Изобретение относится к области сварки, а именно к конструкции устройства, используемых при сборке и сварке цилиндрических изделий с принудительным формированием кольцевого шва, в частности изделий с односторонним входным торцовым отверстием диаметром меньше свариваемого шва. Цель изобретения - расширение технологических возможностей устройства за счет увеличения радиального хода разжимных секторов.
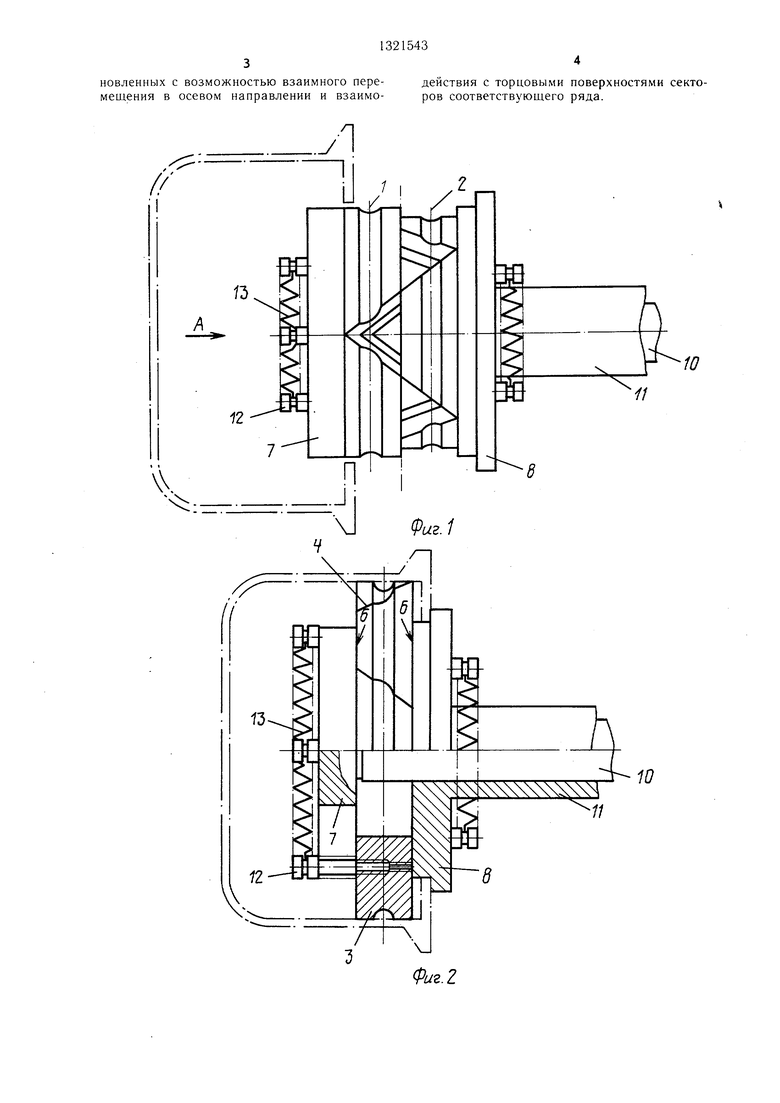
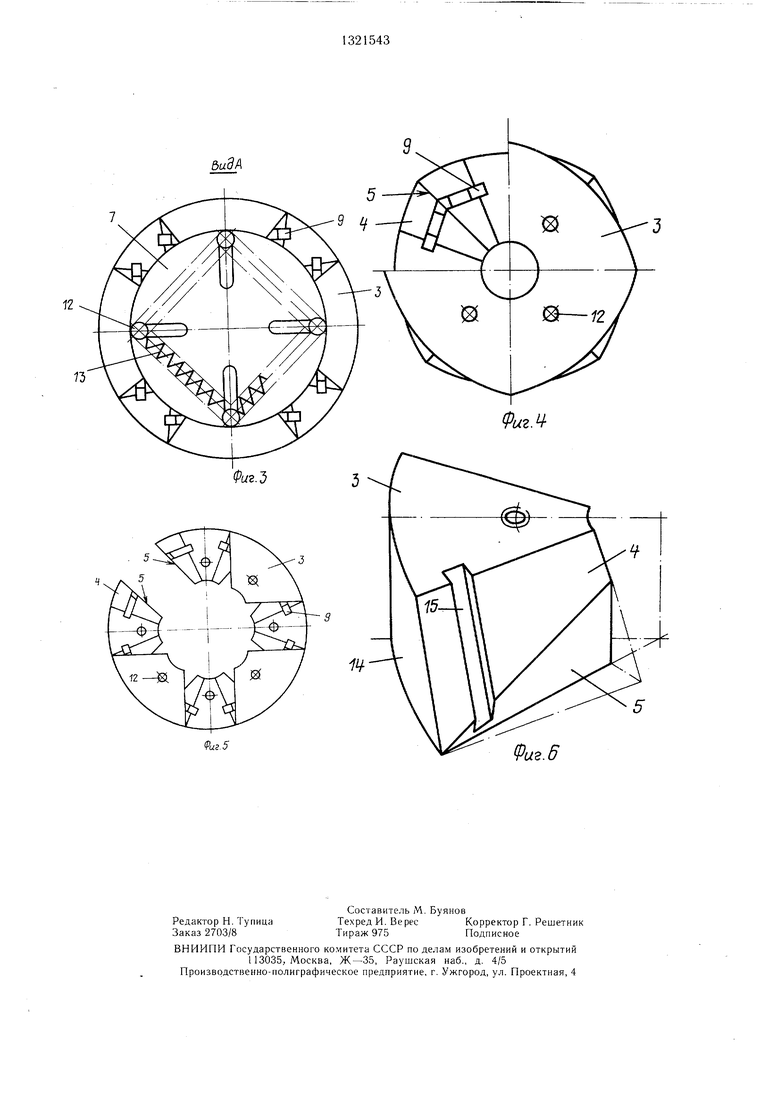
На фиг. 1 представлено устройство,: исходное положение; на фиг. 2 - то же, рабочее положение; на фиг. 3 -- вид А на фиг. 1; на фиг. 4 - разжимные сектора, исходное положение (один сектор не показан); на фиг. 5 - то же, рабочее положение; на фиг. 6 - разжимной сектор, аксонометрия. Устройство в качестве основного рабочего элемента содержит подкладное кольцо, образованное двумя рядами 1 и 2 четного количества разжимных секторов 3, взаимодействующих между собой по дополнительным поверхностям 4 скольжения (фиг. 2) и контактирующих по дополнительным поверхностям 5 Б момент наименьшего охватывающего диаметра подкладного кольца (фиг. 4).
Разжимные сектора 3 установлены между перпендикулярными к оси устройства плоскостями б (фиг. 2) двух дисков 7 и 8. Между разжимными секторами 3 установ- ленЪ призматические направляюндие 9, выполненные в виде шпонок.
Толкатели 7 и 8 смонтированы соос- но с помощью штанги 10 и втулки 11. Центрация разжимных секторов относительно оси устройства обеспечивается винтами 12 по радиальным пазами дисков 7 и 8. Разжимные элементы 3 каждого ряда стягиваются между собой пружинами 13 обратного хода посредством тех же винтов 12. Дополнительная поверхность 5 (фиг. 6) образуется путем сечения каждой боковой поверхности разжимного сектора 3 плоскостью, параллельной оси устройства и проходящей через точку пересечения трех поверхностей сектора 3: боковой 4, наружной цилиндрической 14 и торцовой (на фиг. 6 не видно), взаимодействующей с дисками 7 или 8.
Призматические направляющие 9 размещаются в пазах 15, выполненных на боковых поверхностях 4 каж.дого сектора 3 и расположенных в плоскости, параллельной оси устройства.
Устройство работает следующим образом. Перемещая втулку 11 по штанге 10 механизмом разжима, нап|)имер пневмопоршнем (не показан), раздвигают диски 7 и 8. Под действием пружин 13 разжимные сектора 3 сдвигаются к оси устройства до соприкосновения между собой по дополнительным поверхностям 5. Охватывающий диаметр подкладного кольца принимает в этом случае наименьшее значение, а ширина
подкладного кольца -- наибольшее. Это дает возможность ввести устройство внутрь свариваемого изделия через входное торцовое отверстие.
Затем диски 7 и 8 сближают, при этом
они воздействуют плоскостями 6 на ряды 1 и 2 разжимных секторов 3 подкладного кольца.
Разжимные сектора 3 вклиниваются меж- ду собой по боковым поверхностям 4 в строго осевом направлении, определяемом призматическими направляющими 9, тем самым увеличивают диаметр рабочей поверхности подкладного кольца до положения, когда
г рабочая поверхность принимает цилиндрическую форму и приходит в соприкосновение с внутренней поверхностью изделия. Расположение формирующей канавки рабочей поверхности подкладного кольца по кольцевому стыку изделия обеспечивается
0 прижатием изделия к бурту, выполненному на диске 8, например, центром задней бабки сварочной установки (не показана). В таком положении производят сварку шва. После сварки, раздвигая диски 7 и 8, уменьшают диаметр подкладного кольца до наименьшего значения, и устройство свободно извлекают из изделия.
Устройство позволяет производить сварку кольцевых стыков с принудительным формированием шва изделий, диаметр котоp рых в 1,5-1,6 раза превышает диаметр входного отверстия, что значительно расширяет технологические возможности и обеспечивает высокие качества сварных швов.
Формула изобретения
1.Устройство для сборки и сварки кольцевых швов, содержащее два ряда клиновидных разжимных секторов, установленных с возможностью перемещения в осевом и радиальном направлениях и взаимодействия
между собой по скошенным боковь м поверхностям и механизм перемещения разжимных секторов, отличающееся тем, что, с целью расширения технологических возможностей устройства за счет увеличения радиального хода разжимных секторов, каждый сектор снабжен дополнительными поверхностями, параллельными оси устройства и проходящими через точки пересечения каждой боковой поверхности с наружной цилиндрической и торцовой поверхностями
данного сектора.
2.Устройство по п. 1, отличающееся тем, что оно снабжено призматическими направляющими элементами, размещенными в пазах, выполненных в боковых поверхностях разжимного сектора и лежащих в
плоскости, параллельной оси устройства.
3.Устройство по п. 1, отличающееся тем. что механизм перемещения разжимных секторов выполнен в виде двух дисков, установленных с возможностью взаимного перемещения в осевом направлении и взаимодействия с торцовыми поверхностями секторов соответствующего ряда.
10
//
6
10
Фиг..
&идА
иг.5
5
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Устройство для сборки и сварки кольцевых стыков с формированием обратной стороны шва | 1984 |
|
SU1235688A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| РАЗЖИМНОЕ ПОДКЛАДНОЕ КОЛЬЦО ДЛЯ СБОРКИ И СВАРКИ | 1972 |
|
SU423595A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Разжимное подкладное кольцо для сборки и сварки цилиндрических изделий | 1977 |
|
SU640836A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
Изобретение относится к области сварки, в частности к устройствам для сборки и сварки изделий с принудительным формированием кольцевого шва, и может быть применено при изготовлении сварных изделий с односторонним входным торцовым отверстием диаметром, меньшим свариваемого. Целью изобретения является расширение технологических возможностей. Устройство содержит подкладное кольцо с двумя рядами формирующих секторов. Под действием привода механизма разжима формирующие сектора сдвигаются до соприкосновения между собой по дополнительным плоскостям. При этом охватывающий диаметр подкладного кольца принимает наименьшее значение, а ширина его - наибольшее. Это дает возможность ввести устройство внутрь свариваемого изделия через входное торцовое отверстие. После сборки и сварки благодаря наличию дополнительной плоскости устройство свободно извлекается из изделия. 2 з.п.ф-лы, 6 ил. со ю сд 4 СО
Составитель М. Буянов
Техред И. ВересКорректор Г. Решетник
Тираж 975Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Внутреннее формирующее устройство для сварки кольцевых швов | 1975 |
|
SU554123A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ВНУТРЕННЕЕ ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СВАРКИ | 0 |
|
SU397300A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
