ilsoopeTcni-ie относится к способам электродуговой приварки шпилек на плоскость с помощью сварочных пистолетов. В основном авт. СР.. опнсан с;1особ прнвар1сн шпилек ( П;):1л;с;ен1;ем з; )япсе заготовлеиjibix к п ;мическ;1Х чамо, 11адсваеivijvix HCjic; cnapiiOH iia KOiiei; нкниьhji. При этом время горения дугп }стаиавл;;Ва1;1Ся : |;егулпустси с
ПОМОНДЬЮ особых устройств
определяется свапн1,;кпм ь процессе работы.
Чтобы избсл(ать npiiMCHeiii; ; донолиительивтх устройств, регулируюгдих время горения дуги при приварке шпилек, предлагается иепользоватв керамическне шайбы с кольцевым выступом на внутренней I oвep :нocти. Такне шайбы приготавливаются из обычных флюсов пли электродпых обыазок мелкой грану.чяции.
При сварке шпилька упирается в кольцевой выступок шайбы. Под действием дуги он оплавляется и шпилька подается в ваппу жидкого металла на изделия, закорачивая дугу и прекращая процесс сварки.
Время оплавления выступа шайбы определяет время горения дугп.
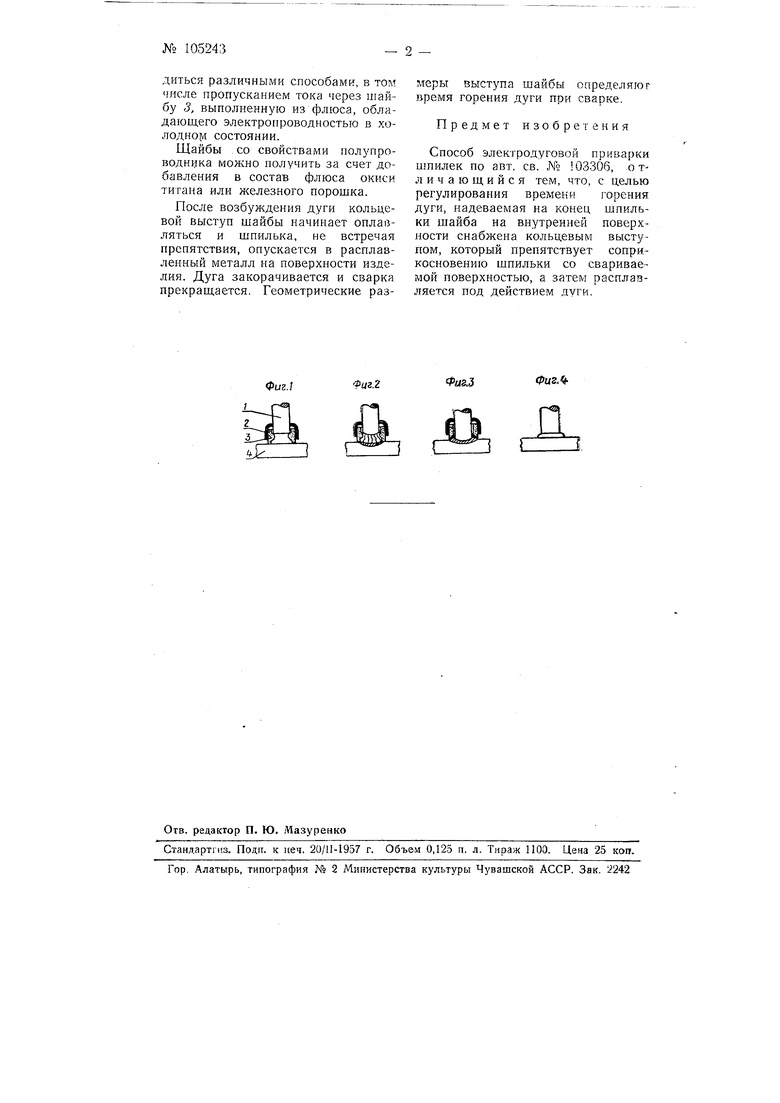
ПредлагаемЕпй способ приварки шпилек поясняется фиг. 1-4, где схемагичсски представлены отделв -Нз;1; стадн нроцссса ceapKi-i. Ыа (Ьнг. 1 показаиа установка (;.10;1 11Н1нлькн с иишбой; на 2----горсн;;е сварочной д 1и; )иг. 3--() ишильк ; в V расплавлС|;ного л;еталла; на ф|И1 4-готовое cBaiMiOC сседине11;е.
Процесс нриваоки шиилск производится с номо)ць;о нростейнлего сварон-юго нисто.яета, .ляЮ1:|,его закренленне шпильки, подвод тока и создаиие давления на HJHUjHjKy с номошью нружины.
На конец нлпнльки 1 надевается картонный ободок 2, который закреилеи иа кepa н-Iчecкoй шайбе 3. Нижний конец шайбы упирается в изделие 4, иа которое приваривается Г1НН1лька.
Пружина сварочного пистолета прижимает И1пильку к кольцевому выступу.
Возбуждение дуги между шпилькой 1 и изделием 4 может производиться различными способами, в том числе пропусканием тока через uiaftбу 3, выполненную из флюса, обладающего электропроводностью в холодном состоянии.
Щайбы . со свойствами полупроводника можно получить за счет добавления в состав флюса окиси титана или железного порошка.
После возбуледения дуги кольцевой выступ шайбы начинает оплавляться и шпилька, не встречая препятствия, опускается в расплавленный металл на поверхности изделия. Дуга закорачивается и сварка прекраш,ается. Геометрические размеры выступа шайбы определяют время горения дуги при сварке.
Предмет изобретения
Способ электродуговой приварки шпилек по авт. св. № 503306, отличающийся тем, что, с целью регулирования времени горения дуги, надеваемая на конец шпильки шайба на внутренней поверхности снабжена кольцевым выступом, который препятствует соприкосновению шпильки со свариваемой поверхностью, а затем расплавляется под действием дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1965 |
|
SU174298A1 |
| Способ электродуговой приварки шпилек | 1952 |
|
SU103306A1 |
| Способ электродуговой приварки шпилек и сварки электрозаклепками под флюсом | 1954 |
|
SU99989A1 |
| Пистолет для сварки под слоем флюса | 1950 |
|
SU91788A1 |
| ПРИВАРКИ ШПИЛЕК | 1972 |
|
SU350232A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| Устройство для электродуговой приварки деталей | 1982 |
|
SU1038133A1 |
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
