центратора 9, определяющего совпадение канавки 3 со свариваемой кромкой трубы фланца, регулируется до центровки устройства относительно фланца, при отпущенной гайке 17 за счет резьбового соединения конуса с центратором и стопорной гайки 13.
Укладка и удержание сменной стеклотканевой подкладки 4 в канавке 3 производится с помощью вакуума, передаваемого от его источника (пылесоса) к ее нижней поверхности через отверстие 5 в элементах 1, цилиндрическую полость 6, отверстия 11 и полый шток 10.
Подкладка 4 выполняется из продольных многокомпонентных стекловолокон их сложным переплетением в единую тканевую структуру поперечной бесконечной кремнеземной нитью, причем общая толщина слоев, свободных от поперечной армировки продольных волокон составляет половину ее первоначальной толщины, а общая длина ленты, укладываемой в канавку 3, определяется как π ˙ Dy. Для надежной стыковки концов и возможности перемещения ленты в канавке, выполняемой по краям глубиной, равной толщине ленты, при распирании и поджатии разжимных элементов 1 к стыку, концы ее предварительно расплетаются (путем легкого вытягивания поперечной нити) на длине, определяемой .
.
Для стыковки концов ленты, один из элементов 1 разжимного кольца изготавливается двойным по ширине. После укладки стеклоподкладки устройство вводится в привариваемую к фланцу трубу. Вращением гайки 12 подвижной конус 7, перемещаясь в осевом направлении, распирает элементы 1 разжимного кольца, стянутые пружинами 2, до соприкосновения их с внутренними поверхностями свариваемых труб одновременным их центрированием и зажатием с необходимым зазором (или без него) между их кромками.
При расширении кольца подкладка 4 имеет возможность перемещения в канавке 3 за счет конструктивных особенностей, описанных выше, что гарантирует качественную сборку соединения под сварку.
Общее количество элементов в кольце определяют из выражения:
n ≥  причем
причем  ≥ δ где D диаметр разжимного кольца в разжатом состоянии (D=Dy), мм;
≥ δ где D диаметр разжимного кольца в разжатом состоянии (D=Dy), мм;
δ толщина подкладной стеклоленты, мм.
Представленное выражение, по существу, представляет условие исключения протекания металла сварочной ванны в зазоры разжатого кольца из элементов 1 по предлагаемому способу сварки труб на стеклоподкладке.
Например, экспериментальные работы, проведенные в ИЭС по сварке определенного типоразмера труб, показали, что оптимальная толщина ленты составляет 1,5 мм.
Тогда n ≥ 
 12 шт
12 шт
При таком количестве элементов в кольце, максимальный зазор между ними составит всего 1,5 мм (т.е. равный толщине подкладки), что при сравнительно тугоплавкой подкладке, гарантированно исключает ее сквозное проплавление над зазором между элементами и протекание в него металла и шлака при соблюдении режимов сварки.
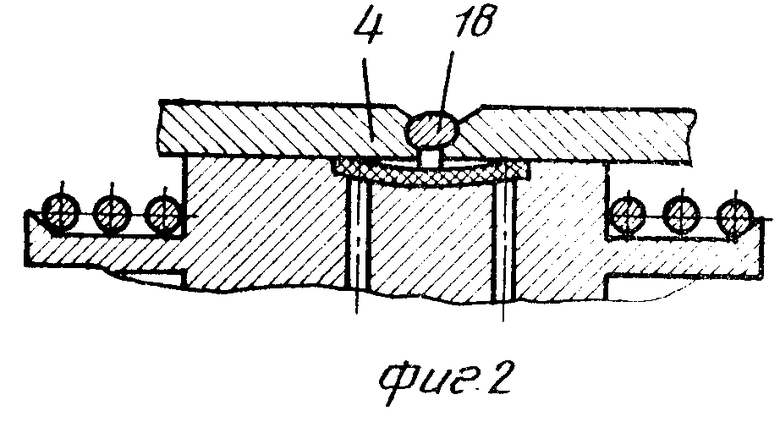
Если трубы собираются под сварку с зазором, то непосредственно перед сваркой в одном месте собранного стыка ставится легкая прихватка 18, дополнительно фиксирующая кромки от перемещения при сварке.
Сварка в этом случае начинается с диаметрально противоположной от прихватки стороны. При сварке беззазорного стыка постановка прихватки необязательна, поскольку при сварочном нагреве кромки стыка движутся навстречу друг другу. Во время сварки производится полное проплавление кромок стыкуемых труб и расплавление прижатой к ним стеклоподкладки, образующей при плавлении шлак (SiO2), защищающий металл сварочной ванны снизу от атмосферы и формирующий обратную сторону шва. Геометрические размеры обратного валика определяются толщиной формирующей подкладки 4, геометрией канавки 3 и режимом сварки. Одновременно, подкладка защищает элементы 1 от теплового воздействия дуги (так как температура плавления подкладки tпл.SiO2 ≈ 1600-1700оС, а меди tпл.си=1083оС и гарантированно предотвращает попадание расплава сварочной ванны в зазоры между разжатыми элементами 1.
Характерной особенностью предлагаемой технологии является возможность проведения процесса на повышенных токовых режимах, гарантирующих полное проплавление стыкуемых кромок и переплавление, а также значительное упрощение задачи сварщика при сварке неповоротных стыков и снижение вероятности брака.
После сварки производится снятие устройства в последовательности, описанной выше, при этом стеклоподкладка, приклеивающаяся шлаком к обратной стороне шва, остается на сваренном стыке. После остывания шва производится легкое обстукивание стыка снаружи молотком, при этом использованная подкладка отделяется от шва и вместе со шлаком удаляется из трубы.
Использование подкладки из продольно ориентированных волокон атомоборосиликатного стекла позволяет получать формирование обратной стороны шва очень высокого качества.
Предлагаемое устройство и стеклоподкладка позволяют снизить трудоемкость и повысить качество сварных соединений при сварке как поворотных, так и неповоротных стыков труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| СЪЕМНОЕ ПОДКЛАДНОЕ УСТРОЙСТВО | 1967 |
|
SU224735A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Устройство для формирования обратной стороны сварного шва при сварке труб | 1982 |
|
SU1052398A1 |
| Способ дуговой сварки неплавящимся электродом | 1980 |
|
SU941066A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
Использование: устройство для односторонней сварки с обратным формированием шва, может быть применено в судостроении, химическом, нефтяном, транспортном, энергетическом машиностроении при сварке труб малого диаметра и труб с фланцами. Сущность изобретения: формирующее устройство для односторонней сварки с принудительным формированием кольцевых швов содержит разжимное медное кольцо, состоящее из нескольких элементов секторной формы с формирующей канавкой, связанных между собой пружинами, установленное с возможностью осевого перемещения на полом штоке. Устройство содержит также сменную эластичную формирующую подкладку с шириной и толщиной, равными соответственно ширине и глубине канавки в разжимном кольце и длиной π·D. Концы подкладки, на длине πb/2, выполнены толщиной δ/2, а общее количество разжимных элементов n≥ πb/2, причем b/2≥ δ, где D диаметр разжимного кольца в разжатом состоянии, мм; b разница диаметров разжимного кольца в разжатом и сжатом состояниях, обеспечивающая свободную установку и снятие устройства после сварки, мм; d толщина эластичной подкладки. Эластичная формирующая подкладка выполнена в виде ленты из продольных многослойных многокомпонентных неорганических волокон, переплетенных в единую тканую структуру поперечной нитью с толщиной слоев свободных от поперечной армировки продольных волокон, выкладываемых вдоль их направления в нерасплетенной ленте, равной половине ее изначальной толщины. 1 з.п. ф-лы, 3 ил.
где D диаметр разжимного кольца в разжатом состоянии, мм;
b разница диаметров разжимного кольца в разжатом и сжатом состоянии, обеспечивающая свободную установку и снятие устройства после сварки, мм;
δ -толщина эластичной подкладки, мм.
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
